Предлагаемое изобретение относится к машиностроению, в частности к устройствам, предназначенным для упрочнения или восстановления поверхностей деталей железнодорожного транспорта, а именно надрессорной балки и боковой рамы тележки грузового вагона.
Известна наплавочная установка типа БМ (см. книгу Фрумин И. И. "Автоматическая электродуговая наплавка", Харьков, Государственное научно-техническое издательство литературы по черной и цветной металлургии, 1961 г. , стр. 342-346), содержащая манипулятор с двумя приводами вращения и наклона шпинделя с планшайбой, тележку с приводами вертикального и продольного перемещения, заднюю бабку с пружинным центром, размещенную так же, как и манипулятор, на станине. Кроме того, установка включает наплавочный аппарат А-389 и стол для наплавки плоских деталей, на котором закреплена подвижная плита.
Недостатком установки является ее громоздкость, она занимает большие производственные площади, имеет много механизмов и узлов. Восстановление крупногабаритных изделий сложной конфигурации с многообразием поверхностей наплавки потребует множества технологических операций, а соответственно и дополнительно оборудования, что приведет к значительным затратам времени и снизит производительность наплавки.
За прототип выбран манипулятор для индукционной наплавки (см. пат. RU N2101152, кл. B 23 K 37/04, 13/00, 1998 г., Б. N 1), состоящий из опорной тележки, на которой с возможностью возвратно-поступательного перемещения во взаимно перпендикулярных направлениях установлена каретка, при этом поворотный стол каретки с жестко закрепленными на нем стойками оснащен вращателем с механизмом его подъема. Последний представляет собой две связанные между собой винтовые передачи, кинематически соединенные с ползунами, несущими ложемент вращателя. Кроме того, вращатель манипулятора снабжен приводом вращателя и механизмом наклона.
Недостатком прототипа является то, что конструктивное выполнение вращателя предназначено преимущественно для корпусов автосцепок, поэтому осуществлять посредством известного манипулятора наплавку тяжеловесных изделий типа надрессорной балки и боковых рам тележек грузовых вагонов не представляется возможным, что сужает технологические возможности устройства.
Задача предлагаемого изобретения состояла в разработке конструкции, позволяющей расширить технологические возможности при наплавке крупногабаритных изделий со сложными поверхностями наплавки.
Поставленная задача достигается тем, что в известной установке, содержащей устройство, несущее наплавочный аппарат с индуктором и манипулятор для изделия, включающий тележку, на которой с возможностью возвратно-поступательного перемещения установлена каретка с поворотным столом, вращателем и механизмами поворота и подъема, каретка снабжена стойками, в направляющих которых с возможностью подъема, опускания и вращения закреплена ось, несущая поворотный стол с вращателем, причем ось кинематически связана с механизмами поворота и подъема стола, а вращатель выполнен со сменным кантователем, представляющим собой два вертикально установленных диска- ложемента, каждый из которых имеет два полукольца с посадочными местами под наплавляемое изделие и жестко связанные между собой попарно, верхнее полукольцо одного диска с верхним полукольцом второго диска, а нижнее с нижним полукольцом, при этом полукольца каждого диска с одного бока кантователя шарнирно связаны петлями, а со второго снабжены зажимами, фиксируя его в рабочем положении.
Кроме того, механизм поворота стола снабжен двумя направляющими кольцами, сидящими на оси с двух сторон ведомой шестерни, которая входит в зацепление с ведущей шестеренкой, закрепленной с возможностью вращения и вертикального перемещения от привода с регулируемым числом оборотов для установки требуемой скорости наплавки.
Механизм подъема стола снабжен реверсивным двигателем, приводящим во вращение винтовую передачу, гайка которой установлена с возможностью качания на рычаге, смонтированном на каретке и имеющего опорный ролик, взаимодействующий с нижним торцом оси поворотного стола.
При этом установка снабжена колонной, на которой с возможностью перемещений закреплена консоль с кареткой, выполняющей с помощью привода возвратно-поступательные перемещения наплавочного аппарата с индуктором. Наплавочный аппарат - блок контуров ВЧ генератора - снабжен кооксиалом, шарнирно закрепленным на его корпусе с возможностью поворотов к наплавляемой поверхности более 100o и имеет водоохлаждаемую систему, причем кооксиал выполнен с контактами, посредством которых осуществляют смену индукторов в зависимости от формы наплавляемой поверхности.
На фиг. 1 изображена установка для упрочнения индукционной наплавкой, общий вид (изделие - боковая рама тележки грузового вагона);
на фиг. 2 - то же, вид прямо (изделие - надрессорная балка);
на фиг. 3 - вид А на фиг. 2;
на фиг. 4 - разрез Б-Б на фиг. 2;
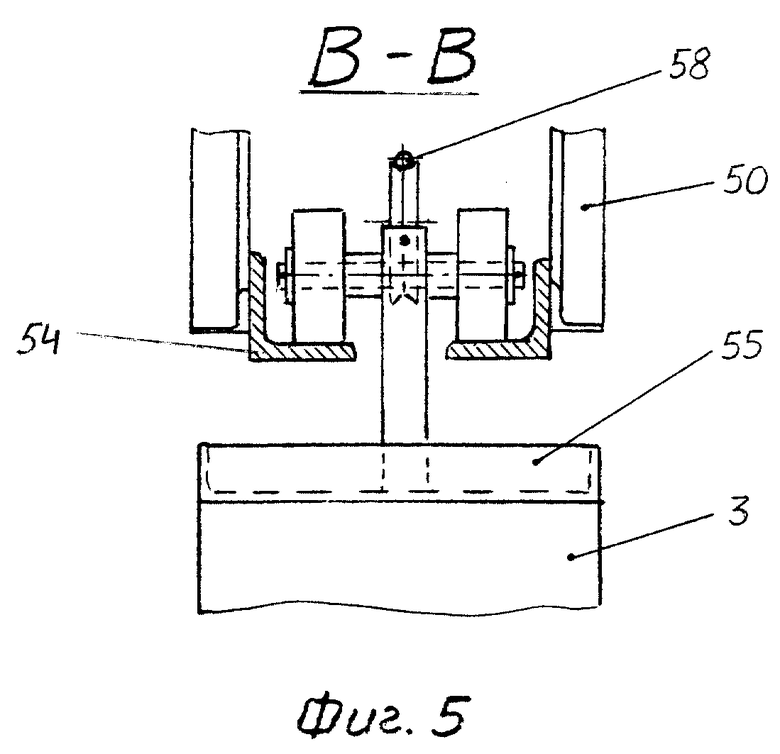
на фиг. 5 - разрез В-В фиг. 1;
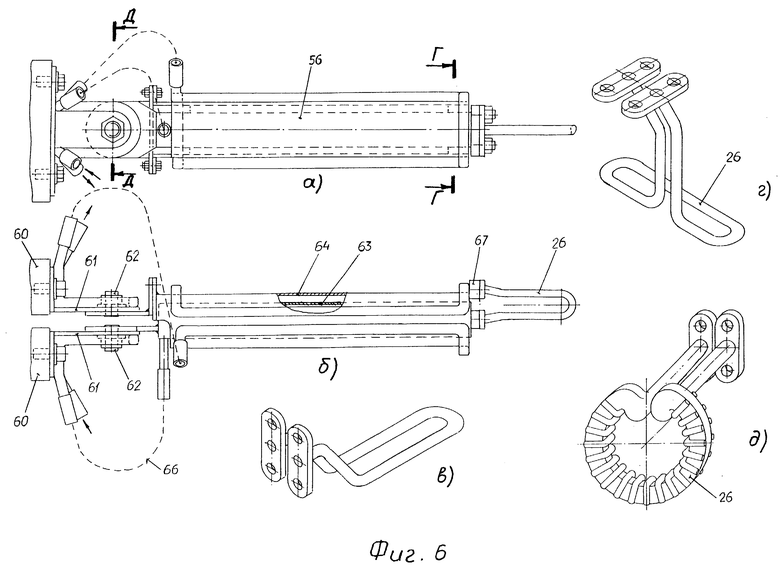
на фиг.6,а - кооксиал, вид сверху;
б - то же, вид сбоку;
в - индуктор для наплавки плоских поверхностей;
г - индуктор для наплавки плоскоцилиндрических поверхностей;
д - индуктор для наплавки внутренних сферических поверхностей;
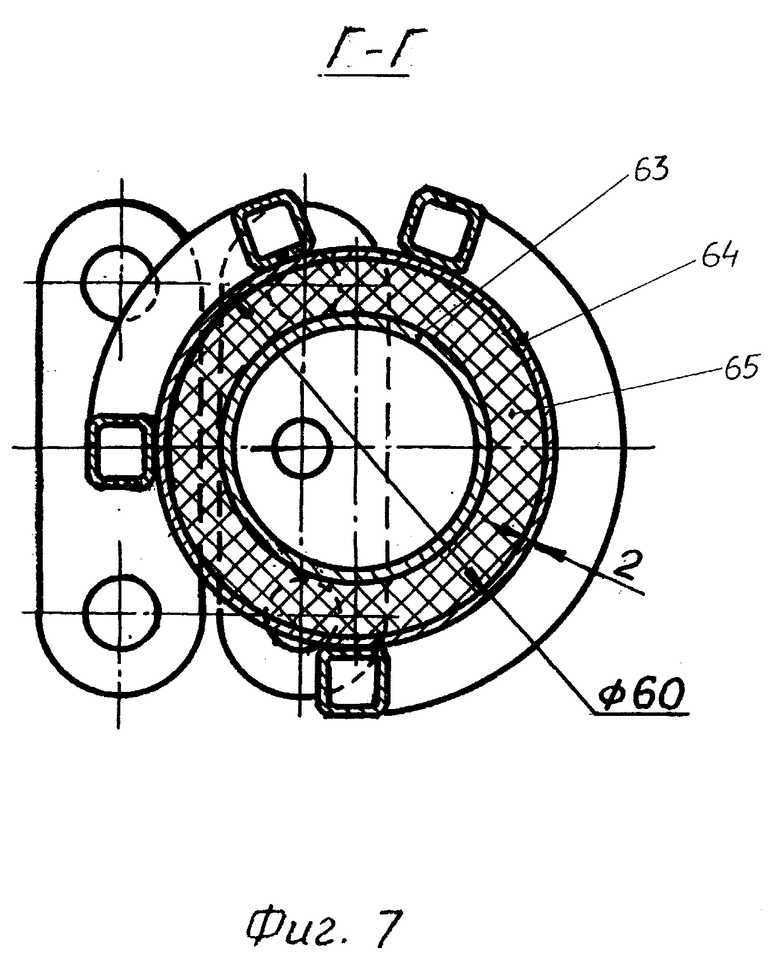
на фиг. 7 - разрез Г-Г фиг. 6;
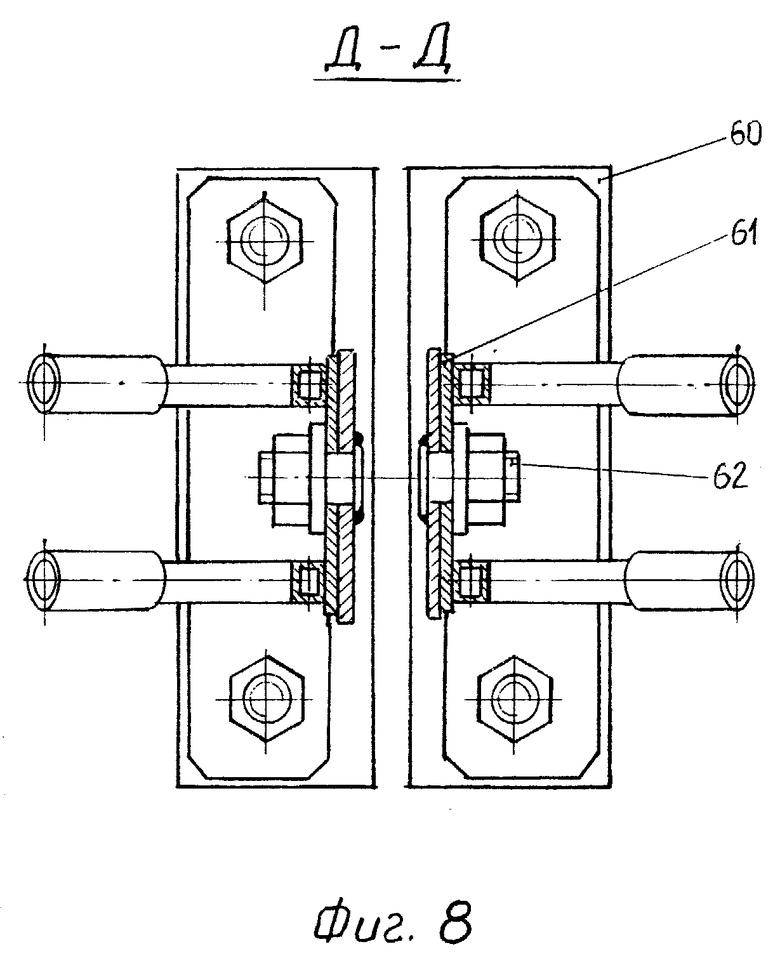
на фиг. 8 - разрез Д-Д фиг. 6;
на фиг. 9 - вид Е фиг. 1
Установка состоит из колонны 1, которая кренится фундаментными болтами к полу цеха и манипулятора 2 (см. фиг. 1). Колонна 1 комплектуется высокочастотным генератором ВЧГ 9-60/0,44 с выносным блоком контуров 3.
Манипулятор для индукционной наплавки представляет собой опорную тележку 4 (см. фиг. 2, 3), на которой установлена каретка 5 с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, перпендикулярной движению опорной тележки. Это перемещение осуществляется (см. фиг. 4) посредством гайки 6, закрепленной на каретке 5 и связанной с винтовой передачей 7. Вращение винта 7 осуществляют через цепную передачу 8 посредством маховика 9.
На каретке 5 жестко закреплены вертикальные стойки 10, в направляющих 11 которых установлена ось 12 с механизмами подъема и поворота стола 13.
Механизм вращения 14 стола смонтирован на каретке 5 и осуществляется от электродвигателя 15 постоянного тока (см. фиг. 2, 4). Под опорной поверхностью опорно-поворотного стола 13 между кольцами 16 закреплена ведомая шестерня 17, которая входит в зацепление (см. фиг. 2) с ведущей шестерней 18, последняя также с двух сторон удерживается, как в направляющих, кольцами 16. Ось 19 ведущей шестерни 18 установлена в направляющей втулке 20, которая закреплена в корпусе 21, с возможностью вращения и вертикального перемещения по скользящей шпонке 22. Далее, через открытую передачу шестерен 23 червячного индуктора 24 и муфты 25 (см. фиг. 4) соединяется с электродвигателем 15 для осуществления поворота стола 13 с регулируемым числом оборотов для установки требуемой скорости вращения при наплавке.
Механизм подъема стола 13 относительно индуктора 26, для регулирования высоты уровня плоскости наплавки, осуществляется путем реверсирования вращения электродвигателя 27 (см. фиг. 3). С помощью червячного редуктора 28 и зубчатой передачи 29 вращение передается на винт 30. Последний взаимодействует с гайкой 31, установленной шарнирно на рычаге 32 (см. фиг. 2), смонтированном на каретке 5 с возможностью качания на оси 33 (см. фиг. 3). На рычаге 32 установлен опорный ролик 34. Контакт ролика с нижним торцом оси 12 подъемно-поворотного стола 13 осуществляется от усилия, создаваемого весом стола с установленным на нем вращателем 35 с наплавляемым изделием 36.
На горизонтальной опорной поверхности стола 13 смонтирован упомянутый вращатель 35 со сменным кантователем 37 для установки и закрепления в них различных крупногабаритных изделий 36 (соответственно надрессорной балки (см. фиг. 2), боковой рамы тележки грузового вагона (см. фиг. 1)).
Вращатель 35 выполнен в виде опорных роликов 38 (см. фиг. 2, 3), два из которых соединены общей осью 39 и являются ведущими. Привод вращения роликов 38 осуществляется вращением маховика 40 через коническую зубчатую передачу 41. На опорные ролики, как в призму, установлен кантователь 37, который представляет собой два вертикально установленных диска-ложемента, каждый из которых выполнен из двух полуколец 42 и 43 с посадочными местами 44 для наплавляемого изделия 36.
Каждое полукольцо обоих дисков попарно жестко связаны между собой посредством уголков 45 и снабжены петлями 46 (см. фиг. 3) с одной стороны и зажимами 47 (см. фиг. 2), скрепляющими обе половины кантователя между собой, с другой стороны.
На колонне 1 (см. фиг. 1), выполненной в виде сварной конструкции, смонтирована вертикальная направляющая 48, по которой на роликах 49 имеет возможность перемещения консоль 50 от привода 51 при намотке троса 52 на барабан 53 или размотке с него.
По консоли 50 (см. фиг. 5) в направляющих 54 имеет возможность перемещения каретка 55, к которой подвешен наплавочный аппарат, а именно выносной блок контуров 3 ВЧ генератора с кооксиалом 56 (токоподвод). Перемещение блока 3 по консоли 50 осуществляется посредством привода 57 при намотке троса 58 на барабан 59 или размотке с последнего.
К блоку 3 ВЧ генератора посредством контактных пластин 60 крепят водоохлаждаемые щетки 61 (см. фиг. 6 а, б). На щечках 61 (см. фиг. 8) шарнирно посредством осей 62 устанавливают кооксиал 56 (токоподвод). Последний выполнен в виде двух водоохлаждаемых трубок 63, 64 (см. фиг. 7), соосно расположенных одна в другой и изолированных друг от друга посредством изолятора 65. Гибкий шланг 66 подает воду в трубки 63, 64. С противоположной стороны кооксиал 56 снабжен контактами 67, к которым крепятся сменные головки индукторов 26 (см. фиг. 6 б). В зависимости от наплавляемых поверхностей они могут быть различной формы (см. фиг. 6 в, г, д).
Работа установки осуществляется следующим образом.
Для упрочнения индукционно-металлургическим способом наплавки поверхностей надрессорной банки (см. фиг. 2) или боковой рамы тележки грузового вагона (см. фиг. 1), т.е. изделие 36, предварительно готовят манипулятор 2 под загрузку изделия. При этом манипулятор 2 выводят из-под зоны колонны 1, откатывая опорную тележку 4. Раскрывая зажимы 47, раскрываем кантователь 37, отбрасывая верхние полукольца 42, под загрузку изделия 36 на опорные поверхности 44 (см. фиг. 3). Затем закрываем кантователь 37 и фиксируем зажимы 47. Насыпаем шихту на наплавляемые поверхности и подкатываем тележку 4 в зону действия наплавки. Вручную, вращая маховик 9, смещают каретку 5, подводя поверхность наплавки под индуктор 26. Включают электродвигатель 27 механизма подъема поворотного стола 13, при этом вращением винта 30, входящего в зацепление с гайкой 31, кинематически связанной с рычагом 32 (см. фиг. 2), несущим опорный ролик 34, который толкает опорную поверхность оси 12. При этом осуществляют подъем или опускание поворотного стола 13 с кантователем 37 и изделием 36, выставляя требуемый зазор между упрочняемой поверхностью с шихтой и индуктором 26, кроме того, электродвигатель 27 имеет возможность реверсирования, что обеспечивает точность установки зазора.
В зависимости от наплавляемой поверхности изделия 36 проектируют, а затем изготавливают заданной формы и размеров индуктор (см. фиг. 6 в, г, д). Индуктор 26 закрепляют на кооксиале 56. Благодаря шарнирному соединению с корпусом выносного блока 3 ВЧ генератора индуктор может осуществлять наплавку поверхностей под углом более чем 100o (см. фиг. 9).
Приводом 37 подводят блок 3 с индуктором 26 в зону наплавки (см. фиг. 1). Включают ВЧ генератор, греют поверхность изделия с шихтой до расплавления участка под индуктором, а затем включают электродвигатель 15 (см. фиг. 4) механизма вращения стола 13, который через червячный редуктор 24, шестерни 23, шпонку 22 передает вращение оси 19 с шестерней 18. Последняя, в свою очередь, входит в зацепление с ведомой шестерней 17, жестко связанной с осью 12, вращая ее со столом 13 с заданной скоростью, которая соответствует скорости наплавляемой поверхности (см. фиг. 2). Для того чтобы опустить или поднять стол, включают реверс электродвигателя 27 (см. фиг. 3). При этом при подъеме стола (или опускании) направляющие кольца 16 заставляют шестерню 18 с осью 19 перемещаться по скользящей шпонке 22 в направляющей втулке 20.
После наплавки верхних поверхностей на изделии 36, вращением маховика 40, через коническую передачу 41 вращают ведущие опорные ролики 38 и контователь 37 разворачивают таким образом, что не наплавленные поверхности располагались вверху в горизонтальной плоскости (см. фиг. 1, 2).
Затем весь технологический процесс повторяется. Перемещают тележку 4 и каретку 5, подводя наплавляемые поверхности в зону наплавки, насыпают шихту, при необходимости поднимают или опускают стол 13 посредством включения электродвигателя 27. Меняют индуктор 26, т.к. для каждой поверхности он разный.
При наплавке поверхности подпятника надрессорной балки используют электромеханический привод вращения 15 стола 13. А при наплавке четырех наклонных поверхностей под клин Ханина в надрессорной балке и поверхности зева (см. фиг. 1) в боковой раме грузовой тележки используют ручной поворот вращателя 35 вокруг оси 12, медленно перемещая каретку 5 маховиком 9. Таким образом, производят наплавку сложных поверхностей крупногабаритных изделий железнодорожного транспорта. Производя наплавку изделия с одной стороны, его вручную разворачивают на вращателе 35 с кантователем 37 и подводят поверхность с другого конца изделия 36 в зону наплавки.
По окончании наплавки выносной блок 3 с индуктором 26 отводят от изделия 36. Тележку 4 откатывают от генератора ВЧ, раскрывают зажимы 47, открывают кантователь 37 и с помощью кран-балки снимают с дисков-ложементов и переносят в место складирования.
Использование установки для упрочнения индукционной наплавкой в промышленности за счет каретки манипулятора, выполненной с мощными стойками и направляющими, позволяет удерживать ось поворотного стола, совершающего подъем и поворот благодаря соответствующим механизмам, нести вращатель со сменным кантователем под установку крупногабаритных, со сложными поверхностями наплавки, тяжеловесных изделий, типа надрессорной балки и боковой рамы тележки грузового вагона.
Осуществляя упрочнение и восстановление таких изделий на установке, используя кооксиал и сменные индуктора, расширяются не только технологические возможности установки, а также производительность наплавки сложных по конфигурации крупногабаритных изделий тяжелого машиностроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| СПОСОБ ЗАЩИТЫ И ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1998 |
|
RU2124975C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2173244C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1997 |
|
RU2120363C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154561C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 2000 |
|
RU2173246C1 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 2000 |
|
RU2192947C2 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |




Установка может быть использована для упрочнения или восстановления поверхностей деталей железнодорожного транспорта, а именно надрессорной балки и боковой рамы тележки грузового вагона. Установка включает наплавочный аппарат с индуктором и манипулятор для изделия. На тележке манипулятора с возможностью возвратно-поступательного перемещения установлена каретка с поворотным столом, вращателем и механизмами его поворота и подъема. В направляющих стоек каретки закреплена ось с возможностью подъема, опускания и вращения. Ось кинематически связана с механизмами поворота и подъема стола. Вращатель выполнен со сменным кантователем, из двух вертикально установленных дисков-ложементов. Каждый из дисков состоит из двух половин с посадочными местами под наплавляемое изделие и жестко связанных между собой попарно. Механизм подъема стола снабжен реверсивным двигателем. На колонне с возможностью перемещений закреплена консоль с кареткой для осуществления возвратно-поступательных перемещений наплавочного аппарата с индуктором. Токоподвод контурного блока ВЧ генератора шарнирно закреплен на его корпусе с возможностью поворота к наплавляемой поверхности на угол более чем 100o и имеет водоохлаждаемую систему. Возможна смена индукторов в зависимости от формы наплавляемой поверхности. Установка позволяет расширить технологические возможности при наплавке крупногабаритных изделий со сложными поверхностями наплавки. 5 з.п. ф-лы, 9 ил.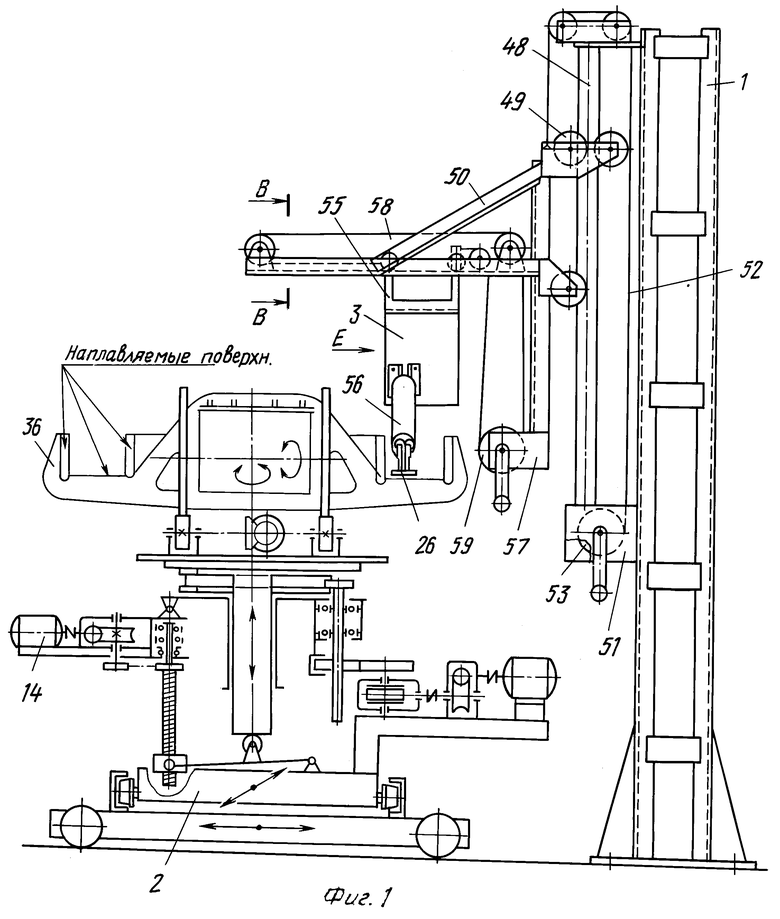
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХи | 0 |
|
SU261134A1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ТЯЖЕСТИ ЯЗВЫ РОГОВИЦЫ | 2019 |
|
RU2718565C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ОСНОВЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125620C1 |
