Изобретение относится к металлургии, в частности к непрерывной разливке металлов и сплавов.
Целью изобретения является повышение производительности и качества отливаемых слитков.
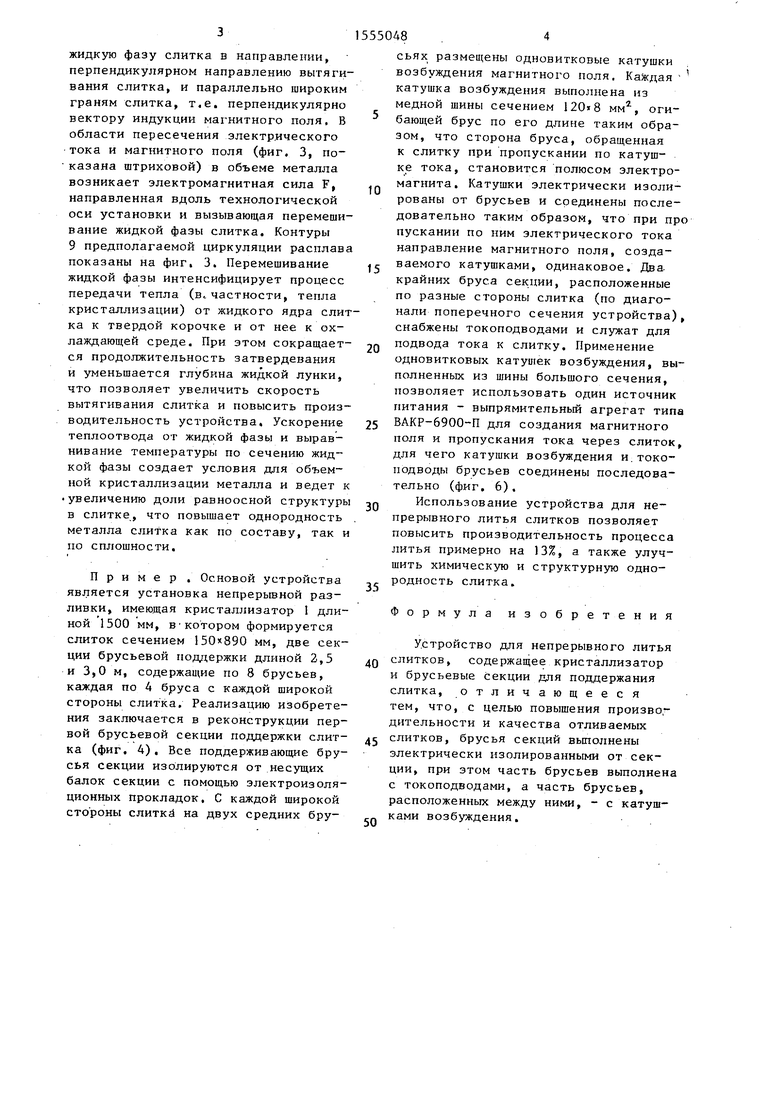
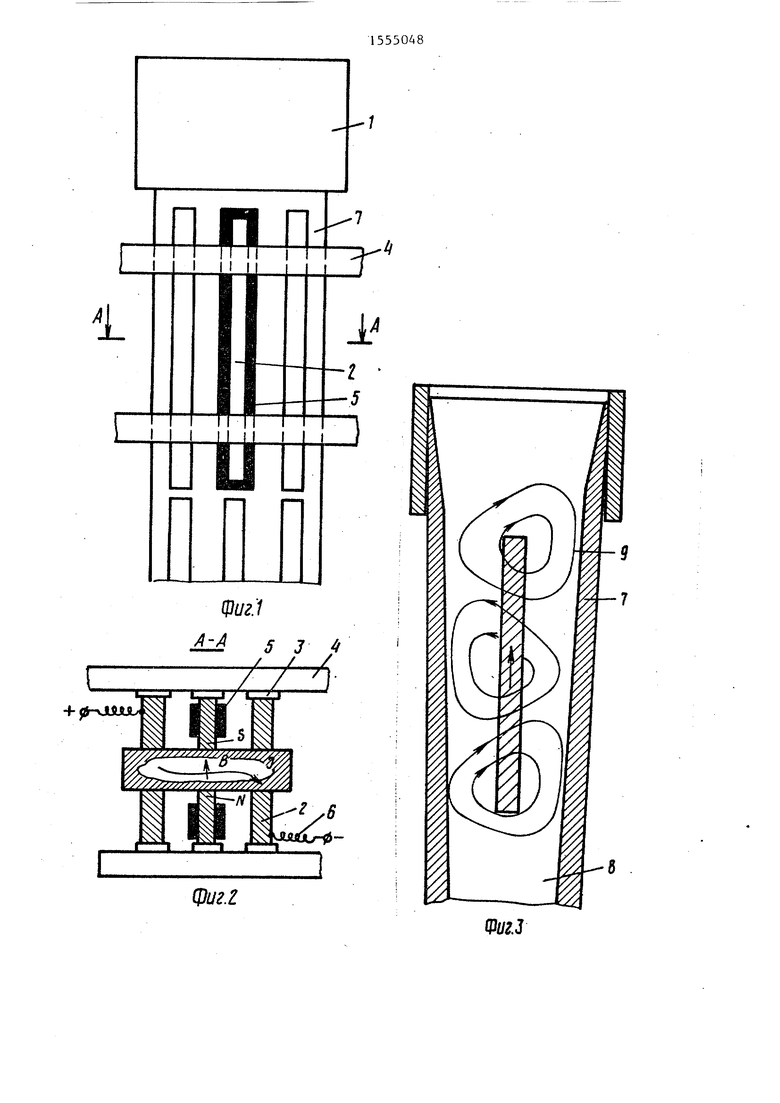
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - устройство, вертикальное сечение, по технологической оси; на фиг. 4 - то же, общий вид; на фиг. 5 - то же, горизонтальное сечение по брусьевой секции; на фиг, 6 - электрическая схема предлагаемого устройства.
Устройство для непрерывного литья слитков содержит кристаллизатор 1 , поддерживающие брусья 2, электрическую изоляцию 3 брусьев от несущих балок секции 4 поддержки, катушки 5 возбуждения, размещенные на части
брусьев, токоподводы 6 для подвода тока к части брусьев.
Устройство работает следующим образом.
Разливка металла на устройстве .ведется обычным образом. При входе отливаемого слитка в поддерживающую брусьевую секцию на катушки 5 возбуждения и токоподводы 6 подается электрический ток. Катушки возбуждения при пропускании по ним электрического тока создают в брусьях, на которых они размещены, и в объеме отливаемого слитка (корочке 7 и жидкой фазе 8) магнитное поле В, направленное поперек широких граней слитка. Электрический ток I, подведенный с помощью токоподводов 6 к поддерживающим брусьям, расположенным по разные стороны от брусьев, снабженных катушками 5 возбуждения, проходит через
ел ел Сл
О 4ь
00
идкую фазу слитка в направлении, перпендикулярном направлению вытягивания слитка, и параллельно широким граням слитка, т.е. перпендикулярно вектору индукции магнитного поля, В области пересечения электрического тока и магнитного поля (фиг. 3, по казана штриховой) в объеме металла возникает электромагнитная сила F, направленная вдоль технологической оси установки и вызывающая перемешивание жидкой фазы слитка. Контуры 9 предполагаемой циркуляции расплава показаны на фиг, 3. Перемешивание жидкой фазы интенсифицирует процесс передачи тепла (в.. частности, тепла кристаллизации) от жидкого ядра слитка к твердой корочке и от нее к охлаждающей среде. При этом сокращается продолжительность затвердевания и уменьшается глубина жидкой лунки, что позволяет увеличить скорость вытягивания слитка и повысить производительность устройства. Ускорение теплоотвода от жидкой фазы и выравнивание температуры по сечению жидкой фазы создает условия для объемной кристаллизации металла и ведет к увеличению доли равноосной структуры в слитке, что повышает однородность . металла слитка как по составу, так и по сплошности.
Пример . Основой устройства является установка непрерывной разливки, имеющая кристаллизатор 1 длиной 1500 мм, в котором формируется слиток сечением мм, две секции брусьевой поддержки длиной 2,5 и 3,0 м, содержащие по 8 брусьев, каждая по 4 бруса с каждой широкой стороны слитка. Реализацию изобретения заключается в реконструкции первой брусьевой секции поддержки слитка (фиг. 4). Все поддерживающие брусья секции изолируются от несущих балок секции с помощью электроизоляционных прокладок, С каждой широкой стороны слитке на двух средних бру
550484
сьях размещены одновитковые катушки
10
15
20
25
30
35
40
45
50
возбуждения магнитного поля. Каждая - катушка возбуждения выполнена из медной шины сечением мм2, огибающей брус по его длине таким образом, что сторона бруса, обращенная к слитку при пропускании по катушке тока, становится полюсом электромагнита. Катушки электрически изолированы от брусьев и соединены последовательно таким образом, что при про пускании по ним электрического тока направление магнитного поля, создаваемого катушками, одинаковое. Два крайних бруса секции, расположенные по разные стороны слитка (по диагонали поперечного сечения устройства), снабжены токоподводами и служат для подвода тока к слитку. Применение одновитковых катушек возбуждения, выполненных из шины большого сечения, позволяет использовать один источник питания - выпрямительный агрегат типа ВАКР-6900-П для создания магнитного поля и пропускания тока через слиток, для чего катушки возбуждения и.токо- подводы брусьев соединены последовательно (фиг. 6).
Использование устройства для непрерывного литья слитков позволяет повысить производительность процесса литья примерно на 13%, а также улучшить химическую и структурную однородность слитка.
Формула изобретения
Устройство для непрерывного литья слитков, содержащее кристаллизатор и брусьевые секции для поддержания слитка, отличающееся тем, что, с целью повышения произво,- дительности и качества отливаемых слитков, брусья секций выполнены электрически изолированными от секции, при этом часть брусьев выполнена с токоподводами, а часть брусьев, расположенных между ними, - с катушками возбуждения.
цпф
W
0/Hl
9 ш
N
ХУУ/УХ/ УТ
Y/Tfts/S// /; ;;;////
I
ппгет - +
х / /
j
/ / х
I Ј 9
V-V
/.ад
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Устройство для электромагнитного перемешивания жидкой фазы непрерывного слитка | 1985 |
|
SU1276431A1 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| Виброимпульсный ролик | 1979 |
|
SU899243A1 |
| Способ разливки металла в электромагнитный кристаллизатор | 1983 |
|
SU1375403A1 |
| Способ непрерывной разливки металлов | 1975 |
|
SU533129A1 |
| Электромагнитный кристаллизатор | 1989 |
|
SU1764784A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Способ разливки металла | 1979 |
|
SU814558A1 |

Изобретение относится к металлургии и предназначено для непрерывной разливки металлов и сплавов. Целью изобретения является повышение производительности и качества отливаемых слитков. Устройство содержит кристаллизатор и брусьевые секции для поддержания слитка, причем брусья выполнены электрически изолированными от секции, часть брусьев выполнена с токоподводами, а часть брусьев, расположенных между ними - с катушками возбуждения. 6 ил.
Т
Фиг. 5
.-4
Составитель В. Битков Редактор И. Шулла Техред М.Ходанич Корректор Т. Малец
Заказ 523
Тираж 632
ВНИИПИ Государствечного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Щи г. 6
Подписное
| Самойлович Ю.А | |||
| и др | |||
| Тепловые процессы при непрерывном литье ста- лигМ.: Металлургия, 1982, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
