1
(21)1 Зб7531/31-27
(22)25.01.88
(Аб) 23.12.89. Бюл. К k7
(71)Фрунзенский политехнический институт
(72)А.М.Греков, А.Л.Меннер, Ю.Ф.Иилованов и М.П.Шмальц (53) 621.983. (088.8)
(56)Авторское свидетельство СССР 1Г 129299, кл. В 2 В 39/00, 1985. (5) СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ЗАГОТОВОК
(57)Изобретение относится к обработке металлов давлением и, в частности, к ротационному выдавливанию заготовок с центральной полой частью и фланцем, преимущественно для изделий с наружными отводами в зоне стенки полой части. Центральную, часть плоской заготовки зажимают между оправкой
и прижимом, сообщают заготовке вращение, формообразуют полый полуфабрикат с фланцем и формируют отводы. Формирование отводов выполняют в два перехода. На первом переходе на боковой поверхности полуфабриката с помощью плунжера 9 и кольцевого деформирующего элемента 8 формируют отвод локальной вытяжкой при смещении части металла в направлении от центра полуфабриката к его периферии. На втором переходе полученный отвод обжимают кольцевым деформирующим элементом 12 в направлении от периферии к центру полуфабриката, В результате обработки диаметр первоначально полученного отвода уменьшается, а длина отвода увеличивается. При необходимости на полой детали можно выполнить несколько отводов, ил.
кл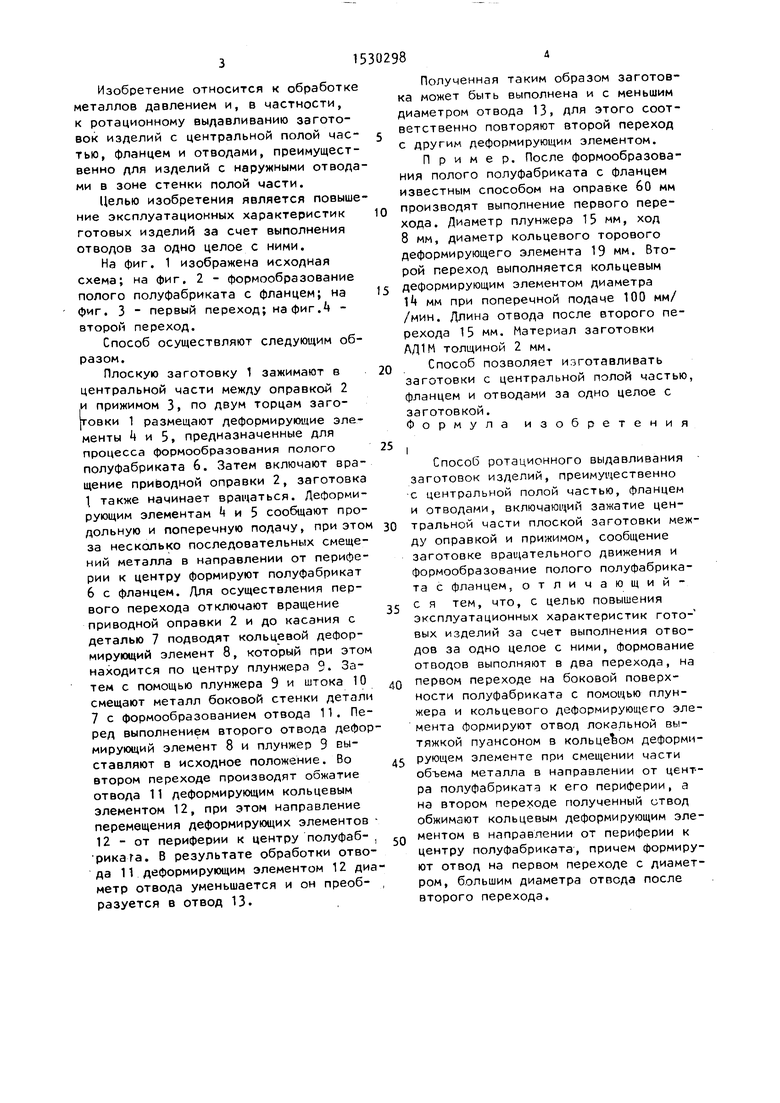
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1423224A1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ФЛАНЦАМИ | 2009 |
|
RU2392078C1 |
| Способ ротационного выдавливания полых деталей | 1987 |
|
SU1518055A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Способ ротационного выдавливания полых изделий | 1985 |
|
SU1435360A1 |
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| Способ изготовления цилиндрических полых деталей | 1990 |
|
SU1798028A1 |
Изобретение относится к обработке металлов давлением и, в частности, к ротационному выдавливанию заготовок с центральной полой частью и фланцем, преимущественно для изделий с наружными отводами в зоне стенки полой части. Центральную часть плоской заготовки зажимают между оправкой и прижимом, сообщают заготовке вращение, формообразуют полый полуфабрикат с фланцем и формируют отводы. Формирование отводов выполняют в два перехода. На первом переходе на боковой поверхности полуфабриката с помощью плунжера 9 и кольцевого деформирующего элемента 8 формируют отвод локальной вытяжкой при смещении части металла в направлении от центра полуфабриката к его периферии. На втором переходе полученный отвод обжимают кольцевым деформирующим элементом 12 в направлении от периферии к центру полуфабриката. В результате обработки диаметр первоначально полученного отвода уменьшается, а длина отвода увеличивается. При необходимости на полой детали можно выполнить несколько отводов. 4 ил.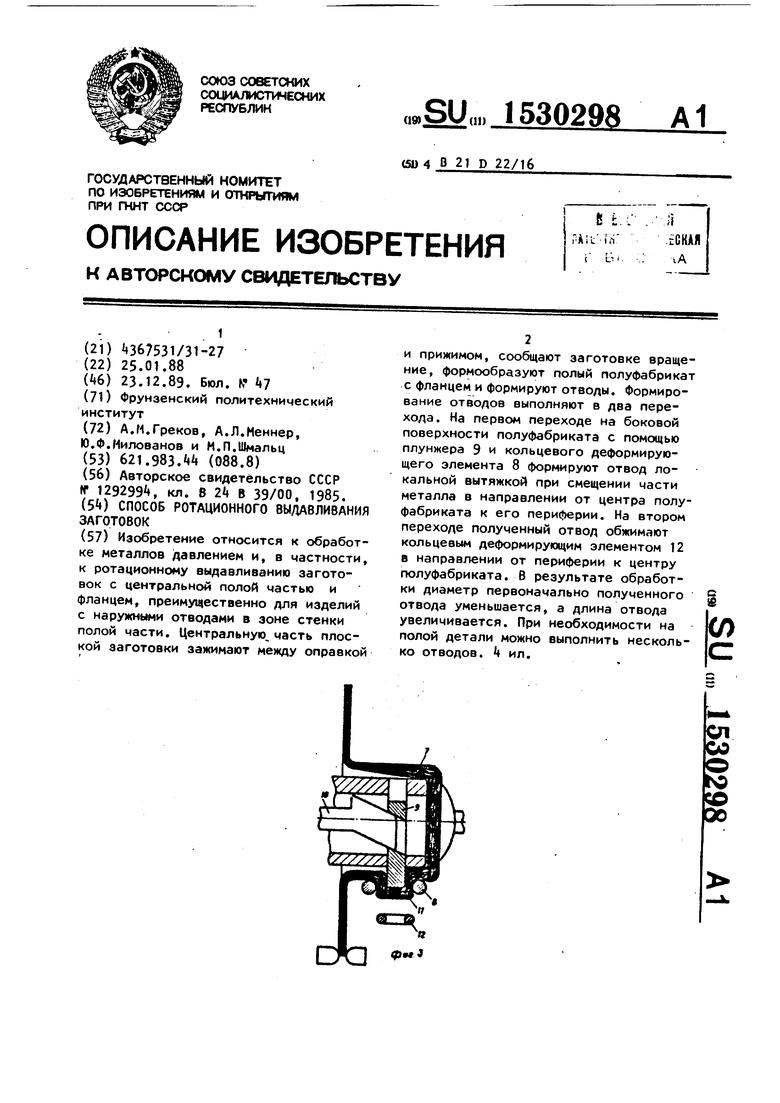
Изобретение относится к обработке металлов давлением и, в частности, к ротационному выдавливанию заготовок изделий с центральной полой частью, фланцем и отводами, преимущественно для изделий с наружными отводами в зоне стенки полой части.
Целью изобретения является повышение эксплуатационных характеристик готовых изделий за счет выполнения отводов за одно целое с ними.
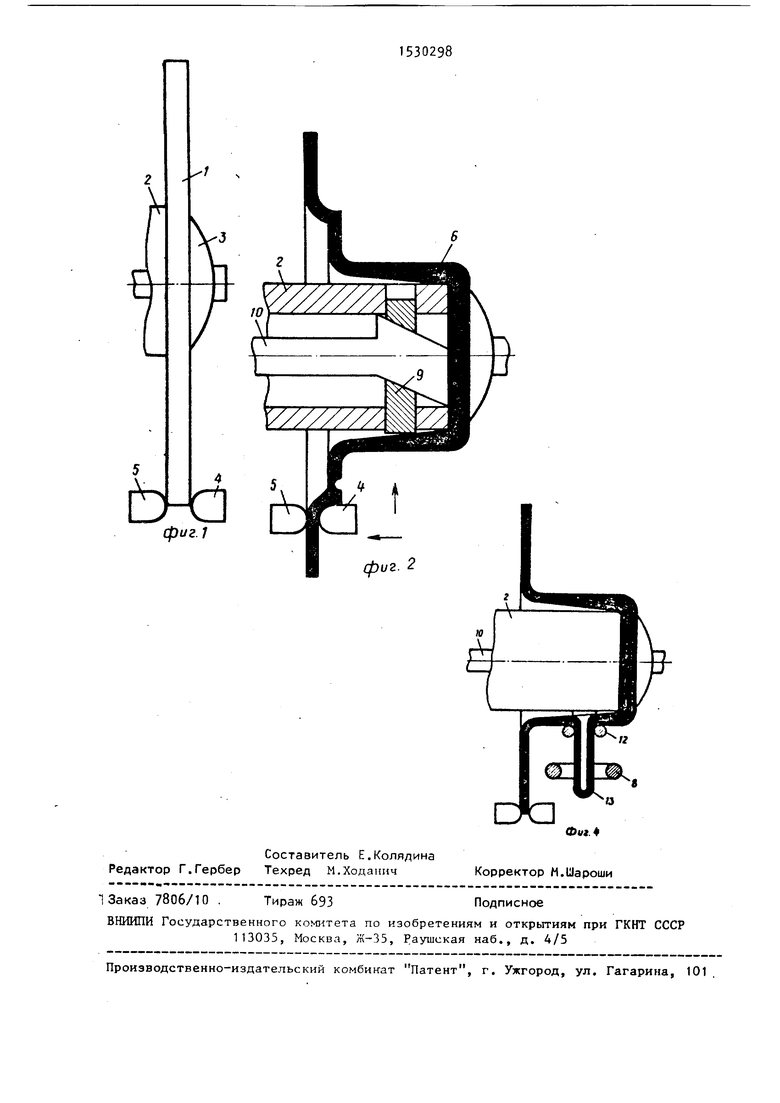
На фиг. 1 изображена исходная схема; на фиг, 2 - формообразование полого полуфабриката с фланцем; на фиг. 3 - первый переход; на фиг.А - второй переход.
Способ осуществляют следующим образом.
Плоскую заготовку 1 зажимают в центральной части между оправкой 2 и прижимом 3, по двум торцам заго- товки 1 размещают деформирующие элементы 4 и 5, предназначенные для процесса формообразования полого полуфабриката 6. Затем включают вращение пpивoднo i оправки 2, заготовка также начинает вращаться. Деформирующим элементам (4 и 5 сообщают продольную и поперечную подачу, при этом за несколько последовательных смещений металла в направлении от периферии к центру формируют полуфабрикат
6с фланцем. Для осуществления первого перехода отключают вращение приводной оправки 2 и до касания с деталью 7 подводят кольцевой деформирующий элемент 8, который при этом находится по центру плунжера 9. Затем с помощью плунжера 9 и штока 10 смещают металл боковой стенки детали
7с формообразованием отвода 11. Перед выполнением второго отвода деформирующий элемент 8 и плунжер 9 выставляют в исходное положение. Во втором переходе производят обжатие отвода 11 деформирующим кольцевым элементом 12, при этом направление перемещения деформирующих элементов 12 - от периферии к центру полуфаб-
рикага. В результате обработки отвода 11 деформирующим элементом 12 диаметр отвода уменьшается и он преоб- разуется в отвод 13.
5
0
5
0
5
0
45
50
Полученная таким образом заготовка может быть выполнена и с меньшим диаметром отвода 13, для этого соответственно повторяют второй переход с другим деформирующим элементом.
Пример. После формообразования полого полуфабриката с фланцем известным способом на оправке 60 мм производят выполнение первого перехода. Диаметр плунжера 15 мм, ход 8 мм, диаметр кольцевого торового деформирующего элемента 19 мм. Второй переход выполняется кольцевым деформирующим элементом диаметра I t мм при поперечной подаче 100 мм/ /мин. Длина отвода после второго перехода 15 мм. Материал заготовки АД1М толщиной 2 мм.
Способ позволяет изготавливать заготовки с центральной полой частью, фланцем и отводами за одно целое с заготовкой. Формула изобретения
I
Способ ротационного выдавливания заготовок изделий, преимущественно с центральной полой частью, фланцем и отводами, включающий зажатие центральной части плоской заготовки между оправкой и прижимом, сообщение заготовке вращательного движения и формообразование полого полуфабриката с фланцем, отличающий- с я тем, что, с целью повышения эксплуатационных характеристик гото- вых изделий за счет выполнения отводов за одно целое с ними, формование отводов выполняют в два перехода, на первом переходе на боковой поверхности полуфабриката с помощью плунжера и кольцевого деформирующего элемента формируют отвод локальной вытяжкой пуансоном в кольце%ом деформирующем элементе при смещении части объема металла в направлении от центра полуфабриката к его периферии, а на втором переходе полученный отвод обжимают кольцевым деформирующим элементом в направлении от периферии к центру полуфабриката, причем формируют отвод на первом переходе с диаметром, большим диаметра отвода после второго перехода.
Составитель Е.Колядина Редактор Г.Гербер Техред М.Ходаиич
1 Заказ 7806/10 .
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
фиг.
О
Корректор Н.иароши
Подписное
