(21)4098648/25-27
(22)29.07.86
(46) 30.04.88. Бюл. № 16
(71)Производственное объединение «Жда- новтяжмаш
(72)Д. Е. Чепуренко, К. М. Султанов, В. Ф. Матвиенко, В. К- Сельков,
Б. П. Кубарев, А. Е. Райз и А. Б. Гулюк
(53)621.791.75(088.8)
(56)Авторское свидетельство СССР № 899319, кл. В 23 К 37/04, 1980.
Авторское свидетельство СССР № 899316, кл. В 23 К 37/04, 1980.
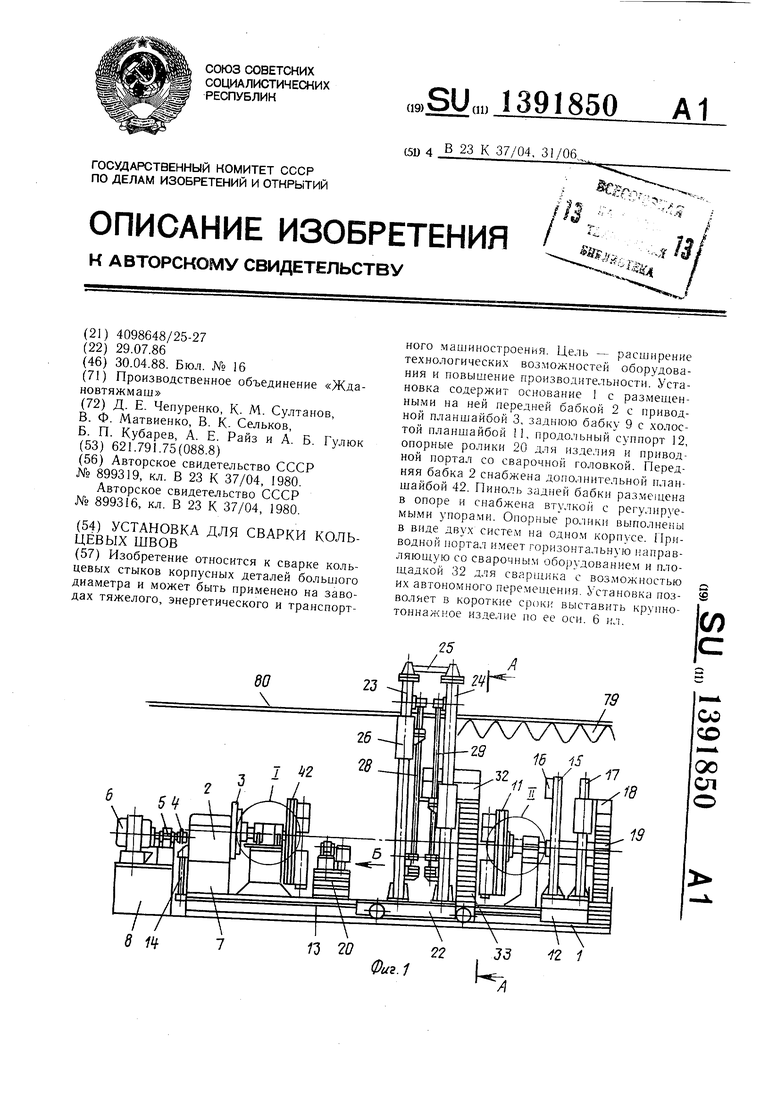
(54)УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ
(57)Изобретение относится к сварке кольцевых стыков корпусных деталей большого диам.етра и может быть применено на заводах тяжелого, энергетического и транспортного машиностроения. Цель - расширение технологических возможностей оборудования и повышение производительности. Установка содержит основание 1 с размещенными на ней передней бабкой 2 с приводной планшайбой 3, заднюю бабку 9 с холостой планшайбой 11, продольный суппорт 12, опорные ролики 20 для изделия и приводной портал со сварочной головкой. Передняя бабка 2 снабжена дополнительной планшайбой 42. Пиноль задней бабки размещена в опоре и снабжена втулкой с регулируе- мы.ми упорами. Опорные ролики выполнены в виде двух систем на одпо.м корпусе. Приводной портал имеет горизонтальную направляющую со сварочным оборудование.м и площадкой 32 для сварщика с возможностью их автономного перемеи1енпя. Установка позволяет в короткие сроки выставить крупнотоннажное изделие по ее оси. 6 ил.
о
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Токарный многоцелевой станок | 1991 |
|
SU1827326A1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| СТЕНД ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2393948C1 |
79
СО
СО
00 СП
о
Изобретение относится к сварке кольцевых стыков корпусных деталей большого диаметра и может быть применено на заводах тяжелого, энергетического и транспортного машиностроения.
Целью изобретения является расширение технологических возможностей оборудования и повышение производительности.
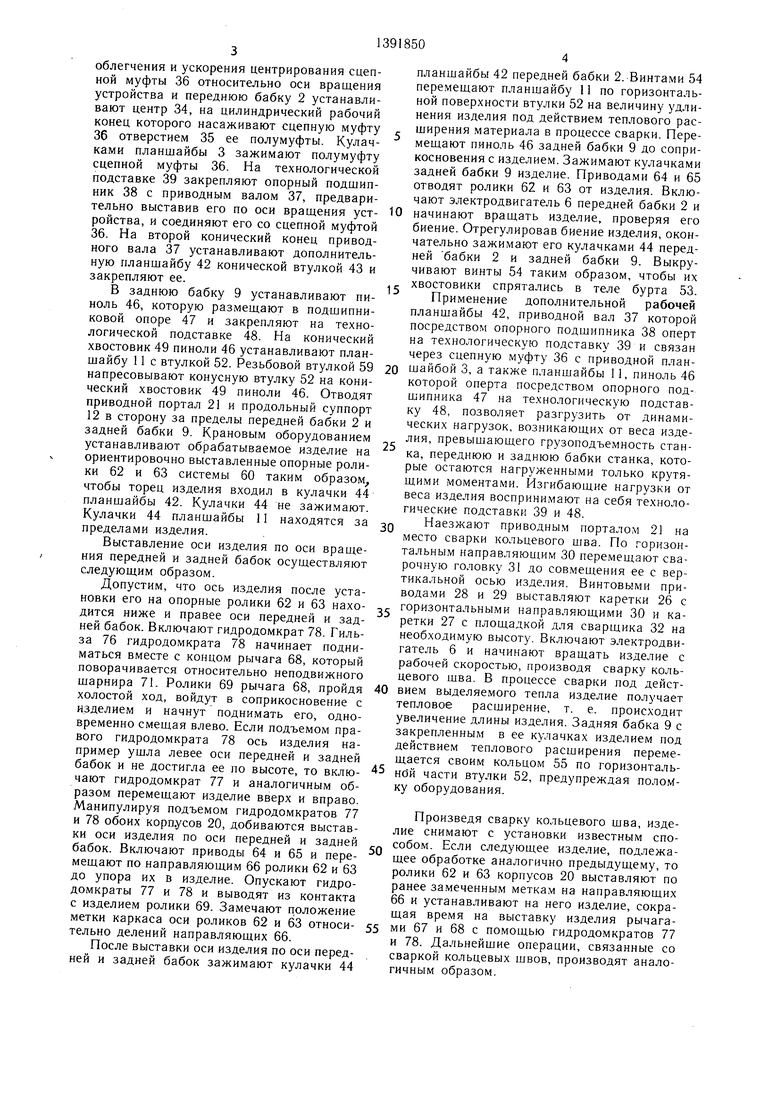
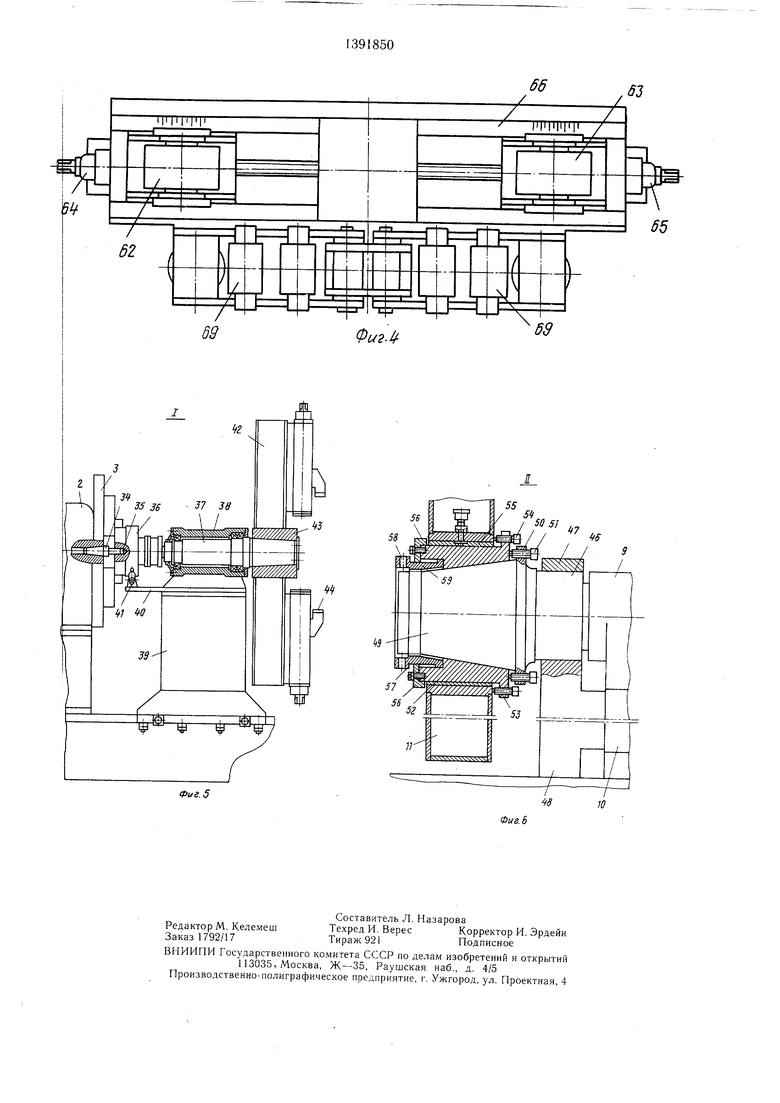
На фиг. 1 показана установка для сварки кольцевых швов, обш,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (вид на опорные ролики); на фиг. 4 - опорные ролики, вид сверху; на фиг. 5 - узел I на фиг. 1 (передняя приводная бабка); на фиг. 6 - вид II на фиг. 1 (задняя холостая бабка).
Установка для сварки кольцевых швов содержит основание 1, на котором размещена передняя бабка 2 с приводной планшайбой 3, кинематически связанной посредством муфты 4 и редуктора 5 с электродвигателем 6. Передняя бабка 2 и электродвигатель 6 с редуктором 5 установлены на технологических подставках 7 и 8 соответственно. Задняя бабка 9 установлена на основании 1 посредством технологической подставки 10 и оснашена холостой планшайбой 11. Продольный суппорт 12 установлен на направляюш,их основания 1 (не показано) и связан ходовым винтом 13 и вертикальным удлинительным валом 14 с редуктором отбора мош.ности передней бабки 2. На суппорте 12 размещена стойка 15 с наплавочным оборудованием 16, установленным с возможностью настроечных перемещений и стойка 17 с рабочей площадкой 18 для сварщика, снабженной приводом вертикального перемещения и лестницей 19.
Возле планшайб 3 и 11 на основании 1 расположено по одному корпусу 20 с опорными роликами. Приводной портал 21 размещен на ходовых тележках 22, установленных на рельсовом пути. Каждая из сторон приводного портала 21 выполнена в виде двух колон 23 и 24, жестко соединенных между собой в верхней части балкой 25. Колонны 23 и 24 снабжены каретками 26 и 27, оснащенными самостоятельными винтовыми приводами 28 и 29 подъема. Две каретки 26, установленные на колоннах 23, расположенных по разную сторону портала 21, соединены между собой горизонтальными направляющими 30, на которых установлена сварочная головка 31. Две каретки 27, установленные на колоннах 24, расположенных по разную сторону портала 21, соединены между собой площадкой для сварщика 32, снабженной лестницей 33 для подъема обслуживающего персонала. В планщайбу 3 передней бабки 2 установлен центр 34, взаимодействующий с центровым отверстием 35 полумуфты сцепной муфты 36, вторая полу- муфта которой связана с концом приводного вала 37, который размещен в опорном подшипнике 38, установленном на технологической подставке 39. На элементе 40 технологической подставки 39 установлена регулируемая роликоопора 41, на которую оперта сцепная муфта 36.
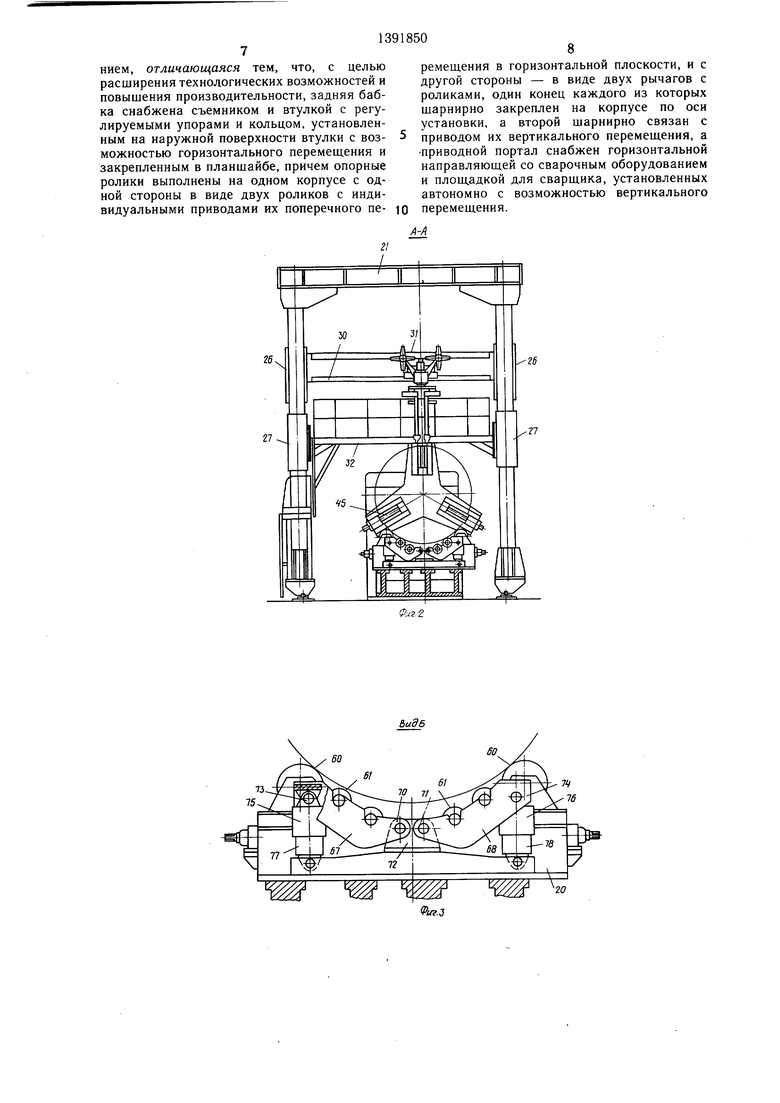
Второй конец приводного вала 37 выполнен конической формы, на который насажена дополнительная рабочая планшайба 42 посредством конической втулки 43. План- щайба 42 выполнена трехлучевой для сни0 жения металлоемкости. Каждый луч снабжен кулачком 44, перемещаемым посредством винтового привода 45.
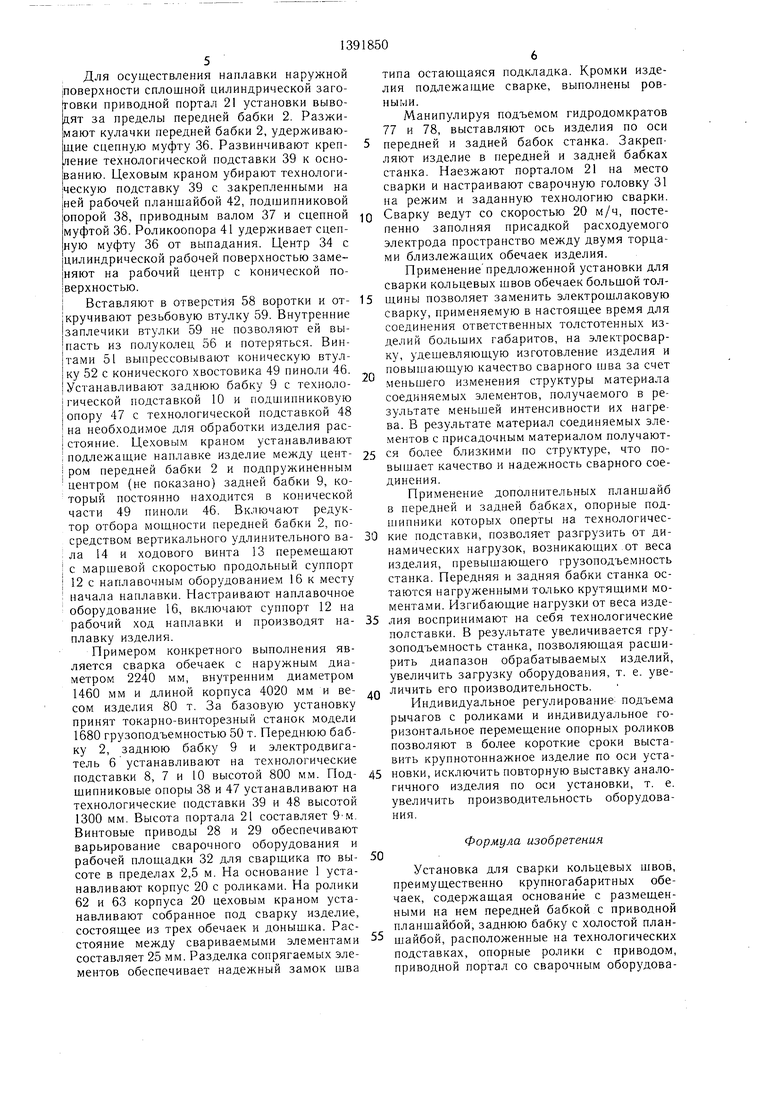
В заднюю бабку 9 установлена пиноль 46. За пределами задней бабки 9 пиноль 46 оперта на подщипниковую опору 47, размещенную на технологической подставке 48. На конический хвостовик 49 пиноли 46, снабженной буртом 50 с регулировочными винтами 51, установлена втулка 52 с буртом 53 и регулировочными винтами 54. На наружQ ной горизонтальной поверхности втулки 52 свободно установлено кольцо 55, которое жестко закреплено в планшайбе 11. От выпадания планщайбу удерживают полукольца 56, закрепленные на втулке 52. Бурт 57 снабжен отверстиями 58 для зажатия резь5 боной втулки 59 воротками (не показаны). Опорные ролики выполнены из двух систем. На каждом корпусе 20 расположена система роликов 60 и система роликов 61. Система роликов 60 выполнена из двух опорных роликов 62 и 63, расположенных по разную сторону продольной оси установки и симметрично ей. Каждый из роликов 62 и 63 снабжен индивидуальными приводами 64 и 65 перемещения по горизонтальным направляющим 66 корпуса 20 перпендикулярно продольной оси установки. На направ ляющих 66 нанесены деления, а на каркасе оси роликов 62 и 63 - метка.
Вторая система роликов 61 выполнена в виде двух рычагов 67 и 68, на которых установлены ролики 69. Один конец каждого
0 из рычагов 67 и 68 закреплен с помощью щарниров 70 и 71 на стойке 72 корпуса 20, расположенной по оси установки. Второй конец каждого из рычагов 67 и 68 с помощью щарниров 73 и 74 закреплен на гильзах 75 и 76 гидродомкратов 77 и 78, которые щар5 нирно установлены на корпусе 20.
Кабель 79 питания приводного портала 21
закреплен с возможностью горизонтального
перемещения на несущей его траверсе 80.
Установка для сварки кольцевых швов
работает следующим образом.
Устанавливают на основании 1 два (возле передней и задней бабки) корпуса 20 с опорными роликами 62 и 63 и роликами 69, технологические подставки 8, 7, 39, 48, 10 соответственно под электродвигатель 6 с редукс тором 5, переднюю бабку 2, опорный подшипник 38 и заднюю бабку 9. Это позволяет на установке обрабатывать крупнотоннажные изделия больших габаритов. Для
0
облегчения и ускорения центрирования сцепной муфты 36 относительно оси вращения устройства и переднюю бабку 2 устанавливают центр 34, на цилиндрический рабочий конец которого насаживают сцепную муфту 36 отверстием 35 ее полумуфты. Кулачками планшайбы 3 зажимают полумуфту сцепной муфты 36. На технологической подставке 39 закрепляют опорный подшипник 38 с приводным валом 37, предварипланшайбы 42 передней бабки 2. Винтами 54 пере.мешают планшайбу 11 по горизонтальной поверхности втулки 52 на величину удлинения изделия под действием теплового расширения материала в процессе сварки. Перемещают пиноль 46 задней бабки 9 до соприкосновения с изделием. Зажимают кулачками задней бабки 9 изделие. Приводами 64 и 65 отводят ролики 62 и 63 от изделия. Включают электродвигатель 6 передней бабки 2 и
тельно выставив его по оси вращения уст- Ю начинают вращать изделие, проверяя его ройства, и соединяют его со сцепной муфтой биение. Отрегулировав биение изделия, окончательно зажимают его кулачками 44 передней бабки 2 и задней бабки 9. Выкру36. На второй конический конец приводного вала 37 устанавливают дополнительную планшайбу 42 конической втулкой 43 и закрепляют ее.
В заднюю бабку 9 устанавливают пи- ноль 46, которую размешают в подшипниковой опоре 47 и закрепляют на технологической подставке 48. На конический хвостовик 49 пиноли 46 устанавливают план15
чивают винты 54 таким образом, чтобы их хвостовики спрятались в теле бурта 53.
Применение дополнительной рабочей планшайбы 42, приводной вал 37 которой посредством опорного подшипника 38 оперт на технологическую подставку 39 и связан через сцепную муфту 36 с приводной планшайбу 11 с втулкой 52. Резьбовой втулкой 59 20 шайбой 3, а также планшайбы 11, пиноль 46 напресовывают конусную втулку 52 на кони-которой оперта посредством опорного подшипника 47 на технологическую подстав25
ческий хвостовик 49 пиноли 46. Отводят приводной портал 21 и продольный суппорт 12 в сторону за пределы передней бабки 2 и задней бабки 9. Крановым оборудованием устанавливают обрабатываемое изделие на ориентировочно выставленные опорные ролики 62 и 63 систе.мы 60 таким образом, чтобы торец изделия входил в кулачки 44 планшайбы 42. Кулачки 44 не зажимают. Кулачки 44 планшайбы 11 находятся за п пределами изделия.
Выставление оси изделия по оси вращения передней и задней бабок осуществляют следующим образом.
ку 48, позволяет разгрузить от динамических нагрузок, возникающих от веса изделия, превышаюшего грузоподъемность станка, переднюю и заднюю бабки станка, которые остаются нагруженными только крутящими моментами. Изгибающие нагрузки от веса изделия воспринимают на себя технологические подставки 39 и 48.
Наезжают приводным порталом 21 на место сварки кольцевого шва. По горизонтальным направляющим 30 перемещают сварочную головку 31 до совмещения ее с вертикальной осью изделия. Винтовыми приводами 28 и 29 выставляют каретки 26 с
Допустим, что ось изделия после установки его на опорные ролики 62 и 63 нахо- ,г горизонтальными направляющими 30 и кадится ниже и правее оси передней и задней бабок. Включают гидродомкрат 78. Гильза 76 гидродомкрата 78 начинает подниматься вместе с концом рычага 68, который поворачивается относительно неподвижного
ретки 27 с площадкой для сварщика 32 на необходимую высоту. Включают электродвигатель 6 и начинают вращать изделие с рабочей скоростью, производя сварку кольцевого шва. В процессе сварки под деистшарнира 71. Ролики 69 рычага 68, пройдя 40 вием выделяемого тепла изделие получает холостой ход, войдут в соприкосновение с тепловое расширение, т. е. происходит изделием и начнут поднимать его, одно- увеличение длины изделия. Задняя бабка 9 с временно смешая влево. Если подъемом пра- закрепленным в ее кулачках изделием под вого гидродомкрата 78 ось изделия на- действием теплового расширения переме- пример ушла левее оси передней и задней щается своим кольцом 55 по горизонталь- бабок и не достигла ее по высоте, то вклю- нбй части втулки 52, предупреждая полом- чают гидродомкрат 77 и аналогичным об-ку оборудования,
разом перемещают изделие вверх и вправо. Манипулируя подъемом гидродомкратов 77 и 78 обоих корпусов 20, добиваются выставки оси изделия по оси передней и задней бабок. Включают приводы 64 и 65 и пере- мешают по направляющим 66 ролики 62 и 63 до упора их в изделие. Опускают гидродомкраты 77 к 78 и выводят из контакта с изделием ролики 69. Замечают цоложение
метки каркаса оси роликов 62 и 63 относи- 55 ми 67 и 68 с помощью гидродомкратов 77 тельно делений направляющих 66.и 78. Дальнейшие операции, связанные со
После выставки оси изделия по оси перед-сваркой кольцевых швов, производят аналоней и задней бабок зажимают кулачки 44гичным образом.
Произведя сварку кольцевого шва, изделие снимают с установки известным способом. Если следующее изделие, подлежащее обработке аналогично предыдущему, то ролики 62 и 63 корпусов 20 выставляют по ранее замеченным меткам на направляющих 66 и устанавливают на него изделие, сокращая время на выставку изделия рычагапланшайбы 42 передней бабки 2. Винтами 54 пере.мешают планшайбу 11 по горизонтальной поверхности втулки 52 на величину удлинения изделия под действием теплового расширения материала в процессе сварки. Перемещают пиноль 46 задней бабки 9 до соприкосновения с изделием. Зажимают кулачками задней бабки 9 изделие. Приводами 64 и 65 отводят ролики 62 и 63 от изделия. Включают электродвигатель 6 передней бабки 2 и
начинают вращать изделие, проверяя его биение. Отрегулировав биение изделия, окончательно зажимают его кулачками 44 передней бабки 2 и задней бабки 9. Выкру
чивают винты 54 таким образом, чтобы их хвостовики спрятались в теле бурта 53.
Применение дополнительной рабочей планшайбы 42, приводной вал 37 которой посредством опорного подшипника 38 оперт на технологическую подставку 39 и связан через сцепную муфту 36 с приводной планшайбой 3, а также планшайбы 11, пиноль 46 которой оперта посредством опорного под
ку 48, позволяет разгрузить от динамических нагрузок, возникающих от веса изделия, превышаюшего грузоподъемность станка, переднюю и заднюю бабки станка, которые остаются нагруженными только крутящими моментами. Изгибающие нагрузки от веса изделия воспринимают на себя технологические подставки 39 и 48.
Наезжают приводным порталом 21 на место сварки кольцевого шва. По горизонтальным направляющим 30 перемещают сварочную головку 31 до совмещения ее с вертикальной осью изделия. Винтовыми приводами 28 и 29 выставляют каретки 26 с
горизонтальными направляющими 30 и каретки 27 с площадкой для сварщика 32 на необходимую высоту. Включают электродвигатель 6 и начинают вращать изделие с рабочей скоростью, производя сварку кольцевого шва. В процессе сварки под деиствием выделяемого тепла изделие получает тепловое расширение, т. е. происходит увеличение длины изделия. Задняя бабка 9 с закрепленным в ее кулачках изделием под ействием теплового расширения переме- щается своим кольцом 55 по горизонталь- нбй части втулки 52, предупреждая полом- ку оборудования,
ми 67 и 68 с помощью гидродомкратов 77 и 78. Дальнейшие операции, связанные со
Произведя сварку кольцевого шва, изделие снимают с установки известным способом. Если следующее изделие, подлежащее обработке аналогично предыдущему, то ролики 62 и 63 корпусов 20 выставляют по ранее замеченным меткам на направляющих 66 и устанавливают на него изделие, сокращая время на выставку изделия рычагаДля осуществления наплавки наружной поверхности сплошной цилиндрической заго- говки приводной портал 21 установки выводят за пределы передней бабки 2. Разжи- |мают кулачки передней бабки 2, удерживаю- |щие сцепную муфту 36. Развинчивают креп- ление технологической подставки 39 к основанию. Цеховым краном убирают технологическую подставку 39 с закрепленными на |ней рабочей планшайбой 42, подшипниковой |опорой 38, приводным валом 37 и сцепной муфтой 36. Роликоопора 41 удерживает сцепную муфту 36 от выпадания. Центр 34 с цилиндрической рабочей поверхностью заменяют на рабочий центр с конической по- |верхностью.
: Вставляют в отверстия 58 воротки и откручивают резьбовую втулку 59. Внутренние заплечики втулки 59 не позволяют ей вы- inacTb из полуколец 56 и потеряться. Вин- |тами 51 выпрессовывают коническую втул- j ку 52 с конического хвостовика 49 пиноли 46. I Устанавливают заднюю бабку 9 с техноло- I гической подставкой 10 и подшипниковую I опору 47 с технологической подставкой 48 I на необходимое для обработки изделия рас- I стояние. Цеховым краном устанавливают : подлежаш.ие наплавке изделие между цент- I ром передней бабки 2 и подпружиненным центром (не показано) задней бабки 9, который постоянно паходится в конической части 49 пиноли 46. Включают редуктор отбора мош,ности передней бабки 2, посредством вертикального удлинительного ва- ; ла 14 и ходового винта 13 перемещают : с маршевой скоростью продольный суппорт 12 с наплавочным оборудованием 16 к месту начала наплавки. Настраивают наплавочное оборудование 16, включают суппорт 12 на рабочий ход наплавки и производят наплавку изделия.
Примером конкретного выполнения является сварка обечаек с наружным диаметром 2240 мм, внутренним диаметром 1460 мм и длиной корпуса 4020 мм и весом изделия 80 т. За базовую установку принят токарно-винторезный станок модели 1680 грузоподъемностью 50 т. Переднюю бабку 2, заднюю бабку 9 и электродвигатель 6 устанавливают на технологические подставки 8, 7 и 10 высотой 800 мм. Подшипниковые опоры 38 и 47 устанавливают на технологические подставки 39 и 48 высотой 1300 мм. Высота портала 21 составляет 9 М. Винтовые приводы 28 и 29 обеспечивают варьирование сварочного оборудования и рабочей площадки 32 для сварщика гго высоте в пределах 2,5 м. На основание 1 устанавливают корпус 20 с роликами. На ролики 62 и 63 корпуса 20 цеховым краном устанавливают собранное под сварку изделие, состоящее из трех обечаек и доныщка. Расстояние между свариваемыми элементами составляет 25 мм. Разделка сопрягаемых элементов обеспечивает надежный замок шва
0
типа остающаяся подкладка. Кромки изделия подлежащие сварке, выполнены ровными.
Манипулируя подъемом гидродомкратов 77 и 78, выставляют ось изделия по оси 5 передней и задней бабок станка. Закрепляют изделие в передней и задней бабках станка. Наезжают порталом 21 на место сварки и настраивают сварочную головку 31 на режим и заданную технологию сварки.
Q Сварку ведут со скоростью 20 м/ч, постепенно заполняя присадкой расходуемого электрода пространство между двумя торцами близлежащих обечаек изделия.
Применение предложенной установки для сварки кольцевых швов обечаек большой тол5 П1ИНЫ позволяет заменить электрошлаковую сварку, применяемую в настоящее время для соединения ответственных толстотенных изделий больших габаритов, на электросварку, удешевляющую изготовление изделия и повышающую качество сварного шва за счет меньшего изменения структуры материала соединяемых элементов, получаемого в результате меньшей интенсивности их нагрева. В результате материал соединяемых элементов с присадочным материалом получают5 ся более близкими по структуре, что повышает качество и надежность сварного соединения.
Применение дополнительных планшайб в передней и задней бабках, опорные подшипники которых оперты на технологичес0 кие подставки, позволяет разгрузить от динамических нагрузок, возникающих ,от веса изделия, превышающего грузоподъемность станка. Передняя и задняя бабки станка остаются нагруженными только крутящими моментами. Изгибающие нагрузки от веса изде5 ЛИЯ воспринимают на себя технологические полставки. В результате увеличивается грузоподъемность станка, позволяющая расширить диапазон обрабатываемых изделий, увеличить загрузку оборудования, т. е. уве0 личить его производительность.
Индивидуальное регулирование подъема рычагов с роликами и индивидуальное горизонтальное перемещение опорных роликов позволяют в более короткие сроки выставить крупнотоннажное изделие по оси уста5 новки, исключить повторную выставку аналогичного изделия по оси установки, т. е. увеличить производительность оборудования.
50
Формула изобретения
Установка для сварки кольцевых OJBOB, преимущественно крупногабаритных обечаек, содержащая основание с размещенными на нем передней бабкой с приводной планшайбой, заднюю бабку с холостой план- шайбой, расположенные на технологических подставках, опорные ролики с приводом, приводной портал со сварочным оборудованием, отличающаяся тем, что, с целью расширения технологических возможностей и повышения производительности, задняя бабка снабжена съемником и втулкой с регулируемыми упорами и кольцом, установленным на наружной поверхности втулки с возможностью горизонтального перемещения и закрепленным в планшайбе, причем опорные ролики выполнены на одном корпусе с одной стороны в виде двух роликов с индивидуальными приводами их поперечного пе- ю перемешения.
26
ремещения в горизонтальной плоскости, и с другой стороны - в виде двух рычагов с роликами, один конец каждого из которых шарнирно закреплен на корпусе по оси установки, а второй шарнирно связан с приводом их вертикального перемещения, а приводной портал снабжен горизонтальной направляющей со сварочным оборудованием и площадкой для сварщика, установленных автономно с возможностью вертикального
26
27
Фиг.З
W
Фиг. 5
