Изобретение относится к бондарному производству, в частности, для двусторонней фуговки кромок клепки остовов бочек.
Известен клепкофуговальный станок с цепной подачей (С.И.Потолоков. Производство заливных и сухотарных бочек. М.: Пищепромиздат, 1962 г., стр.162-164, рис.66), принятый за прототип.
Кромки клепок на этих станках обрабатывают двумя качающимися ножевыми головками, которые раздвигаются и устанавливаются соответственно ширине фугуемой клепки, а ось качания устанавливается в соответствии с радиусом бочки. Во время продвижения клепки между ножевыми головками стол цепного транспортера совершает качательное движение от копира через передачу со сменными звездочками. На цепи транспортера укреплены специальные планки, подающие клепку к ножевым головкам. Количество подающих планок на цепи транспортера устанавливают в зависимости от длины клепки.
Недостатки известного станка:
- при настройке станка на длину фугуемой клепки необходимо подобрать сменную звездочку и установить ее на станке;
- при настройке станка на симметричность профиля клепки необходимо копир повернуть в определенное положение, что производят путем осуществления нескольких определенных регулировок;
- при настройке станка на пукатость бочки необходимо подобрать соответствующий копир и установить его.
Предлагаемым изобретением решается задача упрощения наладки станка на заданный типоразмер бочки.
Для достижения указанного технического результата в клепкофутовальном станке, содержащем станину, две ножевые головки, цепной транспортер, установленный с возможностью качательного движения стола транспортера относительно оси, подающие планки на цепи транспортера, копир, взаимодействующий с транспортером через передачу со сменной звездочкой, согласно изобретению копир снабжен корпусом с закрепленным на нем в подшипниках валом и выполнен в виде кривошипов, закрепленных на концах вала с возможностью изменения их радиусов вращения и шатунов, которые закреплены одними концами в подшипниках на кривошипах, а другими концами закреплены на станине с возможностью изменения угла наклона стола транспортера, при этом корпус копира жестко закреплен на столе транспортера, а звездочка взаимодействует с цепью транспортера и установлена на валу с возможностью ее поворота и фиксации.
При этом шатуны другими концами закреплены на станине с возможностью изменения угла наклона стола транспортера.
При этом подающие планки на цепи транспортера установлены неподвижно.
Изобретение иллюстрируется чертежами, где
на фиг.1 представлен общий вид клепкофуговального станка.
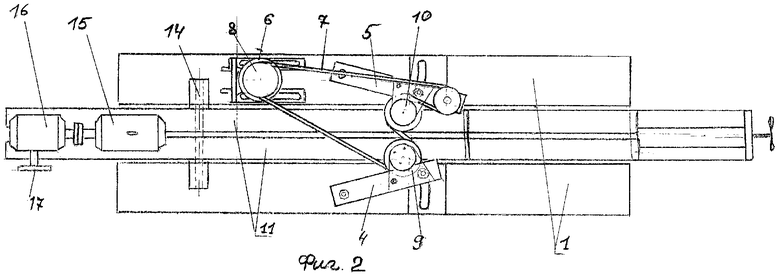
на фиг.2 - то же, вид сверху.
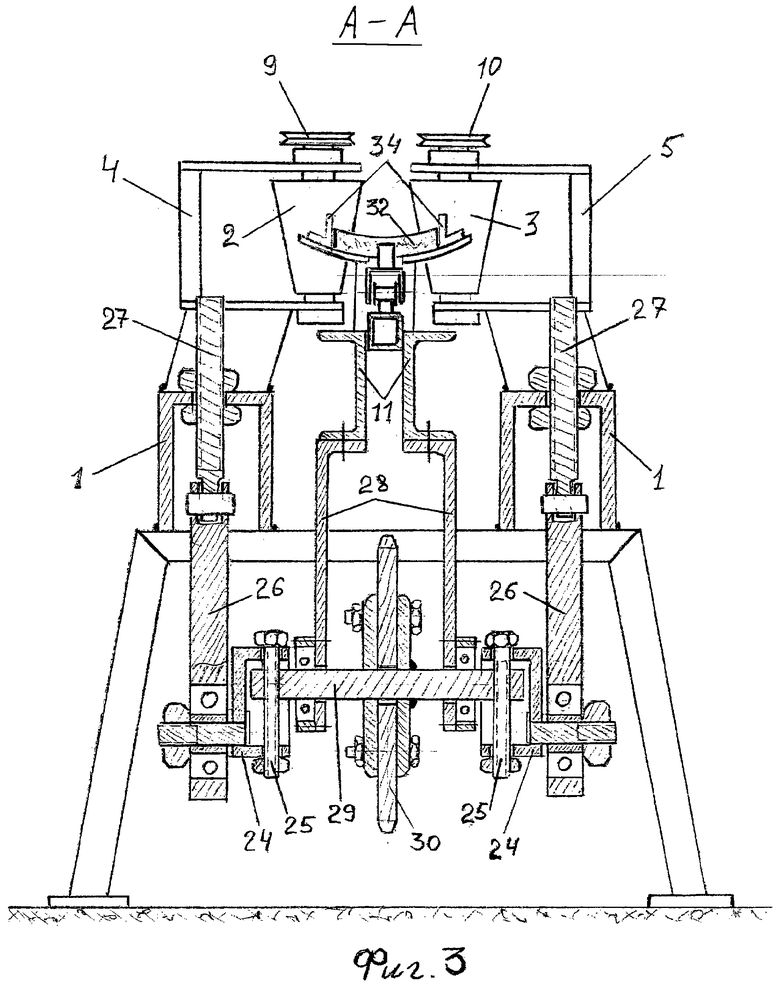
на фиг.3 - разрез А-А на фиг.1.
Клепкофуговальный станок состоит из следующих узлов: станины 1, двух ножевых головок 2 и 3, кожухов ножевых головок 4 и 5, привода ножевых головок, включающего электродвигатель 6, ремень 7, ведущий шкив 8, ведомые шкивы 9, 10; стола транспортера 11, цепи транспортера 12, подающих планок 13, оси 14, привода цепного транспортера, состоящего из электродвигателя 15, редуктора 16, ведущей 17 и ведомой 18 звездочек, цепи 19; ведущей 20 и ведомой 21 звездочек цепного транспортера; узла натяжения цепи транспортера, включающего натяжной винт 22, первый ползун 23 и второй ползун (не показано); копира в виде кривошипов 24 с регулировочными винтами 25 и шатунов 26 с регулировочными винтов 27 для изменения угла наклона стола транспортера, корпуса копира 28, вала 29, сменной звездочки 30; магазина 31 для размещения клепок 32, узла прижима 33 клепок, направляющих 34 клепок.
Кромки клепок 32 обрабатывают двумя ножевыми головками 2 и 3, закрепленными на кожухах 4 и 5, которые раздвигаются (например, вручную) и устанавливаются соответственно ширине фугуемой клепки 32. Во время продвижения клепки 32 между ножевыми головками 2 и 3 стол 11 транспортера совершает качательное движение относительно оси 14, расположенной в начале транспортера, для обработки пука в клепке.
Цепной транспортер совершает качательное движение от копира (кривошипов 24 и шатунов 26) через сменную звездочку 30, которая приводится во вращение цепью 12 транспортера, что обеспечивает синхронность работы копира с проходом клепки между ножевыми головками и, как результат этого, производится более точная симметричность профиля клепки по длине.
Сменная звездочка 30 установлена на валу 29 с возможностью поворота совместно с цепью транспортера при неподвижном положении кривошипов, что позволяет более точно осуществлять симметричность профиля клепки.
Цепь транспортера со звездочкой передвигают вручную на необходимое расстояние (вперед или назад). Длину цепи транспортера подбирают кратно длине делительной окружности сменной звездочки 30 и, соответственно, длине транспортера. Расстояние между подающими планками 13 равно длине делительной окружности сменной звездочки 30, что соответствует максимальной длине клепки.
Станок работает следующим образом.
Обрабатываемые клепки 32 размещают в магазине 31. Включают электродвигатель 6 ножевых головок и электродвигатель 15 подачи цепного транспортера. Подающие планки 13 захватывают клепку 32 и подают ее к ножевым головкам.
Изменяя радиус кривошипа 24 с помощью регулировочного винта 25 и перемещая цепь транспортера 12 относительно зубьев сменной звездочки 30 копира, не меняя звездочку, обрабатывают клепки на различные объемы бочек.
Использование изобретения позволит упростить наладку клепкофуговального станка в условиях мелкосерийного производства без применения сложных специальных станков.
Элементы клепкофуговального станка могут быть выполнены из конструкционных сталей типовыми методами для станкостроительного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2333830C2 |
| Станок для двусторонней фуговки клепок | 1973 |
|
SU471199A1 |
| Клепкофуговальный станок | 1984 |
|
SU1167007A1 |
| ДОННОВЫРЕЗНОЙ СТАНОК | 2005 |
|
RU2317193C2 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
| СТАНОК ДЛЯ СБОРКИ ОСТОВОВ БОЧЕКОСЕСОЮЗНАЯ | 1971 |
|
SU304130A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Донносшивной станок | 1988 |
|
SU1703459A1 |
| Фасонно-круглопалочный станок для изготовления круглых деталей переменного сечения | 1957 |
|
SU113109A1 |
| Круглопалочный станок | 1988 |
|
SU1692831A1 |
Изобретение относится к бондарному производству, в частности к двусторонней фуговки кромок клепки остовов бочек. Клепкофуговальный станок содержит станину, две ножевые головки, цепной транспортер, установленный с возможностью качательного движения стола транспортера относительно оси, подающие планки на цепи транспортера, копир, взаимодействующий с транспортером через передачу со сменной звездочкой. Копир снабжен корпусом с закрепленным на нем в подшипниках валом и выполнен в виде кривошипов, закрепленных на концах вала с возможностью изменения их радиусов вращения и шатунов, которые закреплены одними концами в подшипниках на кривошипах, а другими концами закреплены на станине с возможностью изменения угла наклона стола транспортера. Корпус копира жестко закреплен на столе транспортера, а звездочка взаимодействует с цепью транспортера и установлена на валу с возможностью ее поворота и фиксации. Шатуны другими концами закреплены на станине с возможностью изменения угла наклона стола транспортера за счет подвижного узла, включающего регулировочный винт. Подающие планки на цепи транспортера установлены неподвижно. Изобретение упрощает наладку станка на заданный типоразмер бочки в условиях мелкосерийного производства. 2 з.п. ф-лы, 3 ил.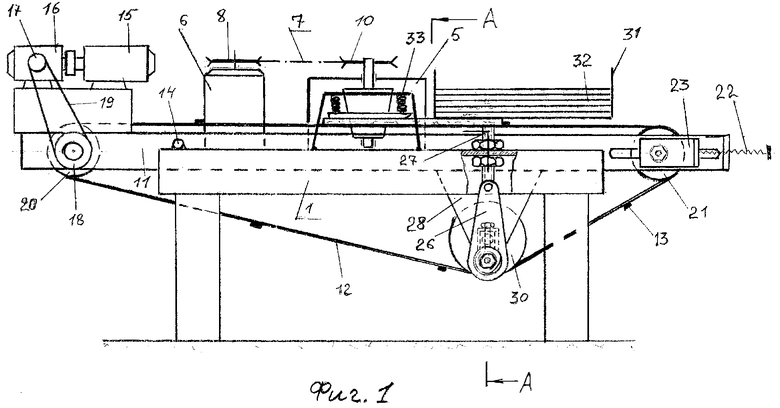
| ПОТОЛОКОВ С.И | |||
| Производство заливных и сухотарных бочек | |||
| Пищепромиздат, 1962, Москва, с.162-164 | |||
| Установка для изгиба клепки деревянной бочки | 1988 |
|
SU1634498A1 |
| Клепкофуговальный станок | 1986 |
|
SU1331641A1 |
| Клепкофуговальный станок | 1984 |
|
SU1167007A1 |
| US 3710836 А, 16.01.1973. | |||

