Изобретение относится к области обработки металлов давлением, в частности к охлаждению рулонов горячекатаной металлической полосы.
Известно охлаждение смотанных в рулоны стальных полос на специальных подставках, имеющих отверстия для подачи воздуха внутрь рулона, установленного на них вертикально, по два друг над другом. Между рулонами оставлен зазор для прохождения воздуха. Над рулонами имеется крышка, которая направляет потоки воздуха вдоль верхнего основания верхнего рулона. [Патент Японии №57-47838 от 05.09.1980 г., МКИ C 21 D 9/573].
Недостатками известного способа является объективно слабая способность теплоотвода используемого газообразного охладителя (воздуха), что не позволяет существенно повысить скорость охлаждения рулона, по сравнению с естественным охлаждением его в той же атмосфере. Продолжительный цикл охлаждения и различная скорость охлаждения внешних и средних по намотке витков рулона приводят к большой структурной неоднородности металла и, как следствие этого, к неравномерному распределению значений физико-механических свойств по длине полосы.
Согласно известному способу охлаждения горячекатаных полос в рулонах, заключающемуся в распылении воды через сопла в верхних зонах участка для охлаждения рулонов, в помещении, имеющем ширину и высоту 20 м и длину 700 м, устанавливают сопла распыления воды, датчики контроля температуры и влажности, устройство регулирования количества распыляемой воды в соответствии с размером, материалом и прочими параметрами полосы. Сравнивая полученные величины с заданными, осуществляют автоматическое регулирование параметров водовоздушной смеси для охлаждения рулонов. [Патент Японии №57-134207 от 12.02.1981 г., МКИ В 21 В 45/02, C 21 D 9/32].
Существенными недостатками данного способа являются большая удаленность распыляющих сопел от охлаждаемых рулонов и распыление водовоздушной смеси во всей атмосфере участка охлаждения рулонов. Распыление воды на значительном расстоянии от охлаждаемого объекта (горячих рулонов) в лучшем случае охлаждает воздух, контактирующий только с внешней наружной поверхностью рулонов. Даже существенное (в разы) понижение температуры газообразного охладителя не приводит к пропорциональному увеличению скорости охлаждения рулонов. Увеличение же влажности производственной атмосферы отрицательно сказывается на конструкции цеха, как правило, изготавливаемой из металлических балок и железобетонных опор, вызывая их повышенное корродирование и преждевременное разрушение. Привлечение устройств автоматического регулирования параметрами охладителя не повышает эффективности самого процесса охлаждения, но существенно увеличивает его стоимость.
Теми же недостатками обладает известный способ охлаждения рулонов горячекатаных полос [Патент СССР №1817906 A3 от 24.01.1991 г., по заявке №4904920/02], заключающийся в поддержании определенных параметров газожидкостного охладителя, подаваемого на торцевые поверхности рулонов, в пределах: расход жидкой фазы 6-30 л/ч, газовой фазы 0,2-0,9 м3 на 1 т охлаждаемого рулона и диаметром частиц жидкой фазы 0,02-0,1 мм.
Наиболее близким аналогом к заявленному изобретению по своей технологической сущности и техническому исполнению является известное устройство для охлаждения горячекатаных полос в рулонах, включающее подачу воздушного потока в центральную полость рулонов, установленных вертикально друг над другом, и содержащее подставку с отверстиями для подачи воздуха во внутрь рулонов, а также межрулонные проставки и верхние крышки для организации выхода воздуха по основаниям рулонов [RU 2116147 С1, В 21 В 45/02 от 27.07.1998 г.].
Недостатком известного технического решения является то, что в качестве охладителя в нем используется, как уже отмечалось, низкоэффективный по своим теплоотводящим способностям газовый охладитель - воздух. Кроме того, проходя определенное расстояние внутри нагретой металлической подставки, на которой установлены горячие рулоны, до выхода в центральную полость охлаждаемых рулонов воздух нагревается и еще больше снижает свой теплоотводящий потенциал. Чем дальше находится стопа охлаждаемых рулонов от входа воздушного потока в подставку, тем значительнее падение теплоотводящей способности используемого газообразного охладителя, из-за уменьшения его скорости движения и повышения температуры.
Технический результат настоящего изобретения заключается в сокращении времени охлаждения горячекатаной полосы в рулоне с возможностью выравнивания значений физико-механических свойств металла по длине.
Указанный технический результат достигается тем, что в известном способе охлаждения горячекатаных полос в рулонах, включающем подачу направленного воздушного потока в центральную полость рулонов, установленных вертикально друг над другом, организуя движение воздушного потока путем обтекания поверхности оснований рулона, в центральную полость рулонов одновременно с воздушным потоком подают распыленную воду в виде водовоздушной охлаждающей смеси; в устройстве для охлаждения горячекатаных полос в рулонах, содержащем подставку с отверстием для подачи воздуха в центральную полость рулонов, установленных вертикально друг над другом, межрулонные проставки и верхнюю крышку для организации движения воздушного потока путем обтекания поверхности оснований рулонов, в отверстии для подачи воздуха в полость рулонов по его центру установлено сопло с патрубками подвода воды и воздуха для образования водовоздушной смеси.
После окончания горячей деформации и формирования равномерной по длине полосы зеренной структуры на отводящем рольганге горячекатаную полосу сматывают в рулон при температуре намотки 750...500°С, в зависимости от марки стали.
Последующее остывание рулона на складе характеризуется большой продолжительностью этого процесса и неравномерностью скорости охлаждения различных витков по его радиальному сечению. Это определят разницу в завершении процессов структурных и субструктурных преобразований в металле и, как следствие, различия в значениях физико-механических свойств по длине готовой горячекатаной полосы.
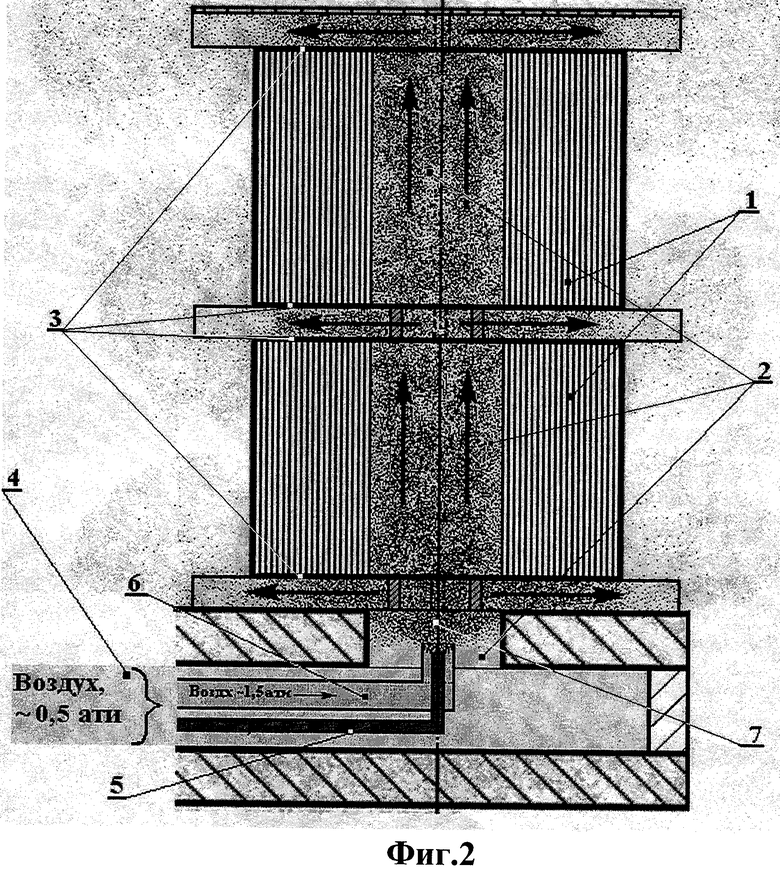
Состояние и свойства охладителя объективно влияют на величину скорости охлаждения. На фиг.1 приведены изменения коэффициента теплоотдачи при охлаждении металла в различных средах [Стр.107, Губинский В.И. и др. Уменьшение окалинообразования при производстве проката. Киев, Технiка, 1981].
Кривая (1) - при спрейерном охлаждении водой; кривая (2) - водовоздушное охлаждение; кривая (3) - охлаждение спокойно обтекающей водой при температуре 15°С. Не менее важно для эффективности процесса охлаждения, чтобы весь получаемый объем газожидкостного охладителя расходовался на охлаждение наиболее нагретых участков охлаждаемого рулона.
Рулон горячекатаной полосы как объект, выделяющий тепло, из-за своей слоистой структуры имеет неодинаковые свойства теплоотдачи от различных тепловыделяющих поверхностей. Различное теплосопротивление металла и межвитковых промежутков приводит к тому, что 80% тепла, содержащегося в рулоне, вынуждено уходить из него через поверхности оснований, независимо от условий теплоотдачи на этих поверхностях. Только 20% всей тепловой энергии рулона удаляется из него через внешние цилиндрические поверхности.
Эти 20% тепла, выделяемые рулоном через внешние цилиндрические поверхности, в количественном соотношении также неодинаковы: 15...13% выделяется с наружной поверхности и только 7...5% уходит из внутренней полости рулона. Такое различие в количестве удаляемого из рулона тепла внешними поверхностями, при относительно равных их площадях тепловыделения, объясняется затруднениями движения конвективных тепловых потоков во внутренней полости рулона.
В известных способах охлаждения горячекатаных полос в рулонах распыленная вода или водовоздушная смесь из сопел подается с некоторого от рулонов расстояния, в том числе и на внешнюю наружную поверхность, достаточно быстро охлаждающуюся даже в обычных условиях на воздухе. Поэтому общее время охлаждения рулонов сокращается незначительно, а неравномерность физико-механических свойств по длине полосы повышается из-за увеличения разницы в скоростях охлаждения у наружных и средних витков рулона.
Чтобы сократить общее время охлаждения рулона и выровнять скорости охлаждения различных его витков, необходимо создать условия повышенной теплоотдачи внутренней полости рулона и поверхностей его оснований. Для этого предлагается распыленную воду получать непосредственно в центральной полости рулонов и с помощью направленного воздушного потока организовать ее движение таким образом, чтобы, выходя из внутренней полости, охлаждающая смесь обтекала поверхность оснований рулонов.
На фиг.2 графически представлена реализация предложенного способа охлаждения горячекатаных полос в рулонах (1).
Горячие рулоны 1, установленные в стопу таким образом, чтобы их внутренние полости (2) и поверхности оснований (3) обтекал нагнетаемый с небольшим избыточным давлением (например, 0,5 ати) воздух (4). Одновременно в поток воздуха 4 под давлением (около 2,5 ати) подается струя воды (5) в струе воздуха (с давлением порядка 1,5 ати) (6) для образования диспергированной водовоздушной смеси (7) (с диаметром капель ≈3,0...0,3 мм). Увлекаемая потоком воздуха 4, соприкасаясь с поверхностью внутренней полости рулонов и поверхностями всех оснований рулонов, распыленная вода 7 с гораздо более высоким коэффициентом теплоотдачи, чем у воздуха или спокойной воды (см. фиг.1), эффективно и равномерно охлаждает горячий металл по всему сечению намотки рулона.
Крупные водяные капли, попадая на горячий металл за счет паровзрывного эффекта, рассыпаются на более мелкие, увеличивая дисперсность смеси. Мелкие частицы воды, переходя в другое агрегатное состояние (пар), отнимают на этот переход дополнительно тепловую энергию у металла, а перейдя в газообразное состояние, усиливают конвективное движение газообразного охладителя вдоль охлаждаемых поверхностей.
На фиг.3 показано устройство для реализации способа охлаждения горячекатаных полос в рулонах. Устройство состоит из подставки (1) имеющей отверстия (2) для подачи воздуха (3) под небольшим избыточным давление во внутренние полости рулонов (4), установленных вертикально и соосно один над другим. Межрулонные проставки (5) и верхние крышки (6) образуют зазоры у всех оснований рулонов 4 для прохождения по их поверхности, образованной соплами (7), водовоздушной смеси. Компоненты смеси вода и воздух подводятся к смесеобразующим соплам 7 под сетевым давлением от соответствующих трубопроводов, водопроводным (8) и воздухопроводным (9) патрубками.
Представленное на фиг.3 устройство работает следующим образом.
Из подставки 1 вентилятором или каким-либо иным низконапорным устройством через отверстия 2 нагнетается воздух 3 во внутреннюю полость установленных в вертикальные стопы над отверстиями 2 рулонов 4. Нагнетаемый воздух проходит через зазоры, образованные межрулонными проставками 5 и верхними крышками 6 по поверхности всех (верхних и нижних) оснований рулонов 4. Проходя через отверстия 2 в подставке 1, нагнетаемый воздух 3 увлекает за собой образованную соплами 7, установленными по центру отверстий 2, распыленную воду. Компоненты образованной водовоздушной смеси попадают в сопла 7 через водопроводный 8 и воздушный 9 патрубки, соединенные, соответственно, с водяной и воздушной цеховыми магистралями, как правило, имеющими давление в трубопроводах выше атмосферного (4...2 ати). Захваченная потоками воздуха 3 водовоздушная смесь также соприкасается с поверхностями внутренней полости рулонов и их оснований. Имея более высокие теплоотводящие свойства, чем конвективные потоки воздуха, и непосредственно соприкасаясь с наиболее тепловыделяющими поверхностями внутренней полости и оснований рулонов, водовоздушная смесь осуществляет значительно больший теплосъем, чем в вариантах известных технических решений.
Технические результаты охлаждения горячекатаной полосы в рулоне по известным способам и варианту предлагаемого способа представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ В РУЛОНАХ ПРИ ТРАНСПОРТИРОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2286859C2 |
| Способ охлаждения рулонов горячекатаной полосы | 1987 |
|
SU1534068A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 1993 |
|
RU2061062C1 |
| СПОСОБ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ РУЛОНА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2391417C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РУЛОНА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2287019C2 |
| Устройство для охлаждения проката | 1991 |
|
SU1801129A3 |
| Устройство для охлаждения проката | 1980 |
|
SU926030A2 |
| Способ охлаждения рулонов горячекатаных полос | 1990 |
|
SU1772182A1 |
| УСТРОЙСТВО ДЛЯ ВОДОВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2005 |
|
RU2295579C1 |
| Способ охлаждения прокатных валков и проката | 1977 |
|
SU651862A1 |

Изобретение относится к прокатному производству, в частности к охлаждению рулонов горячекатаных полос. Для сокращения времени охлаждения горячекатаных полос в рулонах с возможностью выравнивания значений физико-механических свойств металла по длине горячие рулоны охлаждаются водовоздушной смесью, причем распыленную воду подают в центральную полость рулонов и с помощью направленного воздушного потока организуют ее движение таким образом, чтобы, выходя из полости, охлаждающая смесь обтекала поверхность оснований рулонов. Устройство для осуществления способа имеет подставки под рулоны с отверстиями для подачи воздуха во внутреннюю полость рулонов, установленные вертикально друг над другом, межрулонные проставки, верхние крышки для организации выхода воздуха по основаниям рулонов и сопла для получения водовоздушной смеси, установленные в центре отверстий для подачи воздуха во внутреннюю полость рулонов. К соплам подведены патрубки с водой и воздухом, подаваемые под давлением. 2 н.п. ф-лы, 3 ил., 1 табл.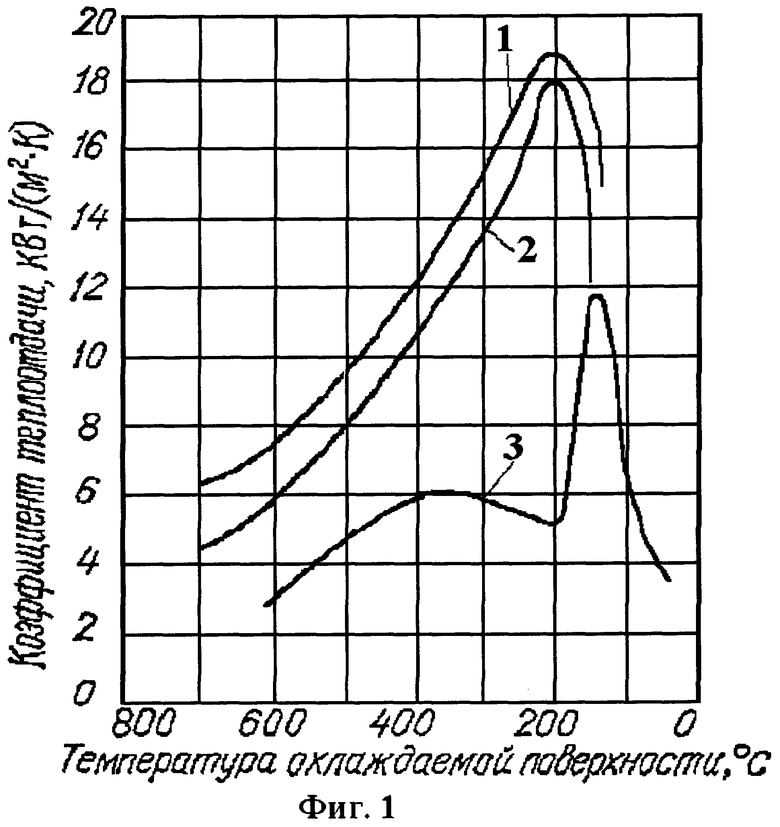
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНЫХ ПОЛОС | 1997 |
|
RU2116147C1 |
| Способ охлаждения рулонов горячекатаных полос | 1990 |
|
SU1772182A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 1990 |
|
RU2024632C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУЛОНОВ ГОРЯЧЕКАТАНЫХ ПОЛОС | 1996 |
|
RU2100449C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУЛОНОВ | 1990 |
|
RU2073730C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 1993 |
|
RU2061062C1 |

