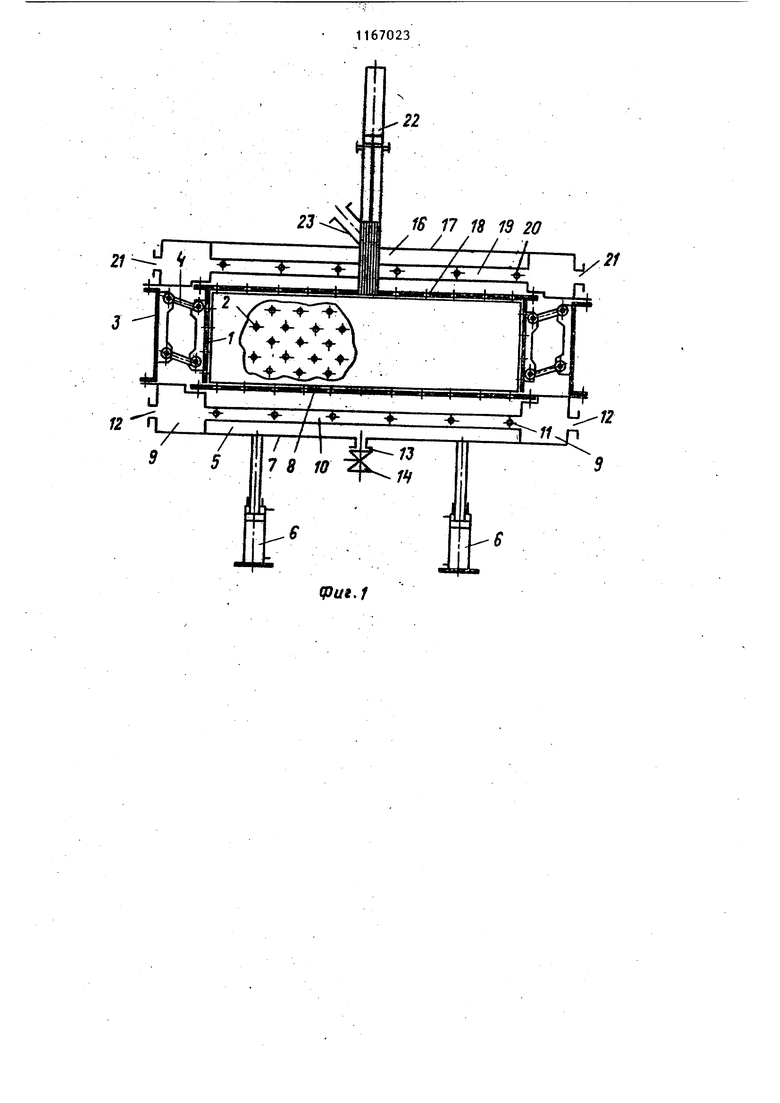
о ю со Изобретение относится к устройствам для изготовления изделий из пенопласта, например из пенополистирола, и может быть применено в промышленности строительных материалов. Цель изобретения - повьшение про изводительности и снижение энергозатрат. На фиг.1 изображена форма, поперечный разрез; на фиг. 2 - то же, вид сверху.. Форма содержит четыре боковые стенки, выполненные двойными, внутренние 1 из которых вьтолнены с перфорацией 2 для отвода пара, газо и конденсата. Внутренние стенки 1 установлены с возможностью перемещения к наружным стенкам 3 посредством связывающих их рычагов 4 и смонт.ированы с возможностью фиксации в рабочем положении полым днищем 5, герметично прижатым к боковы стенкам с помощью гидроцилиндров 6 Днище 5 состоит из наружной сплошной стенки 7, внутренней перфорированной стенки 8 и двух нагнетательных полостей 9, сообщающихся между собой распределительными трубками 10 с отверстиями 11 для выхода пара На стенках нагнетательных полостей 9 расположены патрубки 12 для подачи пара. На стенке 7 расположен патрубок 13с клапаном 14 для отвод пара и конденсата. С двух сторон д ща 5 расположены отверстия 15(фиг.2) служащие для отвода отработанного пара и конденсата. Форма герметично закрыта полой крышкой 16, состоящей из наружной сплошной стенки 17 и внутренней пер форированной стенки 18, между которыми расположены парораспределитель ные трубки 19 с отверстиями 20 для вьпсода пара. На боковых стенках крь ки 16 расположены патрубки 21 для п дачи пара. В крьш1ке 16 смонтирован затвор 22 с патрубком 23 для подачи материала. Конструктивное вьшолнение формы внутренними подвижными относительно наружных перфорированными стенками фиксируемыми в рабочем положении по вижным днищем, позволяет затрачиват минимальное время (около 18 с) на 23.2 извлечение изделия из формы и подготовку ее для загрузки материалом, что составляет от общего цикла формования (180 с) всего 10%. Форма работает следующим обрязом. riprf открытом клапане затвора 22 и прижатым герметично к боковым стенкам 1 днищем 5 через патрубок 23 осуществляется загрузка формы вспененными гранулами полистирола пневмотранспортом. После заполнения формы закрывается клапан затвора 22, выключается пневмотранспорт и происходит кратковременное продувание гранул паром, поступающим через патрубки 12 и 21, парораспределительные трубки 10 и 19 с отверстиями 11 и 20 и перфорированную стенку 18 крьш1ки 16. Затем закрывается клапан 14 и в форму подается через полое днище 5 пар. Таким образом создается тепловой удар, повышается давление в формующей полости до 0,5 кг/см и процесс спекания гранул заканчивается. После этого отключается подача пара, открывается клапан 14, сливается через отверстия 15 и патрубок 13 конденсат и создается в полом днище 5 вакуум, который с определенным усилием прижимает изделие к днищу. Вакуум создается следующим образом. Полость 9 днища соединена через патрубки 12 и независимые, клапаны с источниками пара и вакуума (не показаны) . Когда клапаны, установленные на паропроводах, и клапан 14 закрыты, включается вакуум-насос, открываются клапаны, установленные на линии вакуумирования, и в ранее бывшей нагнетательной полости 9 создается требуемой глубины вакуум. Затем днище 5 с помощью гидроцилиндров 6 быстро опускается, стенки 1, опускаясь, расходятся параллельно на рычагах 4 в стороны к наружный стенкам 3, вакуум в полости днища снимается, а изделие удаляется с днища 5. Потом днище 5 поднимается гидроцилиндрами 6, герметично прижимается к боковым стенкам, клапан затвора 22 открывается И процеср изготовления изделия повторяется.
974/1./ 16 17 18 19 20 / / / / У . / / JLf IT /-ф- / L/ ,,
15
фиг. 2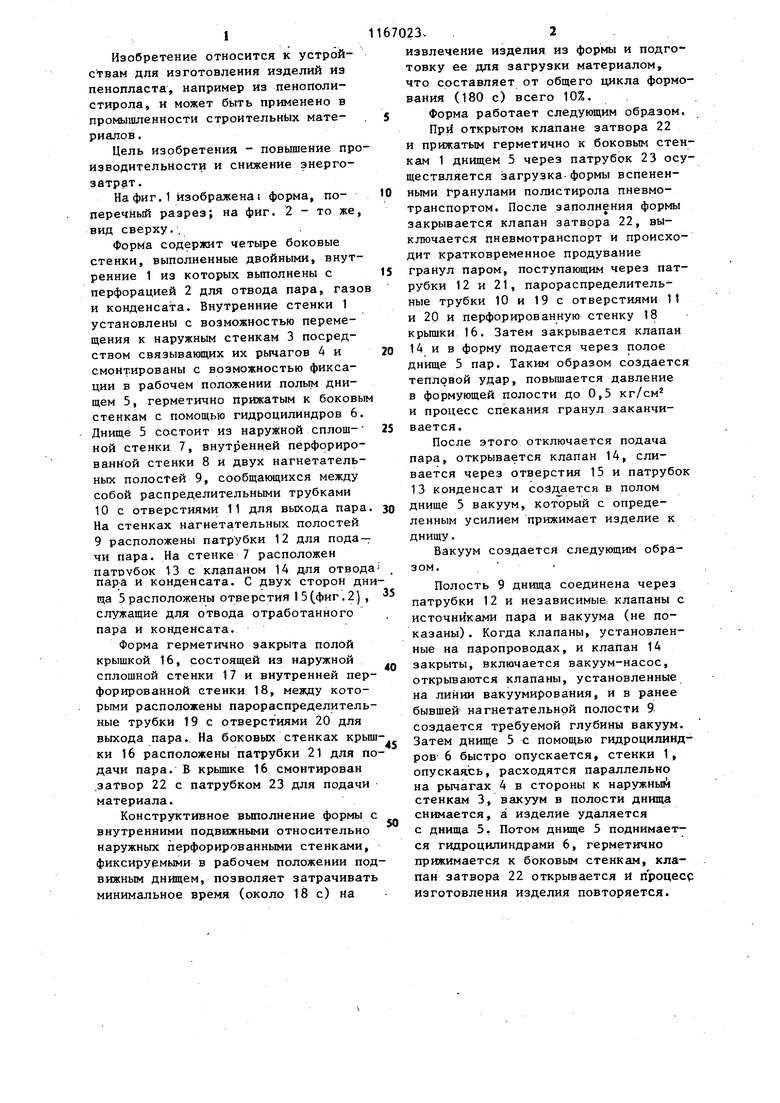
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 1993 |
|
RU2045405C1 |
| Устройство для изготовления изделий из пенопласта | 1989 |
|
SU1713830A1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1986 |
|
SU1382658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342252C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 1972 |
|
SU339426A1 |
| Устройство для перегонки эфирных масел из эфирномасличного зернового сырья | 2017 |
|
RU2650556C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ УГЛЕРОДСОДЕРЖАЩИХ ОТХОДОВ | 2023 |
|
RU2817493C1 |
| УСТРОЙСТВО ДЛЯ ОСАЖДЕНИЯ ПОКРЫТИЙ ИЗ ПАРОГАЗОВОЙ ФАЗЫ | 2000 |
|
RU2194088C2 |
| Самовсасывающее устройство для центробежного насоса | 2015 |
|
RU2624420C1 |
| Устройство для подачи и слива жидкости | 1982 |
|
SU1087699A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПЛАСТА, содержащая крьшку, подвижное днище и боковые стенки, вьтолненные двойнь(ми, причем внутренние их стенки выполнены перфорированными, отличающаяся тем, что, с целью повышения производительности и снижения энергозатрат, внутренние из двойных боковых стенок формы установлены с возможностью перемещения к наружным стенкам посредством связывающих их рычагов и смонтированы с возможностью фиксации враб чем положении подвижным днищем.;
| Форма для изготовления изделий из пенопласта | 1972 |
|
SU489291A3 |
| Штемпельный прибор | 1920 |
|
SU1329A1 |
| Авторское сввдетельство СССР по заявке № 3311794/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
