Известны автоматы для изготовления изделий «3 пенополистирола, включающие карусель с закрепленными на ней автоклавами с формами, загрузочный бункер, механизмы смазки форм и выгрузки готовых изделий и средства для подачи пара и охлаждающей воды.
Предложенный автомат отличается тем, что в нем формы вьшоляены с окнами в (боковых стенках и снабжены клапа«ами, взаимодействующими с крышкой автоклава, лод горловиной днища которого расположен подвижный чашеобразный затвор с трубками подвода пара и отвода конденсата. Клапаны формы выполнены в виде подпружиненного толкателя, взаимодействующего с крышкой автоклава и седлом для перемещения .последнего лри закрывании и открываний окон боковых стенок формы.
Крыщка автоклава снабжена коллектором, отводные патрубки которого расположены напротив окон Б боковых стенках форм. Механизм смазки форм и выгрузки готовых изделий вьшолнен в виде подвижной каретки, о борудованной коллектором с патрубками для подачи горячего воздуха, форсунками для распыления смазывающей жидкости и гребенкой для перемещения готовых изделий по Г-образ«ы.м поворотным направляющим, установленными на карусел-и над формами.
Предложенный автомат позволяет сократить технологический цикл И31готовления изделий, что повышает его производительное.
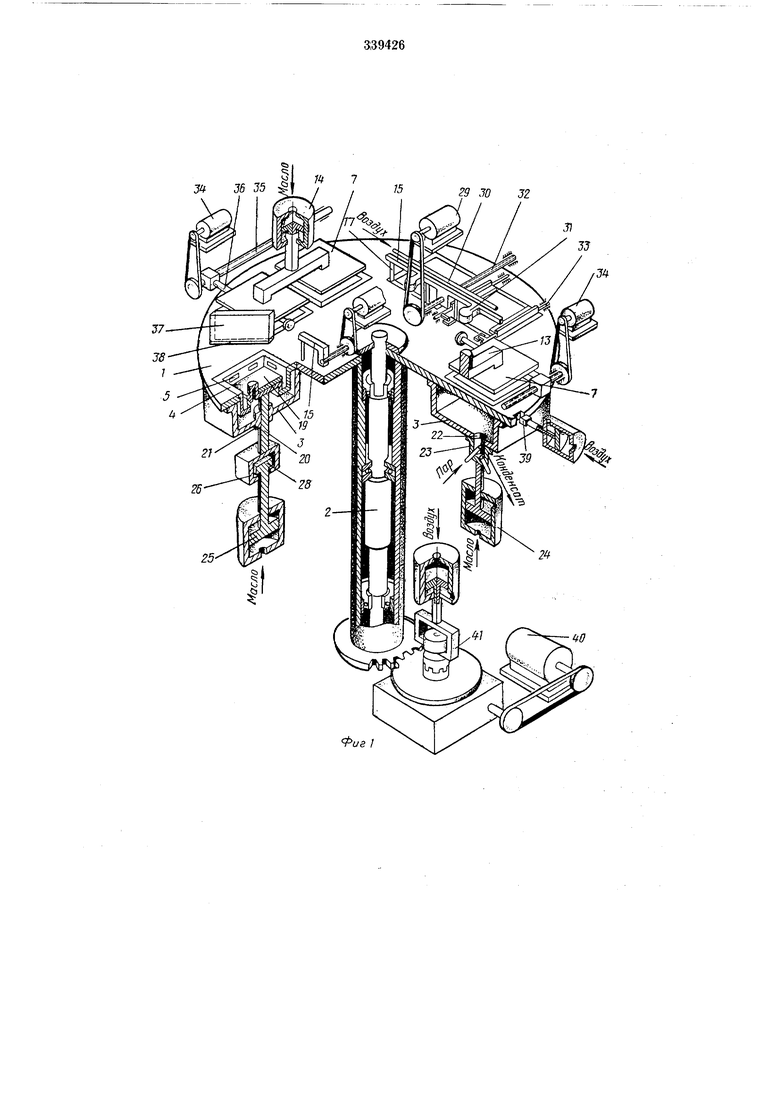
На фиг. 1 показан общий БЙД автомата; «а
фиг, 2-его автоклав с формой и крыщкой; на фиг. 3 показаны направляющие для приема изделия.
Автомат карусельного типа четырехяозиционный, две позиции ра-бочие- формовка иопекание изделий, и две вспомогательные-выгрузка изделий, сушка, смазка и загрузка пенополистиролом форм.
Автомат состоит из карусели, двух гидравлических прессов, двух кареток, механизмов для
смазки крыщек и выталкивания готовых изделий из форм, поворотных напразляюп1,их для приема готовых изделий, бункеров, систе.м для подачи пара, отвода конденсата и слива воды с крышек.
Все эти основные рабочие органы смонтированы внутри каркасов.
На карусели 1, вращающейся на неподвижной оси 2, -смонтированы -четыре автоклава 3. Внутри автоклава 3 установлены формы 4, в
которых производится спекание гранул пепополистирола.
С целью уменьщенйя времени при переходе к изготовлению изделий другого типоразмера формы выполнены разъемными. Для обеспеченополистирола в боковых стенках форм 4 in,peдусмотрены окна 5 для циркуляции теплоиосителя. Кроме того, эти о.кна служат для отвода конденсата, образующегося на поверхности крышКИ б формы и крышки 7 автоклава, и слива охлаждающей воды с крыщки 6 форм.
Для предотвращения попадания пенополистирола в автоклав в момент загрузки гранул в формы 4 последние снабжены клапанами, состоящими из корпуса 8, атружины 9, толкателя 10 и седла 11.
Когда автоклав 3 открыт, т. е. крыщка 7 находится в поднятом положении, клапаиы плотно закрывают окна 5 формы 4 (седло // движется вправо) и гранулы пенополистирола че могут пройикнуть в автоклав.
При опускании крыщки 7 происходит подпрессовка гра-нул пепополистирола и закрытие автоклава по .всему периметру. В этом положении крыщка 7 с помощью щтифта 12 открывает окно 5 для свободного прохода пара, отвода конденсата и слива воды с крыщки 6. Окна 5 форм 4 должны быть расположены от верхней кромки боковой стенки на расстоянии, равном величине хода лодпреосовки гранул пенополистирола. Бели ход «одпрессовки больще расстояния от верхней кромки до окон, то на крышке остается конденсат, что приводит к нарушению (равномерности -прогрева гранул пенополистирола, т. е. резко ухудщается качество изделия.
Бели же, наоборот, ход подпрессовки меньще, то 1при спекании пенополистирол проникает в окна, прекращает доступ пара, слив воды и конденсата, что шриеодитк браку изделия. Крышки 7 автоклавоВ крепятся к щтокам 13 гидравлических прессов 1, расположенных симметричНо относительно кареток 15.
Оба пресса установлены на общей траверсе (на чертежах те показано), смонтироваиной на четырех «олопнах, установленных по углам щестиграННого каркаса.
Внутри 15рышки 7 автоклава размещены коллектор 16 и перфорированные крышки форм 6. На .каретках 15 смантиро.ваны гребенки 17.
Трубки /8 коллектора 16 расположены по периметру форм напротив каждого окна 5.
Через коллектор подается сначала пар для прогрева и спекания гранул, а после заверщения спекания-вода для охлаждения и .воздух для вытеснения воды с крышки автоклава и продувки окон 5 форм 4.
Днище формы 19 укреплено па щтоке 20 и совершает вместе с ним возвратно-поступательное движение.
В днище автоклава имеется бобыш.ка 21, служащая папра. для щтока 20. Горловина 22 служит для лодачи пара, в автоклав, отвода ковденсата -и воды. В момент подачи пара горловина 22 уплотняется гидравлическим затвором 25, выполненным в виде чащя. Гидравлический затвор 23 снабжен двумя трубами, одна из которых служит для подвода пара, а вторая для отвода конденсата. Гидравлический затвор 23 приводится в движение Гидрощилиндром 24.
Механизм выталкивания готового изделия состоит из гидроцилиндра 25, траверсы 26, щтока 20 и .подвижного днища 19 формы. Шток гидроцилипдра 25 имеет на конце буртик 28, который в момент остановки карусели .входит :в паз траверсы 26.
Траверса 26 соединена неподвижг10 со што.ком 20 формы. Каретки, раоположенные симметрично относительно прессов 14, имеют привод 29 и гребенки 17, на которых установлены коллектор 30 и форсунки 31. Каретка получает возвратно-поступательное движение от ©интовой па.ры 32.
Под кареткой 15 над формами 4 карусели 1 устрановлены Г-образ.ные направляюпше 33, которые служат для .приема готовых из.делий после выталкивания их из форм. Направляющие свобо.дно вращаются на двух подшипниках вокруг своей оси.
Механизм смазки .крыщ.ки 6 форм 4 состоит из привода 34, винтовой пары 35, ванночки со смазывающей жидкостью (не показана), валяка 36 с эластичным покрытием и коллектором для подачи горячего воздуха (не показан).Валик 36 при вращении вокруг своей оси смачивается в ванночке и переносит смазку на крышку 6 формы 4. На.д каруселью 1 перед
прессами 14 по ходу вращения карусели установлены бункеры 37 (второй бункер на чертежах не показан). На нижней кромке бункера 37 по его периметру укреплена эластичная лента 38, постоянно соприкасающая с плоскостью
карусели 1 и герметизирующая разъем .между бункером и каруселью. Внутри каркаса, кроме того, смонтированы панели управления гидроприводами, системы .подачи пара, воды и воздуха. Температура и давление пара, подаваемо.го на автомат, регулируются приборами. Пуск автомата производится выводом фиксатора 39 из паза карусели. Фиксатор включает электродвигатель 34 механизмов смазки крышек и электродвигатель 40 перевода карусели.
Во время вращения карусели отверстие бункера, которое постоянно открыто, совмещается с отверстием формы и пенополистирол самотеком заполняет форму. Одновременно механизм смазки сушит горячим воздухом и смазывает крыщки 6 . В момент фиксации редуктор отсоединяется от карусели кулачковой муфтой 41. После остановки карусели поршень гидравлического .пресса 14 с крыщкой 7 движется вниз и подпрессовывает пенопол.истирол в форме, а в конце хода открывает окна 5 и закрывает автоклав. Одновременно снизу вверх движется гидравлический затвор 23 .и уплотняет горловину автоклава.
Когда давление в гидроцилиндрах 14 и 24 повышается до рабочего, открываются вентили на трубопроводах и пар поступает в крыщ1су
через гидравлический затвор 23. Подача пара одновременно сверху и снйзу обеспечивает более равномерный ирогрев гранул пенополястирола и сокращает технологический цикл.
При подаче пара в крышку 7 и автоклав в первоначальный момент образуется конденсат. С крышки 6 конденсат отводится -через окно 5 в автоклав. Из автоклава конденсат стекает в чашу гидравлического затвора 23, откуда трубкой отводится в канализацию.
После выдержки лод паром производится охлаждение изделия. Вода для охлаждения подается через коллектор 16 и гидравлический затвор 23.
После охлаждения изделия гидравлический затвор 23 опускается .вниз. Затвор 23 открывает горловину 22 автоклава, через которую сливается вода. Из крышки 7 вода отводится через окна 5 формы. Для ускорения слива воды и устранения разрежения в момент слиза в крыпжу 7 через коллектор 16 подается сжатый воздух.
Как только вода слилась, лоршень гидравлического пресса 14 движется вверх, освобождает автоклав и карусель /. Карусель переводится на следующую позицию-выгрузку. Во время перевода карусели вода продолжает сливаться из автоклава. Окончателыный слив воды происходит на позиции подготовки формы под загрузку.
Все вспомогательные операции, связанные с подготовкой фО|р,мы под загрузку гранул пе«ополйстирола, Протекают -параллельно основному технологическому процессу-спеканию изделия.
Выгрузка изделия производится следующим образом. В момент остановки карусели бурт штока пор1шня 25 входит в паз траверсы 26, соединенной через шток 20 с днищем 19 формы. После зацепления с траверсой поршень 25 со штоком 20 и днищем 19 движется вверх и выталкивает изделие из .
Изделие (фит. 3) при движении вверх упирается в Направляющую 33 И поворачивает ее против часовой стрелки до тех пор, пока оно не выходит из зацепления с направляющей.
Выйдя из зацепления, .направляющая под действием собственного веса возвращается в исходное положение.
Вслед за На1правляю|Щей обратный ход совершает и шток поршня 25. При этом шток поршня тянет днище 19 формы вниз вместе с изделием, которое остается На направляющих, а днище 19 формы возвращается в исходное положение.
Наличие направляющих 33 (фиг. 1 и 3) необходимо для (Приема тех изделий, которые имеют замок, например коробки; изделия, основание которых не имеет выступов, например плиты, МОЖНО сталкивать непосредственно с днища 19.
Сталкивание изделий с направляющих 33 производится кареткой 15. Каретка двигает изделие впереди себя по направляющим и сталкивает его в приемную тару. Одновременно в коллектор 30 подается горячий воздух, который сушит и подогревает форму. При обратном ходе каретки производится смазка формы жидкостью, которая распыливается форсунками 31. После этого форма снова подготовлена под загрузку гранул пенополистирола.
Таким образом четырехпозицион.ный автомат снабжен двумя рабочими позициями, на которых формуются изделия, и двумя вспомогательными, на которых происходит выгрузка изделия, сушка, прогрев и опрыскивание смазывающей жидкостью фор.м. Причем основные
технологические операции и вспомогательные протекают параллельно друг другу, а не последовательно, что значительно сокращает технологический цикл изготовления изделия.
25
Предмет изобретения
1.Автомат для изготовления изделий изпенополистирола, включающий карусель с закрепленными на ней автоклавами с формами, загрузочный бункер, механизмы смазки форм и выгрузки готовых изделий и средств для подачи пара и охлаждающей воды, отличающийся тем, что, с целью увеличения производительности, формы выполнены с окнами в баковых стенках и снабжены клапанами, взаимодействующими с Крышкой автоклава, под горловшюй днища которого расположен подвижный чаШеобразный затвор с трубками
подвода пара и отвода конденсата.
2.Автомат по п. 1, отличающийся тем, что клапаны формы выполнеиы в виде подпружиненного толкателя, взаимодействующего с крышкой автоклава и седлом для перемещения
последнего при закрывании и открывании окон боковых CTeiHOK формы.
3.Автомат по п. 1, отличающийся тем, что крышка автоклава снабжена коллектором, отводные патрубки которого расположены напротив окон в боковых стенках форм.
4.Автомат по п. 1, отличающийся тем, что механизм смазки форм и выгрузки готовых изделий выполнен в виде подвижной каретки, оборудованной коллектором с патрубками для
подачи горячего воздуха, форсунками для распыления смазывающей жидкости и гребенкой для перемещения готОВых изделий по Г-образньш поворотным направляющим, установленным на карусели над формами.
ua 1
29 JO 32
31
J
J4
Узел 1
Фик 2
изделие


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из пенополистирола | 1974 |
|
SU562434A2 |
| Устройство для изготовления изделий из пенополистирола | 1976 |
|
SU766880A1 |
| Установка для изготовления изделий из пенопласта | 1976 |
|
SU722775A1 |
| Установка предварительного вспенивания пенополистирола | 1974 |
|
SU554166A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЕНОПОЛИСТИРОЛА | 1968 |
|
SU212511A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ИЗДЕЛИЙ из ПЕНОПОЛИСТИРОЛА | 1973 |
|
SU380465A1 |
| Устройство для предварительного вспенивания гранул пенополистирола | 1989 |
|
SU1775313A1 |
| Автомат для формования изделий из полимерного материала | 1975 |
|
SU612815A1 |
| Машина для формовки блоков пенополистирола | 1961 |
|
SU142762A1 |
| УСТРОЙСТВО ДЛЯ ВСПЕНИВАНИЯ ПЕНОПОЛИСТИРОЛА | 2005 |
|
RU2283228C1 |