Изобретение относится к металлургическому производству и может быть использовано при охлаждении слитков Б процессах непрерывной разливки стали. Для вторичного охлаждения слитков, выходящих из кристаллизатора, используются различные способы, в том числе и такие, у которых процесс распыления интенсифицируется путем смешивания воды и сжатого воздуха. Известен спосрб охлаждения изделий водовоздушной смесью, согласно которому жидкий охладитель впрыскивают в поток воздзха, причем впрыс охладителя производят в точке, расположенной между источником сжатого воздуха и дросселирующей частью сопла 1 . Недостатком этого способа является то, что распыление жидкого охладителя путем впрыскивания в поток воздуха требует больших расходов; воздуха и, следовательно, оснаи;е Н я системы подачи мощными энергоносителям1Т. Кроме того, впрыскивание алых порций воды в точке, расположенной между источником сжатого воз духа и дросселирующей частью сопла, не позволяет использовать воду обо)о ного цикла ввиду большой вероятности засорения впрыскивающих отверстий малых сечений, а примепепие воды приводит к больш1П-1 капитальным затратам на соорз.лсение очистных устаповок. Наиболее близким к изобретению по технической сущности является спо соб охлаждения изделий водовоздушпой смесью, согласно которому воздух впрыскивают в охладитель с последующим сьгешением и подачей водовоздупню смеси на охлаждаемую поверхность 2| Однако нагнетание воздуха в воду потока большого сечения приводит к образованию значительного среднего диаметра капель воды в воздушном потоке (не менее 1 мм), что не позволяет интенсифицировать процесс охлайсдения при высоких (600-1200 С) температурах поверхности изделий, К едостаткам известного способа относятся также неравномерности охла;кдения вследствие неравномерного распре деления модального диадметра капель воды на поверхности охлалсдаемого изделия (при этом наблюдается неравномерность распределения плотности орошения, достигающая велргчины порядка 30% от среднего значения площади орошения), а также пульсации в системе подачи воды при большом воздуха (более 1,5 кг/см-) и воды (более 0,6 кг/см). Цель изобретения - повышение равномерности охлаждения изделий. Поставленная цель достигается тем, что согласно способу охлаждения изделий, включающему подачу воздуха под давлением в охладитель с последующим смецгением и подачей водовоздушной смеси на охла к;т;аемую поверхность, воздущньп потсмс перед смешением с охладпте.чем Н)едварительно разделяют на отдс льнмс струи, причем отношение 11лоп;а,цеГ1 ссчсмпп воздушных CTpyji после раз;1е:1ения воздукнктго потока к площади во;:О1 оздушного потсжа, направляемого на охлаждаемую поверхность, устанавливают в пределах 0,01-0,1. Разделе1:ие воздукнюго потока па отдельт;ые струи перед с.кмлслнгем с охл а д п т ел см по 3 в ол яе т о с у с т 1з ля т ь более тонкое распь01е;ие охладителя, более равномерное .рлсп1к;делепие жидкости в структу)о факела п достижение поставленной це.1И без пульсаций водоиоздушного лотока п системе подачи охладителя. Па чертеже предс авле, распределение плотности орошения :з поперечном сечении водовоздушного факела па расстоянии 300 мг.; от дросселирующего сечелпя иодовоздушного потока, когда отношение площади дросселирую дих сечений воздушгых потоков к S, составляет 0,64-1-0,2 (кривая 1), о ,- ( 2) и 0,01 (кривая 3). Из графика , что с уменьшением отношения равномерность распреде;ления возрастает, однако при S2/Sj :0,01 вследствие недостаточной энергии одиночных возд,ушных струй вслед за пх дроблением в зоне смешения наступает коагуляция мелких воздушных пузырьков в крупные и, как с; едствие, наступает пульсапионньш режим формирования водовоздушной смеси, )ie дающий закономерного распределе)-П1Я плотности орошенг-гя в сечении факе:1а. При Sj/S| 0,1 неравномерность плотности орошения в централыюп части ссмсяяя становится явно выражен1ой п дрстиг-ает -(5%, в тс время как прл 0,01 i S.,/S,--0,01
неравномерн(сть в центральной части относительно среднего значения не превышает 20%.
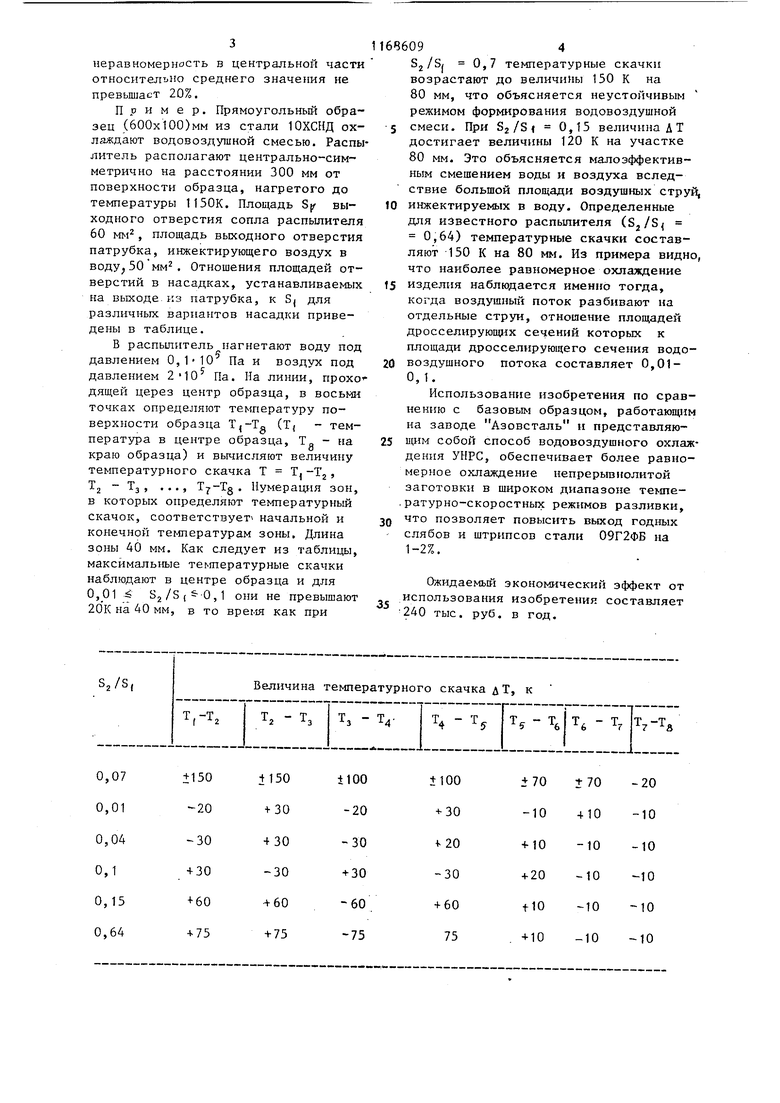
Пример. Прямоугольный образец (бООхЮОмм из стали 10ХСНД охлаждают водовоздушной смесью. Распылитель располагают центрально-симметрично на расстоянии 300 мм от поверхности образца, нагретого до температуры 1150К. Площадь 5 выходного отверстия сопла распылителя 60 мм, площадь выходного отверстия патрубка, инжектирующего воздух в воду ЗОмм. Отношения площадей отверстий в насадках, устанавливаемых на выходе из патрубка, к S| для различных вариантов насадки приведены в таблице.
В распылитель нагнетают воду под давлением 0,1-10 Па и воздух под давлением 240 Па. На линии, проходящей церез центр образца, в восьми точках определяют температуру поверхности образца Tj-Tg (Tj - температура в центре образца. Т - на краю образца) и вычисляют величину температурного скачка Т Т, -Т, Tj - Тз, ..., . Нумерация зон, в которых определяют температурный скачок, соответствует начальной и конечной температурам зоны. Длина зоны 40 мм. Как следует из таблицы, максимальные тe fflepaтypныe скачки наблюдают в центре образца и для 0,01 и Sj/SfS-O, они не превышают 20К на 40 мм, в то время как при
82/S| 0,7 температурные скачки возрастают до величины 150 К на 80 мм, что объясняется неустойчивым режимом формирования водовоздушной 5 смеси. При Зг/S 0,15 величина ДТ достигает величины 120 К на участке 80 мм. Это объясняется малоэффективным смешением воды и воздуха вследствие большой площади воздушных струй,
0 инжектируемых в воду. Определенные для известного распьшителя (Sj/S 0,64) температурные скачки составляют 150 К на 80 мм. Из примера видно, что наиболее равномерное охлаждение
5 изделия наблюдается именно тогда, когда воздушный поток разбивают на отдельные струи, отношение площадей дросселирующих сечений которых к площади дросселирующего сечения водо0 воздушного потока составляет 0,010,1.
Использование изобретения по сравнению с базовым образцом, работающим на заводе Азовсталь и представляющим собой способ водовоздушного охлаждения УНРС, обеспечивает более равномерное охлаждение непрерывнолитой заготовки в широком диапазоне ,ратурно-скоростных режимов разливки,
Q что позволяет повысить выход годных слябов и штрипсов стали 09Г2ФБ на 1-2%.
Ожидаемый экономический эффект от использования изобретения составляет 240 тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения изделий водовоздушной смесью | 1981 |
|
SU1168613A1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ В РУЛОНАХ ПРИ ТРАНСПОРТИРОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2286859C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС В РУЛОНАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2292402C2 |
| Устройство для охлаждения непрерывнолитых заготовок | 1992 |
|
SU1838040A3 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| Способ изготовления слитков на разливочной конвейерной машине | 1991 |
|
SU1802741A3 |
| Способ ускоренного охлаждения полосового проката | 1981 |
|
SU988880A1 |
| Способ охлаждения листа | 1988 |
|
SU1666552A1 |
| Способ охлаждения изложниц | 1978 |
|
SU671110A1 |
СПОСОБ ОХЛАВДЕШШ ИЗДЕЛИЙ, включающу1й подачу воздуха под давлением в охладитель с последующим смешением и подачей водовоздушной смеси на охлаждаемую поверхность, о т л ичающийся тем, что, с целью повышения равномерности охлаждения изделий, воздушный поток перед смешиванием с охладителем предварительно разделяют на отдельные струи, причем отношение площадей сечений воздушных струй после разделения воздушного потока к площади сечения водовоздушного потока, направляемого на охлаждаемую поверхность, устанавливают в пределах 0,01-0,1. (Л
S,/S,
Величина температурного скачка дТ, к
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3659428, кл | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ охлаждения прокатных валков и проката | 1977 |
|
SU651862A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
