.11
Изобретение относится к области термического оборудования машиностроительных и металлургических заводов и может быть использовано отраслями народного хозяйства, занимаю щимися производством торсионных или :друг.ик, p. повьшенными рабочими параметрами.
Цель изобретения - .повышение качества термомеханически упрочненных валов, производительности и надежности установки, улучшение условий труда и техники.безопасности.
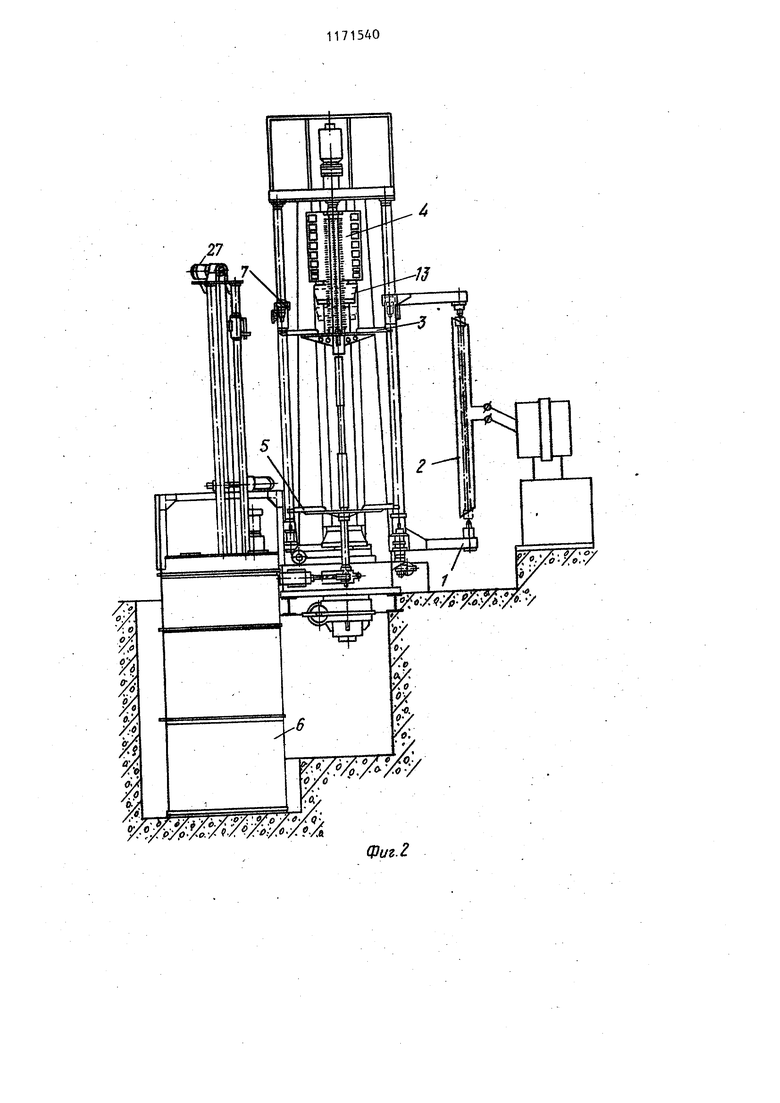
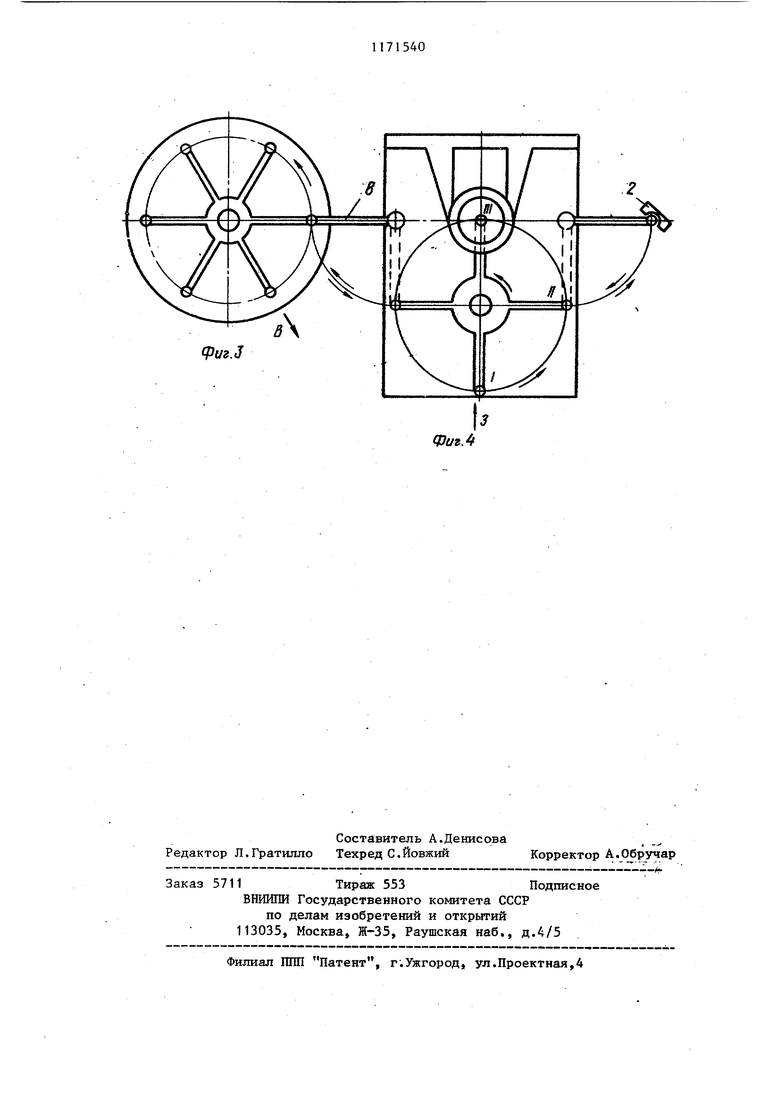
На фиг. 1 показана установка, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 и 4 - схема движения изделия на установке.
Манипулятором 1 изделие подается на позицию 2 нагрева. Затем нагретое изделие,передается этим же манипулятором в зону действия манипулятора 3 которьй переносит его в деформирующее устройство 4. Термомеханически упрочненное изделие манипулятором3 транспортируется в зону действия манипулятора 5, которьй переносит его в ванну 6, оборудованную шестипозиционньм шагающим механизмом 7,и через необходимое время попадает в зону действия манипулятора 8, которь переносит упрочненное изделие в зону выгрузки.
На стационарной станине 9 жестко установлена вертикальная стойка 10, снабженная Т-образными направляющими 11. Нижний гидропатрон 12 вмонтирова в станине 9 и приводится во вращательное движение электродвигателем постоянного тока (не показан). Верхний гидропатрон 13 установлен в корпусе каретки 14, которая имеет возможность перемещаться по направляющим 11 в вертикальной плоскости и по направляющим 15 в горизонтальной
плоскости.
I с
В нижнем гидропатроне 12 установлен неподвижньй центр 16, а в верхнем - подвижньй 17, подпрулсиненный 18. От вращательного движения во время закрутки горячего вала 19 верхний гидропатрон 13 удерживается шпонкой 20, сопряженной со шпинделем 21 и корпусом каретки 14.
Вертикальное силовое перемещение верхнего гидропатрона 13 осуществляется с помощью гидроцилиндра 22, што которого 23 связан с хвостовиком шпинделя гидропатрона 13. Быстрое
402
вертикальное перемещение гидропатрона 13 осуществляется электродвигателем 24 и ходовым винтом 25.
Транспортирующие манипуляторы 1, 3, 5 и 8 приводятся в круговое движение с помощью шагающих механизмов 26 и 27. В вертикальном направлении указанные манипуляторы перемещаются по направляющим 28.
Устройство работает следующим образом.
Заготовка -изделие подается в зону Загрузка и устанавливается в центре манипулятора 1, которьй переносит его на позицию 2 нагрева. Включается механизм 27 вращения изделия в индукторе. После достижения определенной температуры нагретое изделие этим же манипулятором переносится в зону действия манипулятора 3, когорый перехватьшает изделие и устанавливает его по оси гидропатронов 12 и 13. Затем верхний гидропатрон и с кареткой 14 движется вниз, нажимая на плечо манипулятора 3 до тех пор, пока нижний конец изделия не станет на неподвижньй центр 16, а верхний конец - в подвижньй центр 17 и против кулачков гидропатрона 13. В таком положении изделие закрепляется кулачками обоих гидропатронов. Включается механизм закрутки.и нижний гидропатрон 12 совершает вращательное движение. Количество оборотов закрутки выбирается исходя из величины требуемой удельной сдвиговой пластической деформации и задается на реле счета импульсов, которое выключает электродвигатель механиз- ма закрутки. Кулачки гидропатронов освобождают изделие .и верхний гидропатрон 13 перемещается вверх. Манипулятор 3 вместе с изделием следует за гидропатроном 13 до тех пор, пока не остановится путевьм выключателем на высоте, выбранной из расчета обеспечения беспрепятственного извлечения изделия из зоны обоих гидропатронов. Затем манипулятор 3 переносит деформированное изделие в зону действия манипулятора 5, которьй опускает его в закалочную ванну 6 . После окончательного.охлаждения изделие подается в зону Выгрузка.
Применение предложенной установки в промьшшенности дает возможность выполнить обработку изделия практи31
чески без поводок за счет использования встроенных в гидропатроны центров и системы осевого силового натяжения |
обрабатьгоать изделие длиной до 3000 мм и размером поперечного сечения до 70 мм за счет перемещения верхнего гидропатрона;
улучшить качество поверхности изделия и его эксплуатационные характеристики за счет применения ускоренного нагрева;
2
25
1715404
повысить производительность и улучшить условия труда и технику безопасности за счет использования манипуляторов, ускоренного нагрева с и компактного расположения узлов и механизмов;
уменьшить расход металла на.изготовление установки за счет ее рациональной компоновки;
10 значительно уменьшить расход элетроэнергии на обработку изделий за счет использования индукционного HalhpeBa.
Ut.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| Устройство для поверхностной термомеханической обработки изделий сложного профиля | 1988 |
|
SU1602712A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| Установка для индукционного нагрева | 1980 |
|
SU872574A1 |
| Индукционная установка для нагрева заготовок | 1989 |
|
SU1713945A1 |
| Устройство для термообработки лезвийного деревообрабатывающего инструмента | 1990 |
|
SU1786139A1 |
| МНОГОЭТАЖНЫЙ ГАРАЖ-СКЛАД И МАНИПУЛЯТОР ДЛЯ НЕГО | 1996 |
|
RU2111325C1 |
| Установка для термомеханического упрочнения изделий | 1985 |
|
SU1355635A1 |
| Установка для термообработки керамических изделий | 1986 |
|
SU1395925A1 |
| ШАГАЮЩАЯ УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВАНИЯ И УКЛАДКИ НЕФТЕГАЗОВЫХ ТРУБ НА МОРСКОМ ДНЕ | 2017 |
|
RU2648365C1 |
1. УСТАНОВКА ДЛЯ ТЕРЮМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ, содержащая нагреватель, деформирующее устройство в виде зажимных гидропатронов, из которых нижний имеет привод кручения, а верхний соединен с механизмом осевого натяга, отличающаяся тем, что, с целью повьшения качества изделий, установка снабжена установленными в гидропатронах центрами. 2.Установка поп,1, отличающаяся тем, что установка снабжена соединенными с верхним гидропатроном привадами его вертикального и горизонтального перемещений. 3.Установка по п.2, отличающаяся тем, что приводы вертикального перемещения выполнены в виде гидроцилиндра и электродвигаю теля, каждьй из которых индивидуально соединен с гидропатроном. 4.Установка по п.1, отличающаяся тем, что верхний центр выполнен подпружиненным. 5.Установка по п.1, о т л и чающаяся тем, что установка снабжена манипулятором для передачи заготовок. 01 ij:
| Соколов К.Н | |||
| Механизация и автоматизация термических цехов | |||
| М.: Машгиз, 1962, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Авторское свидетельство СССР № , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 1972 |
|
SU422779A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
