Изобретение относится к металлургии, а именно к технологии производства и термообработки листового проката.
Целью изобретения является повышение эффективности охлаждения путем увеличения его интенсивности и уменьшения расхода охладителя.
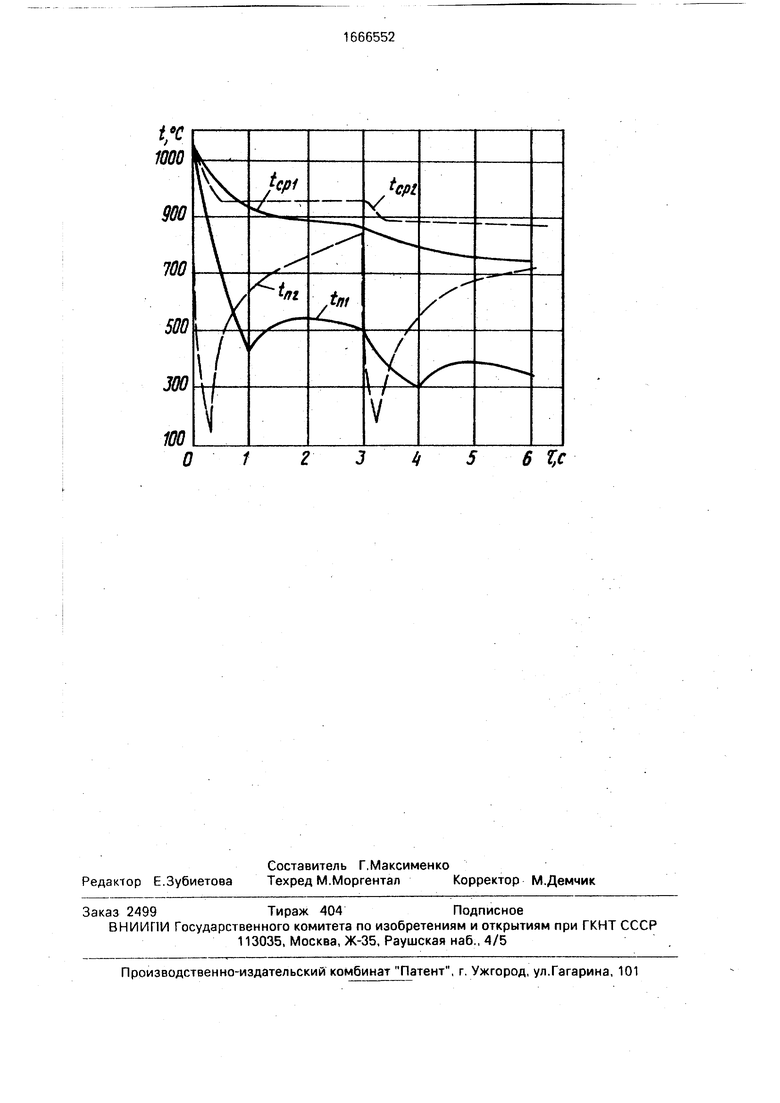
На чертеже представлены графики зависимости изменения температуры листов при охлаждении их чередующимися полосами воды и воздуха (известное решение) и воды и водовоздушной смеси в соответствии с предложенным способом.
В соответствии с предложенным способом на поверхность движущегося листа подается охладитель чередующимися струями воды и водовоздушной смеси. Удельные расходы воды в водяной струе и водовоздушной находятся в соотношении (4...6): 1, а удельные расходы воды в водяной струе и воздуха в водовоздушной находятся в соотношении 1(10...15), при этом полосу из водовоздушной струи формируют в 2...3 раза большей по площади полосы из струй воды.
Преимущество предложенного способа заключается в повышении эффективности охлаждения путем повышения его интенсивности и уменьшения расхода охладителя.
При этом удельный расход воды в полосе из струй воды в сравнении с прототипом может быть уменьшен в два раза, а удельный расход воды в охлаждающей полосе из водовоздушных струй в 4...6 раз меньше расхода в охлаждающей полосе из струй воды. Как установлено исследованиями на
о о о ел ел го
опытном стенде, при этом расходе воды и удельном расходе воздуха, в 10...15 раз превышающем удельный расход воды в полосе из водяных струй, на поверхности листа между охлаждающими полосами создается четкая прямолинейная граница, что обеспечивает равномерное охлаждение листа по ширине. Кроме того, в полосе водяного охлаждения температура поверхности листа снижается до 300...350UC, а в полосе водо- воздушного охлаждения она возрастает до 500...550°С. Известно, что интервал температур поверхности 300,.,550°С соответствует максимальной интенсивности теплообмена, Увеличение расхода компонентов приводит к нарушению равновесия между полосами на поверхности листа, искривлению границы раздела и, как следствие, неравномерному охлаждению.
Кроме того, температура поверхности листа принимает значения ниже 300°С, что обусловливает снижение теплового потока от охлаждаемого металла и может быть причиной переохлаждения поверхностных слоев. Уменьшение расхода компонентов ниже обозначенных пределов приводит к нарушению прямолинейности границы со стороны полосы водяных струй, а в полосе водовоздушного охлаждения из-за снижения интенсивности теплообмена, температура поверхности листа восстанавливается за счет тепла внутренних слоев до значений, превосходящих 550°С. Это приводит к резкому снижению интенсивности как в полосе зодовоздушного охлаждения, так и в последующей полосе водяного охлаждения. Результаты стендовых исследований приведены в табл.1.,
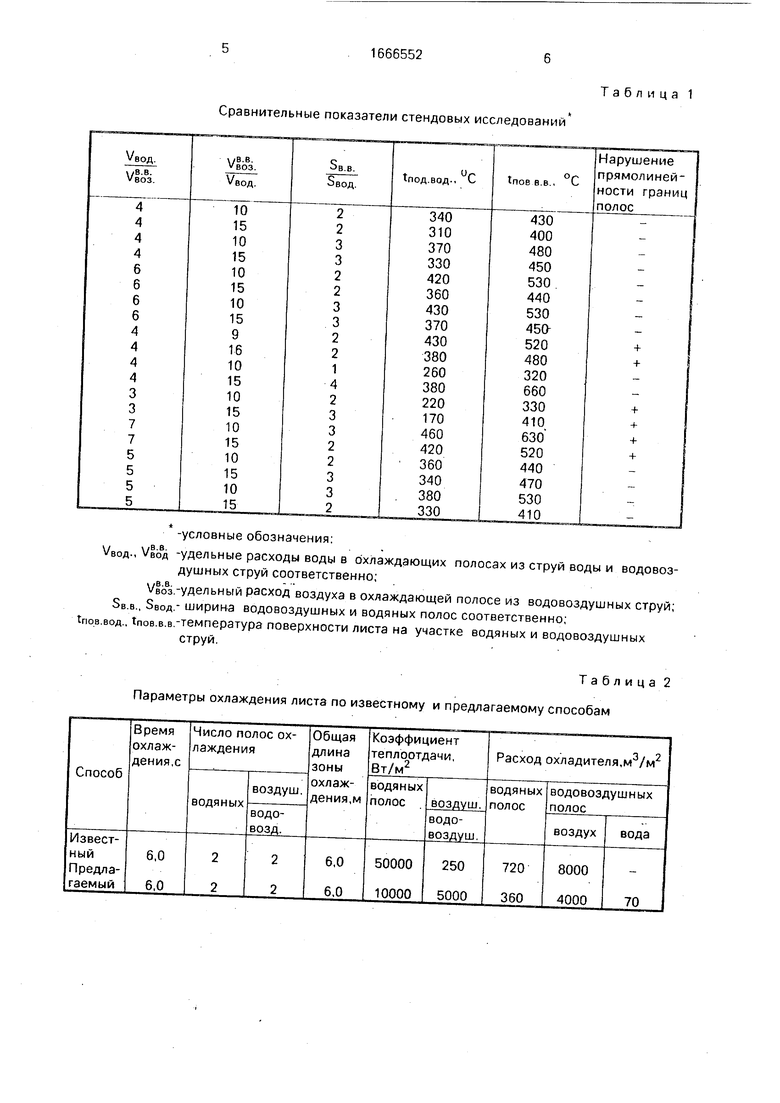
Пример. Охлаждали лист из стали 20 толщиной 40 мм и шириной 2500 мм с начальной температурой 1080°С. Основные технологические параметры охлаждения приведены в табл.2.
Значения коэффициентов теплоотдачи приняты по литературным данным, а для воздушного охлаждения - по данным экспериментальных исследований. По условиям прототипа соотношение между расходами воздуха и воды должно быть от 100:1 до 400:1, т.е. при принятых в прототипе удельных расходах и соотношении 100:1 только 10% поверхности будет охлаждаться струями воды, остальная - воздухом. В предлагаемом решении 25...33% поверхности охлаждается струями воды. При охлаждении листа 2-мя полосами воды и воздуха (воздуховоздушной) смеси ширина полос соответственно составит: для прототипа 300 и 2700 мм; для предлагаемого решения - 1000 и 2000 мм. Расход воды для условий прототипа 720- (0,15- 2,5) -2 540 м3/ч; для предлагаемого решения 360- (0,5 -2,5)-: 2 + 70( х2,5) -2 1250 м3/ч. Расход воздуха:
для условий прототипа 8000(1,35 -2,5) -2 54000 м3/ч
для предлагаемого решения 4000 (1,0х х2.5) -2 20000 м3/ч.
На графике представлено изменение температуры опытных раскатов (tni, tcpi - температура поверхности и среднемассо- вая температура для условий известного
способа; tn2. tcp2 - предложенного способа).
Охлаждение раската производят при его
движении через зону охлаждения длиной 6
м, разделенной на указанные выше полосы.
Данными снижения температуры полосы, приведенными на графике, подтверждается существенное увеличение интенсивности охлаждения по предлагаемому способу. Суммарное снижение средне- массовой температуры за весь цикл
охлаждения 310°С, в то время как для условий прототипа 200°С.
Формула изобретения Способ охлаждения листа, включающий
подачу вдоль поверхности движущегося листа охладителя чередующимися полосами струй с двумя видами охладителя в смежных струях, одним из которых является вода, о т- личающийся тем, что, с целью повышения эффективности охлаждения путем увеличения его интенсивности и уменьшения расхода охладителя, вторым охладителем является водовоздушная смесь, при этом соотношение удельных расходов воды в во5 дянойи водовоздушных струях (4-6): 1, соотношение удельных расходов воды в водяной струе и воздуха в водовоздушной 1:(10-15), а ширина полосы водовоздушной струи вдоль листа в 2-3 раза превышает ширину
0 водяной струи.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ струйного охлаждения непрерывно движущейся металлической полосы | 1980 |
|
SU996466A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| Коллектор для охлаждения проката | 1990 |
|
SU1768341A1 |
| Способ охлаждения толстолистового проката | 1991 |
|
SU1817714A3 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2457913C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471875C1 |
| Устройство для охлаждения проката | 1980 |
|
SU908848A1 |
| Способ ускоренного охлаждения полосового проката | 1981 |
|
SU988880A1 |
| Устройство для охлаждения проката | 1988 |
|
SU1571084A1 |
Изобретение относится к металлургии, а именно к технологии производства и термообработки листового проката. Цель изобретения - повышение эффективности охлаждения путем увеличения его интенсивности и уменьшения расхода охладителя. Способ включает подачу на поверхность движущегося листа чередующихся по его длине полос охладителя. В каждой смежно полосе тип охладителя различный. В одной полосе в качестве охладителя используется вода, а в смежной с ней - водовоздушная смесь. Соотношение удельных расходов воды в водяной и водовоздушных полосах составляет /4 - 6/:1. Соотношение удельных расходов воды в полосе воды и воздуха в водовоздушной полосе - 1:/10 - 15/. Ширина водовоздушной полосы вдоль листа в 2 - 3 раза превышает ширину полосы воды. 1 ил., 2 табл.
Сравнительные показатели стендовых исследований
-условные обозначения:
VBOA-, Veo8fl -удельные расходы воды в охлаждающих полосах из струй воды и водовоз- душных струй соответственно;
/вЬвз.-удельный расход воздуха в охлаждающей полосе из водовоздушных струй; SB.в., Звод,- ширина водовоздушных и водяных полос соответственно; trios.вод., tnos.в.в.-температура поверхности листа на участке водяных и водовоздушных струй.
Таблица 2 Параметры охлаждения листа по известному и предлагаемому способам
300
100
6 t,c
| Устройство для охлаждения проката | 1977 |
|
SU657883A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ струйного охлаждения непрерывно движущейся металлической полосы | 1980 |
|
SU996466A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
