Изобретение относится к области переработки полимерных материалов, конкретнее к устройствам для центробежного формования полых изделий, и может быть использовано в медицинской промьшшенности для изготовления эластичных тонкостенных протезов конечностей. Целью изобретения является повышение качества изделий при изготовле
НИИ тонкостенных несимметричных изделий сложной конфигурации путем созданИя дополнительного прецессионного движения формы и обеспечения угла наклона, формы к горизонтальной геометрической оси.
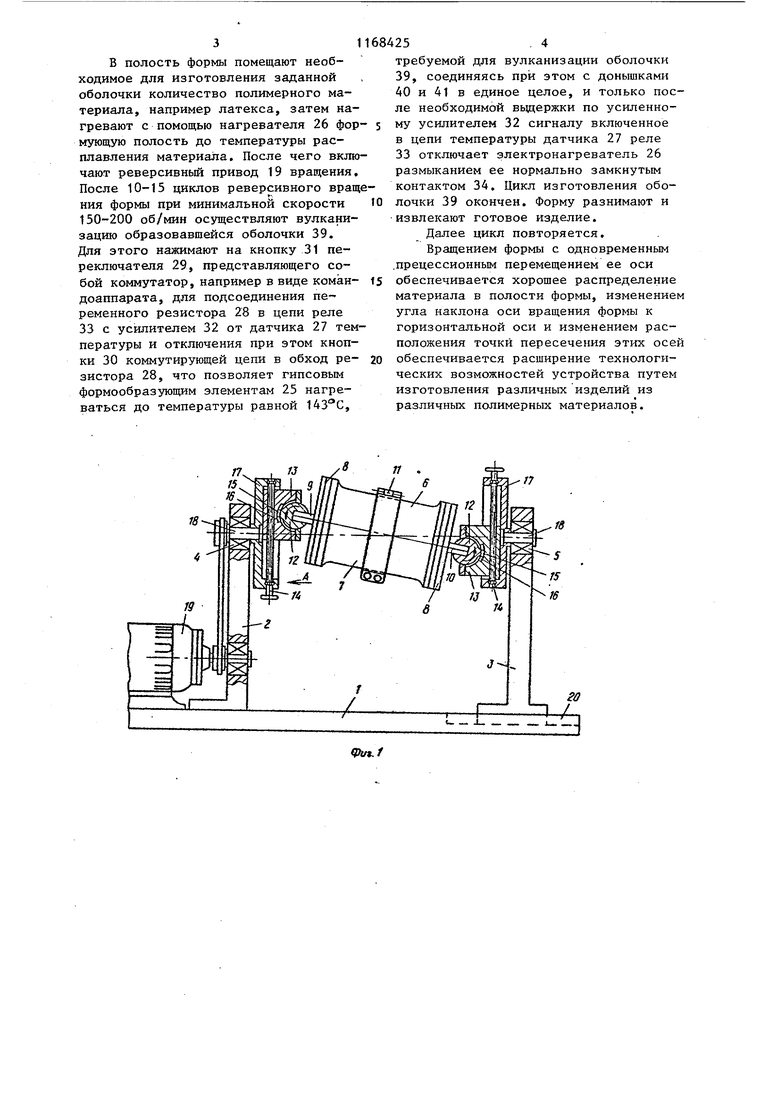
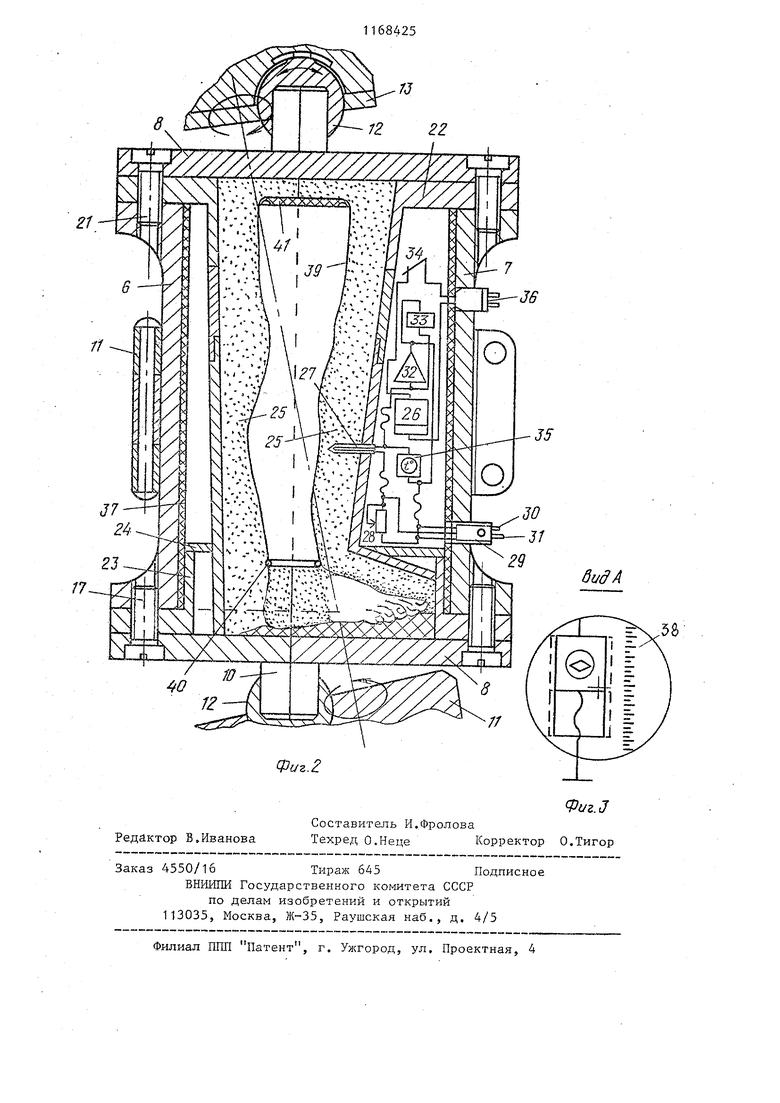
На фиг,1 представлено предлагаемое устройство, вид спереди с частичным разрезом по узлам крепления формы, на фиг,2 - то же, продольный разрез по форме и цапфам, на фиг,3 вид А на фиг,1,
Устройство содержит основание 1, установленные на нем опорные стойки 2 и 3, смонтированные на них подтипниковые узлы 4 и 5, форму, включающую цилиндрический разъемный по продольной оси корпус, состоящий из частей 6 и 7, торцовые крышки 8, по центру которых установлены оси 9 и 10, шарнирный хомут 11 для запирания.частей 6 и 7 корпуса. Оси 9 и 10 имеют в сечении прямоугольную форму и установлены в шаровых цапфах 12, которые установлены в гайках 13, размещенных на винтах 14, причем цапфы снабжены пальцами 15, размещенными в сферических пазах 16, выполненных в гайках 13, а винтовая пара винта 14 и гайка 13 выполнены самотормозящимися, Кон- цы винтов 14 установлены с возможностью вращения в боковых стенках планшайб 17, С наружной стороны планшайб по центру закреплены оси размещенные в подшипниковых узлах 4 и 5, Одна из осей 18, установленная в подшипниковом узле 4, кинематически связана с приводом 19 реверсивного вращения, смонтированном на основании. На основании 1 выполнен продольный направляющий паз 20, в котором установлена стойка 2 с возможностью возвратно-поступательного перемещения в направлении к опорной стойке 3, Торцовые крышки 8 винтами 21 соединены с частями 6 и 7 корпуса формы. Внутри корпуса установлены разъемные в продольном направлении
образованной между стенкой части 6 корпуса и стенкой гильзы 22,.размещен терморегулирующий узел, включающий электронагреватель 26, датчик 27 температуры, установленный в стенке гипьзы 22 с возможностью перемещения, нагрузочное сопротивление резистор 28 кнопочный переключатель 29 с кнопками 30 и 31, усилитель 32, реле 33 с нормально замкнутьи контактом 34, индикатор 35 и разъемник 36, Части 6 и 7 корпуса формы изнутри облицованы теплоизолирующим материалом 37, На планшайбах 17 параллельно винтам 4 нанесены шкалы 38, На фиг, 2 позициями обозначена формуемая оболочка 39 протеза, 40 и 41 - торцовые доньш1ки оболочки, закрепленные в формогобразующих элементах 25 перед центробежным формованием оболочки.
Устройство работает следующим образом,
В зависимости от соотношения между основаниями (доньш1ками 40 и 41) стенки конусности формуемой оболочки 39 сложного профиля и свойств используемого для формирования полимерного материала, в частности, его удельного веса, вязкости производят установку гаек 13 на винтах, смещая их в противоположных направлениях по винтам 14 и задавая необходимый угол наклона формы относительно горизонтальной геометрической оси, осуществляя при этом соответствующее перемещение опорной стойки 2 в направляющем пазу 20, тем самым можно регулировать угол наклона и расположение точки пересечения геометрической оси вращения формы с горизонтальной геометрической осью, т,е, задавать определенное процессионное движение формы. Скорость вращения формы можно регулировать управлением частотой вращения привода 19 любым известным способом, например с помощью злектромашинндго усилителя. гильзы 22 и 23, соединенные с крьшками 8 и частями 6 и 7 корпуса теми же винтами 21, причем гильза 22 по длине содержит три отдельных части, средняя из которых является удлинителем, а гильза 23 имеет отдельную часть 24,являющуюся опорной площадкой, К гильзе 22 крепятся формооформляющие элементы 25, в данном случае изготовленные из гипса, В полости. в полость формы помещают необходимое для изготовления заданной оболочки количество полимерного материала, например латекса, затем нагревают с помощью нагревателя 26 фор мующую полость до температуры расплавления материала. После чего вклю чают реверсивньй привод 19 вращения. После 10-15 циклов реверсивного вращ ния формы при минимальной скорости 150-200 об/мин осуществляют вулканизацию образовавшейся оболочки 39. Для этого нажимают на кнопку 31 переключателя 29, представляющего собой коммутатор, например в виде командоаппарата, для подсоединения переменного резистора 28 в цепи реле 33 с усилителем 32 от датчика 27 тем пературы и отключения при этом кнопки 30 коммутирующей цепи в обход резистора 28, что позволяет гипсовым формообразующим элементам 25 нагреваться до температуры равной 143°С, 1 254 требуемой для вулканизации оболочки 39, соединяясь при этом с донышками 40 и 41 в единое целое, и только после необходимой вьщержки по усиленному усилителем 32 сигналу включенное в цепи температуры датчика 27 реле 33 отключает электронагреватель 26 размыканием ее нормально замкнутым контактом 34. Цикл изготовления оболочки 39 окончен. Форму разнимают и извлекают готовое изделие. Далее цикл повторяется. Вращением формы с одновременным .прецессионным перемещением ее оси обеспечивается хорошее распределение материала в полости формы, изменением угла наклона оси вращения формы к горизонтальной оси и изменением расположения точки пересечения этих осей обеспечивается расширение технологических возможностей устройства путем изготовления различных изделий из различных полимерных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЧИЩАЮЩИЙ ЭЛЕМЕНТ, РАЗМЕЩЕННЫЙ НА ДЕРЖАТЕЛЕ СКРЕБКОВОГО УСТРОЙСТВА | 1993 |
|
RU2119884C1 |
| Центробежная установка для заливки полых изделий из полимерных материалов | 1984 |
|
SU1204387A1 |
| Торцовый вращатель | 1979 |
|
SU821112A1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| ОСНОВАНИЕ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА ГИДРОМАНИПУЛЯТОРА | 1996 |
|
RU2124470C1 |
| Способ изготовления облицовочных оболочек протезов из полимерных материалов | 1980 |
|
SU1134195A1 |
| Подшипниковый узел скольжения | 1989 |
|
SU1737174A1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО ГИДРОМАНИПУЛЯТОРА | 1998 |
|
RU2157787C2 |
| Устройство для резки труб | 1988 |
|
SU1590221A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
1. УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ из полимерных материалов, содержащее основание, обогреваемую форму, имеющую цилиндрический корпус с торцовыми крышками, снабженными осями, установленными в шаровых цапфах, размещенных в станках, подшипниковые узлы, смонтированные на опорных стойках, и привод вращенияj кинематически связанный с одной из осей формы, отличающееся тем, что, с целью повышения качества изделий и расширения технологических возможностей устройства при изготовлении тонкостенных несимметричных изделий сложной конфигурации путем создания дополнительного прецессионного движения формы и обеспечения изменения угла наклона оси вращения формы к горизонтальной геометрической оси, оно снабжено планшайбами с закрепленными по центру осями, размещенными в подшипниковых узлах опорных стоек, и винтами, концы которых установлены с возможностью вращения в боковых стенках планшайб, стаканы выполнены в виде гаек и установлены на указанных винтах, а цапфы снабжены пальцами, размещенными в сферических пазах, выполненных в гайках, причем оси крьш1ек имеют в сеш чении прямоугольную форму,а одна из опорных стоек установлена на основании с возможностью возвратно-поступательного перемещения в направлении к другой опорной стойке. 2. Устройство ПОП.1, отличающееся тем, что форма снабжена закрепленными в корпусе разъемными в продольном направлении гильзасю ю ми для крепления формообразующих элементов, причем каждая гильза по .длине выполнена из нескольких, по СП крайней мере двух, отдельных частей.
/7
| Патент США № 3652760, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| ПАТЕНТНО. •;;;:;ч?скАЯ iН. И. КовалевеСЕСОЮЗНАЯ' бпб-мотека МБА | 0 |
|
SU360233A1 |
| Солесос | 1922 |
|
SU29A1 |
