П
4
П38ПЗЗ -. НО
nil I
1
«
i
(О С
рабочих вертикальных печных канала 4, 5, заполненных НИ, снабженных опорными подвижными элементами 6, 7 и емниками 10, 11 НИ, средство 17 для горизонтального перемещения НИ из од- ного канала в другой в верхней части установки, состоящее из двух шагаюищх рам 38, 39, транспортер 21 с шагом опор 35 НИ, кратным расстоянию между осями каналов 4,, 5. Каждый НИ выпол- ;ней из жаропрочного материала в виде 1 рамного каркаса 25 с направляющими I выступами 26, элементами 27 сцепле-
ния и решетчатым вилкообразным поддоном 28. Перемещение НИ осуществляется в вертикальной плоскости по замкнутому контуру по двум вертикальным участкам рабочих каналов 4, 5, в которых НИ размещены в виде стоп 29, 30, 31, 32, разделенных по температурным зонам и опирающихся на опорные подвижные элементы 6, 7 по верхнему горизонтальному участку 33 при помощи средства 17 и по нижнему горизонтальному участку с транспортером 21. 1 3.п. ф-лы, 3 ил,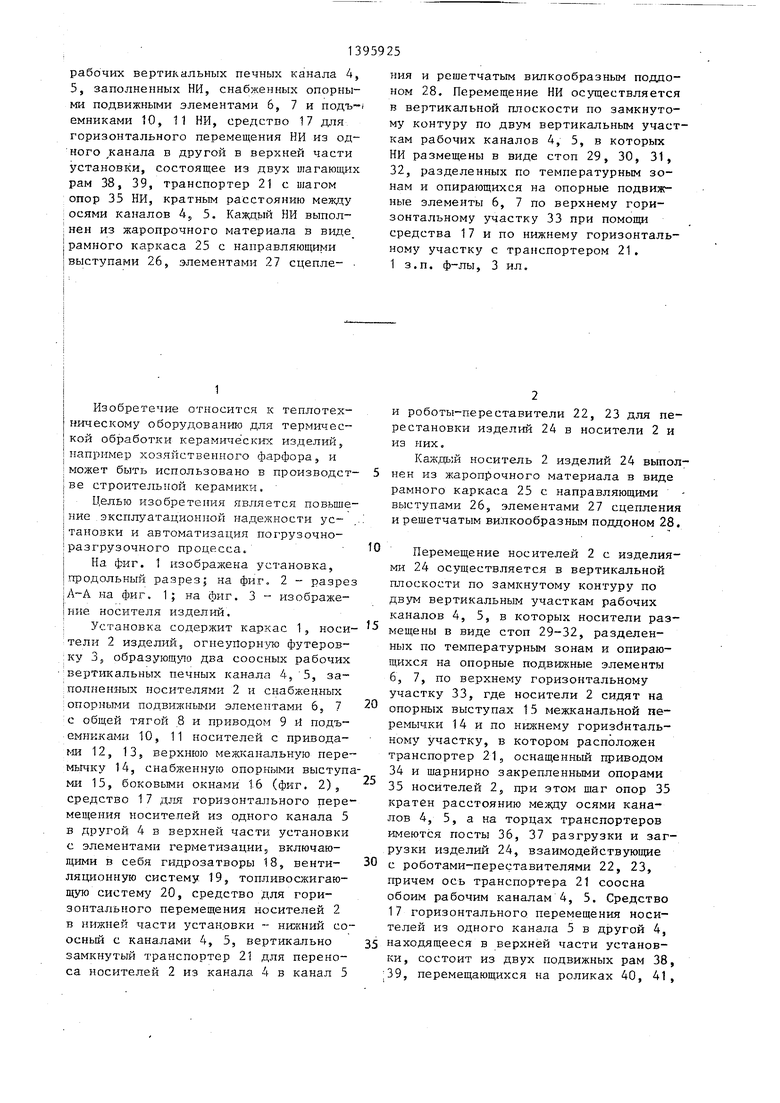
Из.обретение относится к тепло- техническому оборудованию для термической обработки керамических изделий и позволяет повысить эксплуатационную надежность установки и автоматизировать погрузочно-разгрузочные работы на ней. Установка содержит каркас 1, носр1тели издел1ш (НИ) 24, огнеупорную футеровку 3, образующую два соосных
1
Изобретение относится к теплотехническому оборудованию для термической обработки керамических изделий, например хозяйственного фарфора, и 1 может быть использовано в производст- I не строительной керамики. I Целью изобретения является повьшге- ние эксплуатационной надежности ус- тановки и автоматизация погрузочно- разгр.узочного процесса.
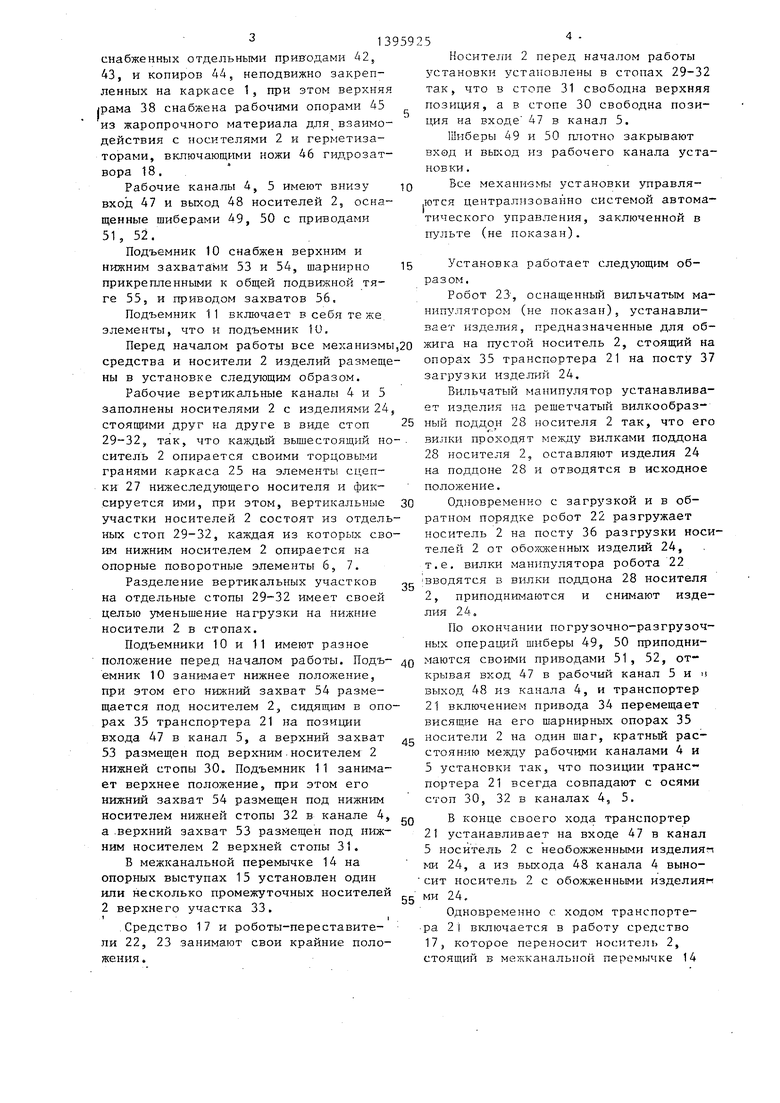
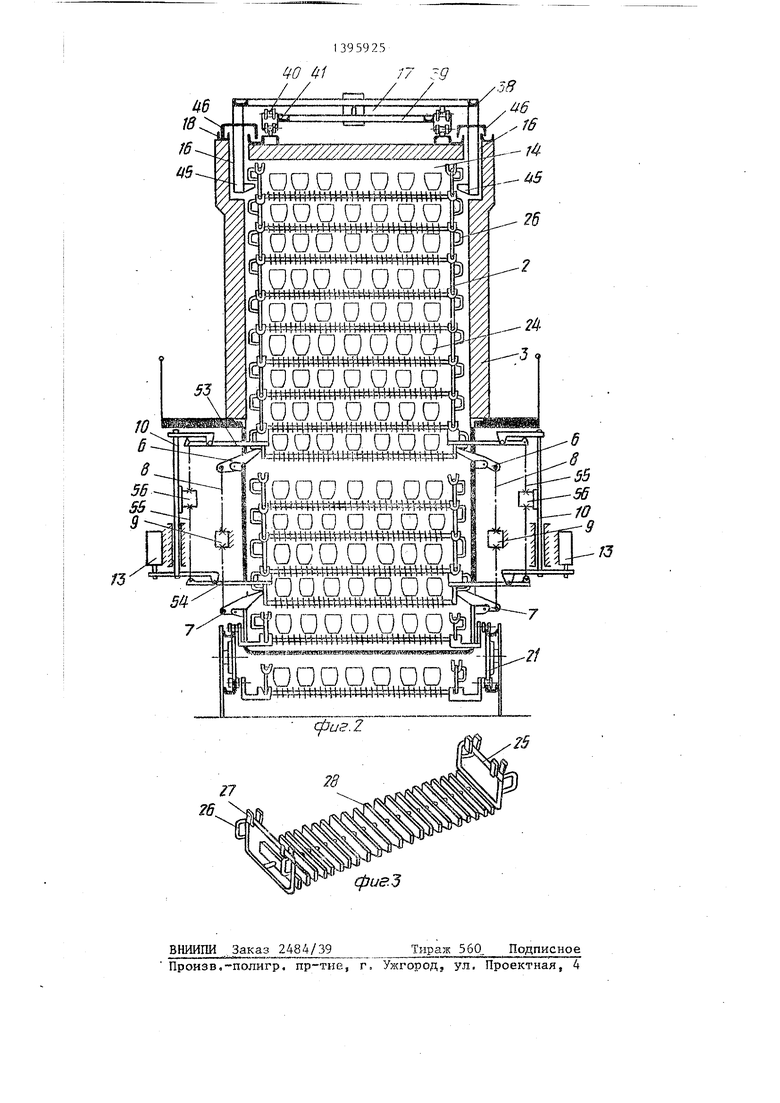
На ф-иг. 1 изображена установка, .продольный разрез| на фиг, 2 разрез на фиг. 1; на фиг. 3 - изображе- 1 ние носителя изделий, ; Установка содержит каркас 1, носи- тели 2 изделий, огнеупорн ую футеров- : ку 3, образующ ао два соосных рабочих :вертикальных печных канала 4, 5, заполненных носителями 2 и снабженных :опорньми подвижными элвментами 6, 7 с общей тягой 8 и приводом 9 и подъемниками 10, 11 носителей с приводами 12, 13, верхнюю межканальную перемычку 14, снабженную опорными выступами 15, боковыми окнами 16 (фиг. 2), средство 17 для горизонтального перемещения носите.пей из одного канала 5 в другой 4 в верхней части установки с элементами герметизации, включающими в себя гидрозатворы 18, вентиляционную систему 19, топливосжигаю- щую систему 20, средство для горизонтального перемещения носителей 2 в нижней части устан.овки - нижний со- осный с каналами 4, 5, вертикально замкнутый транспортер 21 для переноса носителей 2 из канала 4 в канал 5
и роботы-переставители 22, 23 для перестановки изделий 24 в носители 2 и из них.
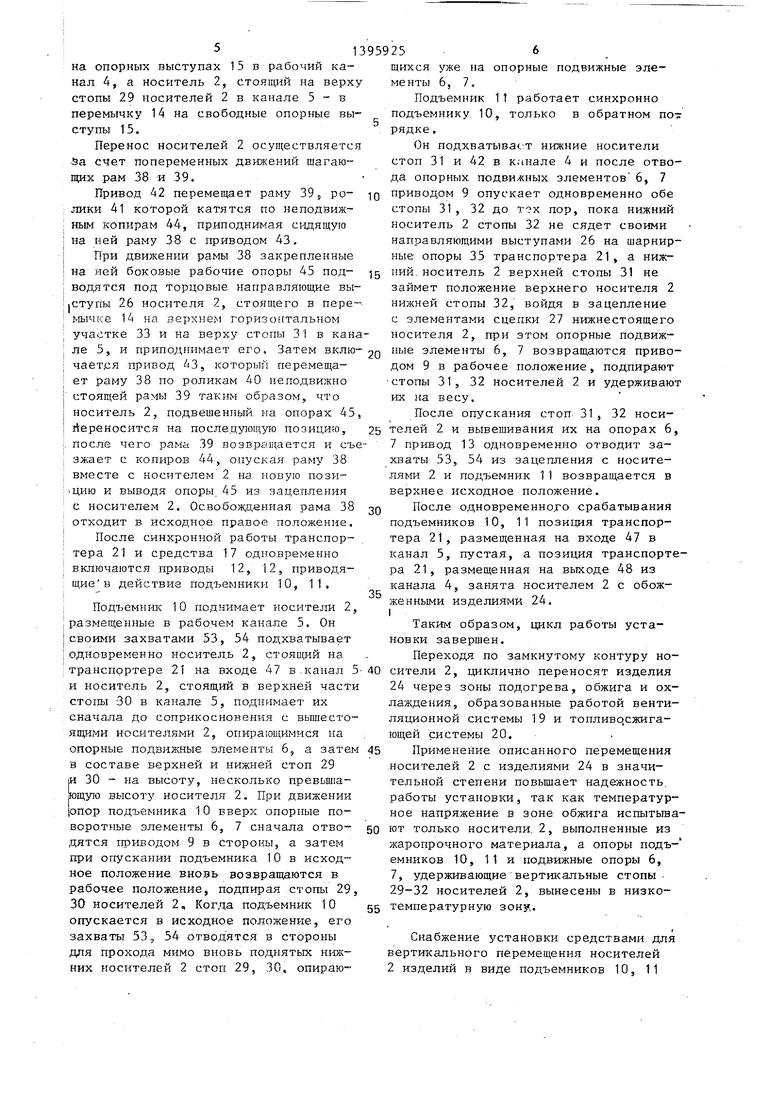
Каждьш носитель 2 изделий 24 выпол- 5 нен из жаропрочного материала в виде рамного каркаса 25 с направляющими выступами 26, элементами 27 сцепления и решетчатым вилкообразным поддоном 28.
Перемещение носителей 2 с изделиями 24 осуществляется в вертикальной плоскости по замкнутому контуру по двум вертикальным участкам рабочих каналов 4, 5, в которых носители раз- мещены в виде стоп 29-32, разделенных по температурным зонам и опирающихся на опорные подвижные элементы 6, 7, по верхнему горизонтальному участку 33, где носители 2 сидят на
опорных высту.пах 15 межканальной перемычки 14 и по нияшему горизднталь- ному участку, в котором расположен транспортер 21., оснащенный приводом
34и шарнирно закрепленными опорами
35носителей 2, при этом шаг опор 35 кратен расстоянию между осями каналов 4, 5, а на торцах транспортеров имеются посты 36, 37 разгрузки и загрузки изделий 24, взаимодействующие
0 с роботами-переставителями 22, 23, причем ось транспортера 21 соосна обоим рабочим каналам 4, 5. Средство 17 горизонтального перемещения носителей из одного канала 5 в другой 4,
5 находящееся в верхней части установки, состоит из двух подвижных рам 38, |39, перемещающихся на роликах 40, 41,
5
313
снабженных отдельными принодами 42, 43, и копиров 44, неподвижно закрепленных на каркасе 1, при этом верхняя |рама 38 снабжена рабочими опорами 45 из жаропрочного материала для взаимодействия с носителями 2 и герметизаторами, включающими ножи 46 гидрозатвора 18.
Рабочие каналы 4, 5 имеют внизу вход 47 и выход 48 носителей 2, оснащенные шиберами 49, 50 с приводами 51, 52.
Подъемник 10 снабжен верхним и нижним захватами 53 и 54, шарнирно прикрепленными к общей подвижной тяге 55, и приводом захватов 56,
Подъемник 11 включает в себя те же. элементы, что и подъемник 10.
Перед началом работы все механизмы средства и носители 2 изделий размещены в установке следующим образом.
Рабочие вертикальные каналы 4 и 5 заполнены носителями 2 с изделиями 24 стоящими друг на друге в виде стоп 29-32, так, что каждый вышестоящий но ситель 2 опирается своими торцовыми гранями каркаса 25 на элементы сцепки 27 нижеследующего носителя и фиксируется ими, при этом, вертикальные участки носителей 2 состоят из отдельных стоп 29-32, каждая из которых своим нижним носителем 2 опирается на опорные поворотные элементы 6, 7,
Разделение вертикальных участков на отдельные стопы 29-32 имеет своей целью уменьшение нагрузки на нижние носители 2 в стопах.
Подъемники 10 и 11 имеют разное положение перед началом работы. Подъ- емник 10 занимает нижнее положение, при этом его нижний захват 54 размещается под носителем 2, сидящим в опорах 35 транспортера 21 на позиции входа 47 в канал 5, а верхний захват 53 размещен под верхним-носителем 2 нижней стопы 30. Подъемник 11 занимает верхнее положение, при этом его нижний захват 54 размещен под нижним носителем нижней стопы 32 в канале 4, а .верхний захват 53 размещен под нижним носителем 2 верхней стопы 31.
В межканальной перемычке 14 на опорных выступах 15 установлен один или несколько промежуточных носителей
2 верхнего участка 33.
1I
Средство 17 и роботы-переставите- ли 22, 23 занимают свои крайние положения .
Носители 2 перед началом работы установки установлены в стопах 29-32 так, что в стопе 31 свободна верхняя позиция, а в стопе 30 свободна позиция на входе 47 в канал 5.
Шиберы 49 и 50 плотно закрывают вход и выход из рабочего канала установки.
Все мexaннз ъi установки управля- .ются централизованно системой автоматического управления, заключенной в пульте (не показан).
Установка работает следующим образом.
Робот 23, оснащенный вильчатым манипулятором (не показан), устанавливает изделия, предназначенные для обжига на пустой носитель 2, стоящий на опорах 35 транспортера 21 на посту 37 загрузки изделий 24.
Вильчатый манипул.ятор устанавливает изделия на решетчатый вилкообраз- ный поддон 28 носителя 2 так, что его вилки проходят между вилками поддона 28 носителя 2, оставляют изделия 24 на поддоне 28 и отводятся в исходное положение.
Одновременно с загрузкой и в обратном порядке робот 22 разгружает носитель 2 на посту 36 разгрузки носителей 2 от обожженных изделий 24, т.е. вилки манипулятора робота 22 ВВОДЯТСЯ в вилки поддона 28 носителя 2, приподн1.1маются и снимают изделия 24.
По окончании погрузочно-разгрузоч- ных операций шиберы 49, 50 приподнимаются своими приводами 51, 52, открывая вход 47 в рабочий канал 5 и п выход 48 из канала 4, и транспортер 21 включением привода 34 перемещает висящие на его шарнирных опорах 35 носители 2 на один шаг, кратный расстоянию между рабочими каналами 4 и 5 установки так, что позиции транс- портера 21 всегда совпадают с осями стоп 30, 32 в каналах 4, 5.
В конце своего хода транспортер 21 устанавливает на входе 47 в канал 5 носитель 2 с необожженными изделиям и 24, а из выхода 48 канала 4 выно- сит носитель 2 с обожженными изделиям и 24.
Одновременно с ходом транспорте- а 21 включается в работу средство 17, которое переносит носитель 2, тоящий в межканальной перемычке 14
на опорных выступах 15 в рабочий канал 4, а носитель 2, стоящий на верху стопы 29 носителей 2 в канале 5 - в перемычку 14 на свободные опорные выступы 15.
Перенос носителей 2 осуществляется За счет попеременных движений шагающих рам 38 и 39.
Привод 42 перемещает раму 39 $ ро- : лики 41 которой катятся по неподвиж- ; ным копирам 44, приподнимая сидящую на ней раму 38 с приводом 43, При движении рамы 38 закрепленные i на ней боковые рабочие опоры 45 под- водятся под торцовые направляющие вы- Iступы 26 носителя 2, стоящего в пере- мычке 14 на верхнем горизонтальном : участке 33 и на верху стопы 31 в кана- ле 5, и приподнимает его, Затем вклю
i чаетря привод 43, который перемеща- : ет раму 38 по роликам 40 неподвижно I стоящей рамы 39 таким образом, что I носитель 2, подвешенный на опорах 45, I переносится на последующую позицию, :. после чего рама 39 возвра1 |;ается и съе ; зжает с копиров 44, опуская раму 38 ; вместе с носителем 2 на, новую пози- ; .цию к выводя опоры 45 из зацепления
с носителем 2. Освобожденная рама 38 : отходит в исходное правое положение. : После синхронной работы транспор- тера 21 и средства 17 одновременно ; включаются приводы 12, 12, приводя- ; щие в действие подъемники 10, 11,
; Подъемник 10 поднимает носители 2, ;размещенные в рабочем канале 5. Он I своими захватами 53, 54 подхватывает 1 одновременно носитель 2, стоящий на : транспортере 21 на входе 47 в .канахх 5- и носитель 2, стоящий в верхней части стоны 30 в канале 5, поднимает их сначала до соприкосновения с вьшесто- ящими носителями 2, опирающимися на опорные пoдвзiжныe элементы 6, а затем в составе верхней и нижней стоп 29 |И 30 - на высоту, несколько превьша- рощую высотз носителя 2. При движении рпор подъемника 10 вверх опорные поворотные элементы 6, 7 сначала отводятся приводом 9 в стороны, а затем при оггускании подъемника 10 в исходное положение вновь возвращаются в рабочее положение, подпирая стопы 29, 30 носителей 2, Когда подъемник 10 опускается в исходное положение, его захваты 53, 54 отводятся в стороны для прохода мимо вновь поднятых нижних носителей 2 стоп 29, 30, опираю
-
10
15
3959256
щихся уже на онорные подвижные эле- ме нты 6,7.
Подъемник 11 работает синхронно подъемнику 10, только в обратном пот рядке.
Он подхватывает нижние носители стоп 31 и 42 в канале 4 и после отвода опорных подвижных элементов 6, 7 приводом 9 опускает одновременно обе стопы 31 , 32 до пор, пока нижний носитель 2 стопы 32 не сядет своими направляющими выступами 26 на шарнирные опоры 35 транспортера 21, а нижний, носитель 2 верхней стопы 31 не займет положение верхнего носителя 2 нижней стопы 32, войдя в зацепление с элементами сцепки 27 нижнестоящего носителя 2, при этом опорные подвиж- Hfjie элементы 6, 7 возвращаются приводом 9 в рабочее положение, подпирают стопы 31, 32 носителей 2 и удерживают их на весу.
После опускания стоп 31, 32 носи- 25 телей 2 и вывешивания их на опорах 6, 7 привод 13 одновременно отводит за- 53, 54 из зацепления с носителями 2 и подъемник 11 возвращается в верхнее исходное положение.
После одновременно.го срабатывания подъемников 10, 11 позиция транспортера 21, размещенная на входе 47 в
20
30
5
0
5
0
5
канал 5, пустая, а позиция транспортера 21, размещенная на выходе 48 из канала 4, занята носителем 2 с обожженными изделиями 24. I
Таким образом, цикл работы установки завершен.
Переходя по замкнутому контуру носители 2, циклично переносят изделия 24 через зоны подогрева, обжига и охлаждения, образованные работой вентиляционной системы 19 и топливо.сжига- ющей системы 20,
Применение описанного перемещения носителей 2 с изделиями 24 в значительной степени повьшает надежность, работы установки, так как температурное напряжение в зоне обжига испытьша- ют только носители. 2, выполненные из жаропрочного материала, а опоры подъ- емников 10, 11 и подвижные опоры 6, 7, удерживающие вертикальные стопы. 29-32 носителей 2, вынесены в низкотемпературную зону,.
Снабжение установки средствами для вертикального перемещения носителей 2 изделий в виде подъемников 10, 11
71
с захватами 53, 54 стоп 29-32, разделенных по температурным участкам рабочих каналов 4 и 5 средством 17 для горизонтального перемещения носителей 2 изделий 24 в верхней части установки и транспортером 21, имеющими индивидуальные приводы 34, 42, 43, и взаимодействие этих средств позволяет автоматизировать погрузочно-раз груЗочные работы на ней.
Деление вертикального участка на стопы 29-32 носителей 2 позволяет снизить нагрузки на нижние носители 2 стоп 30, 32.
В установке соблюдена высокая степень герметизации рабочих каналов 4, 5, что сказывается на стабильности автоматического управления процессом обжига.
Носители снабжены направляющими выступами 26, служащими для ориентации посадки их друг на друга, и надежными элементами сцепления 27 их друг с другом в стопах 29-32, что также повышает надежность установки,
Формула изобретения
959258
изделий в верхней части установки и расположенный в нижней части установки транспортер с опорами носителей, отличающаяся тем, что, с целью повьшения эксплуатационной надежности и автоматизации погрузочно- раз-грузочного процесса, носители изде- 1шй размещены в каждом рабочем кана- 10 ле в виде двух расположенных одна над другой стоп, опирающ11хся на опорные подвижные элементы, средства для вертикального перемещения носителей изделий выполнены в виде подъемников с
15 захватами, установленных в нижней части каждого рабочего канала, средство для горизонтального перемещения носителей изделий в верхней части устаг новки выполнено в виде шагающей рамы
20 с рабочими опорами из жаропрочного материала и герметизаторами, при этом транспортер в нижней части установки выполнен вертикально замкнутым и размещен соосно с рабочими каналами, а
25 опоры носителей на транспортере размещены с шагом, кратным расстоянию меяэду осями рабочих каналов.
оЬ .
W fil AZ.ra
...000. ,
,рШ ШФЙ4Ф 4Ф№-ШФтт44ФЖ И 1
fc
St dfefrmtrtt tntttf
о 0 0 0 о
6
ж
Щ444ФЖ4
OOQOOnC
:ША рЙЬД44 Ш 4 :ЖД41ЦШ:
РИ4444Ф1Фт
ОООПОО
}:даФШФЖФШФФЖФт
ооопош
,.
0000 О ПО
H-4:t w m « fcmsk
О оЛшЗР
- ttj mtt trnMODD о QPO,
,
осооооо,
ФИ ФтшшФШФШФт тФй, гп п п. п п m Г1&
..j......io:(.,
::Йй4Ф1Ш т т
сшошшо
ффф ф фЦФ|ф 4ФНФЖФ
m Si S SrKm S S SSff S S S &fS№S Si №S№KSS
г (- г™ /-1 РУ1 ФШ4 ШФШ-4ФИ Щ ШФШ
П
фие.Ъ
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Установка для термообработки штучних изделий | 1974 |
|
SU557243A1 |
