(54) ТОРЦОВЫЙ ВРАЩАТЕЛЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовый вращатель | 1981 |
|
SU958068A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Устройство для вращения тяжеловесных обечаек | 1978 |
|
SU766804A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| ТОРЦОВЫЙ ВРАЩАТЕЛЬ | 1970 |
|
SU283451A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Вращатель для поворота цилиндрических изделий при сварке и наплавке | 1988 |
|
SU1572774A1 |


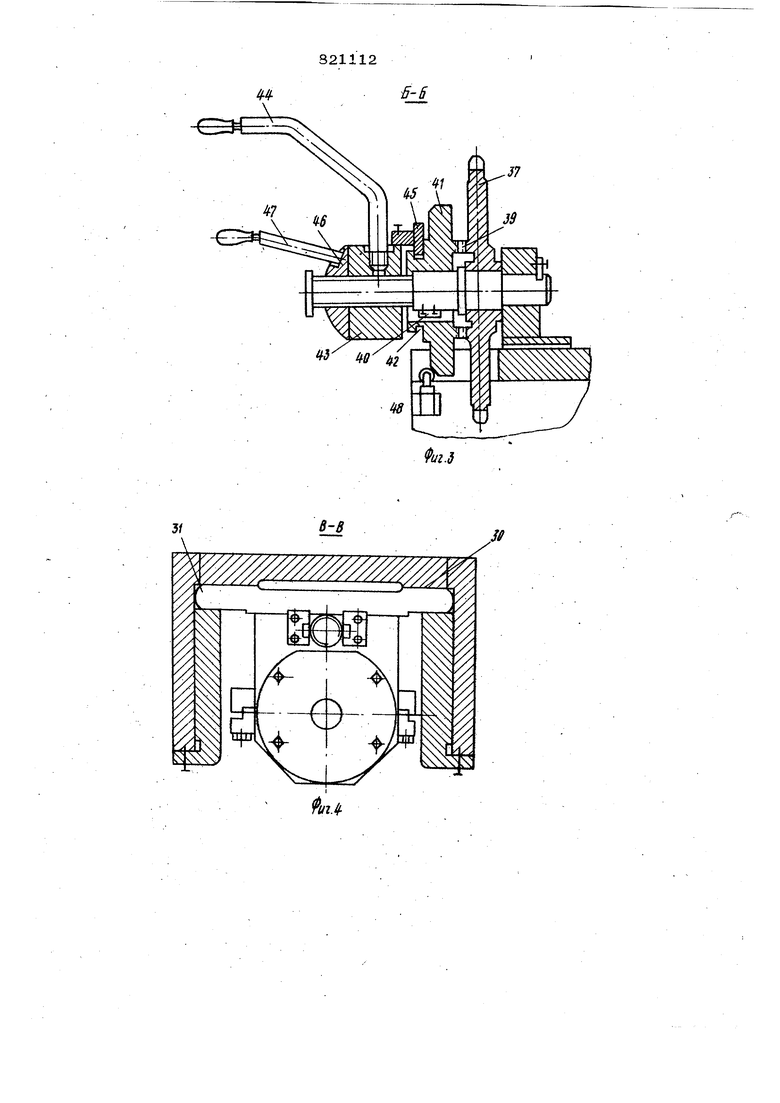

. I . Изобретение относится к устройствам ОЛЯ автоматической электродуговой свар ки поа слоем флюса и электрошлаковой сва{жи ксшьцевык швов толстостенных аппаратов и может быть применено в хи мическс и нефтяном машиностроении, а также в других отраслях машиносг{зоенпя, выпускающих сварные цилиндрические изаелия. Известен торцовый вращатель, содержащий смонтированные на основании холостые роликоопоры и стойку, в которой с возможностью подъема установлена ка{5етка и закреплен привод подъема. каретки, а на каретке смонтирована планшайба с захватом для изделия и приводом поворота планшайбы llНедостатком вращателя является то, что элементом, воспринимающим осевые на грузки является сама Ш1а1р1айба, При сварке в процессе вращения крупногабаритных толстостенных изделий ввиду нвцилиндричности обечаек и неточности изготовления и монтажа роликовых опор во возникают значительные осевые усилия. Усилия, направленные в противоположную от торцового вращателя сторону, воспринимаются торцовыми упорными роликами, предусматриваемыми в роликоопорах, а усилия, направленные в сторсшу торцового вращателя, воспринимаются планшайбой вращателя. В результате больших осевых усилий в планшайбе возникают значительные изгибающие напряжения, поэтому планшайбу необходимо изготавливать более жесткой и следовательно, более металлоемкой. Цель изобретения - уменьшение металлоемкости планшайбы путем исключения осевых изгибающих усилий на планшайбу. С этой целью на основании симметрично оси вращателя закреплены конечные выключатели привода вращения планшайбы, по оси поворота планшайбы смонтирована втулка с направляющими пазами, выполненными на ее наружной поверхности перпендикулярно оси поворота планшайбы, а в указанных направляющих пазах установлен с возможностью перемещения пол- зун с подвижным торцовым роликом для изцелия и опорным роликом, взаимодействующим с основанием, при этом на ползуне закреплены упоры, взаимодействующие с конечными выключателями привода вращения планшайбы, а захваты для изделий установлены с возможностью взацмодействия с ползуном. На фиг. 1 изображен торцовый вращатель; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4- разрез В-В на фиг. 2; на фиг. 5 разрез Г-Г на фиг. 2; на фиг. 6 - вид I на фиг. 2. Торцовый вращатель содержит левую 1и правую 2 стойки, закрепленные на основании 3, смонтированном на фундаменте. Левая 1 и правая 2 стойки вверху, связаны верхней рамой 4, на которой смонгирован привод 5 подъема каретки 6 и звездочки 7. Между левой 1. и правой 2стойками в направляющих установлена каретка 6 с подшипниковым узлом 9 и осью 10, соединенная с одним концом цепи 11, охватывающей звездочки 7 привода 5. На втором конце цепи 11 закреп лен противовес 12. На оси 1О каретки смонтирована планшайба 13 с радиальными пазами 14, в которое устанавливаются посредством оси 15 захваты 16 для изделия, на каретке 6 установлен привод 17 поворота планшайбы, вал-шестерня 18 которого взаимодействует с шестерней 19 планшайбы. На оси 10 смонтирован подшипниковый узел 20 со втулки 21, выполненный с буртиками 22 и 23. Кроме того, на наружной поверхности, втулки выполнены направляющие пазы 24. В направляющих пазах 24 меж ду буртиками 22 и 23 установлен ползун 25, на конце которого смонтирован блокирующий ролик 26, опорный ролик 27 и толкатели 28 и 29. На ползуне 25 в направляющих ЗО установлена ползушка 31, в подшипниковых узлах которой установлен торцовый ролик 32 для изделия. Перемещение полэушки 31 производят штурвалом 33 посредством конической передачи 34 и винта 35, закрепленного на ползушке. На ползуне 25 закреп лены звездочки 36 и 37, охватываемые цепью 38, концы которой закреплены на втулке 21. Зьездочка 37 выполнена с зубьями 39 на торце, а на оси поворота звездочки на шпонке 4О установлена втулка 41 с ответными зубьями и кольцевой проточкой 42. На этой же оси смонтированы гайка 43 с ручкой 44 и кронштейном 45, установленным в проточке 42, и контргайка 46 с ручкой 47, на ползуне 25 закреплен конечный выкключатель 48. На основании 3 перпендикулярно его плоскости закреплен упорный кронштейн 49 с двумя конечными выключателями 50 привода 17 поворота планшайбы, установленными симметрично оси вращателя. На оси вращателя закреплен конечный выключатель 51, по обе стороны которого установлены поворотные рычаги 52, одно из плеч каждого из которых подпружинено относительно основания. На основании установлены холостые . роликоопоры 53, для изделия 54. Во втул. ке 21 установлен подшипниковый узел 55 с шаровой опорой 50, несущей упор 57 для шаровых и эллиптических днищ. Торцовый вращатель работает следующим образом. В исходном положении ползун 35 отгклонен от вертикальной оси. Перед начаом работы включается привод поворота планшайбы и ползун 25 устанавливается в вертикальное положение так, чтобы блокирующий ролик 26 находился межцу внутренними плечами рычагов 52 для воздействия на конечный выключатель 51, который дает разрешение на включение привода 5 подъема каретки 6. После этого мостовым краном устанавливаются на роликоопоры 53 свариваемые обечайки 54 и на торцовой стенке последних, как можно ближе к ползуну 25, закрепляется захват 16, ось 15 которого должна входить в один из пазов 14 планшайбы 13, для чего планшайбу необходимо поворачивать в ту или иную сторону. Затем вращают штурвал 33, и устанавливают торцовой упорный ролик 32 по кромке обрабатываемого изделия 54. Свинчивают контргайку 46 и гайку 43, последняя, вращаясь, выводит кронштейном 45 втулку 41 из зацепления со звездочкой 37. Звездочка 37 свободно вращается на оси. При выходе из зацепления втулка 41 вза. имодействует с конечным выключателем 48. При срабатывании конечного выключателя 51, конечного выключателя 48 включается привод 5 подъема каретки 6,, и устаналивается визуально ось 1О по оси обрабатываемого изделия 54, при этом цепь 38 вращает звездочку 36 и звездочку 37. Завинчивается гайка 43 и фиксируется контргайкой 46. При этом зубья ВТУЛКИ 41 и зубья 39 звездочки 537 входят в зацепление, и втулка 41 не действует на конечный выключатель 48, пающий б это время разрешение на вклю чение привода 17 поворота. Однако привод 5 подъема каретки 6 включить нель - ая. Далее включается привод 17 поворот в том направлении, в котором смещается захват 16 относительно оси вращателя, и производится сварка. При завершении полного оборота изделие 54 захватом 16 упирается, в ползун 25 и поворачивает его на соответствующий угол, в результате чего происходит замыкание кругового сварного шва. При дальнейшем повороте происходит взаимодействие одного (ъ зависимости от направления вращения изделия) из толкателей 28 или 29 с конечным выключателем 50, и привод 17 поворота автоматически отключается. После этого захват 16 снимается с изделия. Привод 17 поворота включает ся в обратную сторону по сравнению с направл.ением поворота при сварке. Когда ползун 25 займет вертикальное положение относительно оси вращателя блокирующий РОЛИК 26 при этом действует на конечный выключатель 51, привод 17 поворота отключается. Сваренное изделие 54 цеховым подъемным механизмом снимается с холостых роликоопор 58 и уста навливается следующее изделие. Процесс при сварке изделия повторяется. При сварке изделий со сферическим или эллиптическим днищем приемы по настройке перец сваркой аналогичны, но захват 16 крепится на внешней поверхности изделия 54 и установка торцового ролика 32 исключается. В этом случае при вращении изделия возможное осевое усилие от его перемещения, направленное в сторону планшайбы 13, воспринимают упор 57, шаровая опора 5О, подшипниковый узел 55, втулка 21, ось 1О каретка 6, стойки левая 1, правая 2, основание 3 и фундамент. Таким образом, при вращении на холостых роликоопорах изделий типа обечаек и изделий со сферическим или эллиптическим днищами планшайба не воспринимает осевого изгибающего усилия. Значит плайшайбз может спроектироваться и изготовиться облегченной. Эффект от использования предлагаемого изобретения сотоит в том, что при обработке изделия на вращателе его план12шайба не воспринимает осевых изгибающих усилий. Эти усилия передаются череэ ползун и сопряженные с ним детали на фундамент вращателя. Благодаря этому создаются условия для значительного облегчения планшайбы при ее изготовлении. Ориентировочные подсчеты подтверждают, что экономия металла за счет облегчения планшайбы составляет не менее 6,6% на один торцовый вращатель для крупногабаритных изделий. Формула изобретения 1.Торцовый вращатель, содержащий смонтированные на основании холостые роликоопоры для изделия и стойку с приводом подъема каретки, оснащенной нлан- шайбой с захватом для изделия и прмврдом поворота планшайбы, отличающийся тем, что, с целью уменьшения металлоемкости планшайбы путем разгрузки ее от воздействия осевых изгйба- ющих усилий, по оси поворота планшайбы смонтирована установленная . с возможностью свободного поворота втулка с выполненными на ее наружной поверхности направляющими пазами,, перпендикулярными оси поворота планшайбы, при этом в направляющих пазах втулки установлег ползун, оснащенный торцовым роликом для изделия и опорным роликом, взаимодействующим с основанием. 2.Вращатель по п. 1, о т л и ч. а - ю щ и и с я тем, что, с целью автома- тического выключения привода поворота планшайбы, на основании симметрично оси вращения закреплены конечные вык- . лючатели привода поворота планшайбы, захваты для.изделия установлены с возможностью взаимодействия с ползуном, а . на ползуне закреплены упоры, взаимодействующие с конечными выключателями привода поворота планшайбы. 3.Вращатель по п. 1, о т л и ч а ю щ и и с я тем, что, с целью обеспечения вращения изделий различных типоразмеров, торадовый ролик для изделия установлен на ползуне с возможностью перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР h& 501856, кл. В 23 К 37/О4, 11.12.73. .
Jff
-
№ Л« Й/2.;
J7
