Изобретение относится к способам изготовления многогранных прецизионных зеркал из металлов, применяемых: для сканирования лазерных пучков в системах отображения информации, в системах записи ТВ-изображения.на кинопленку и т.п.
Цель изобретения - повышение точности изготовления.
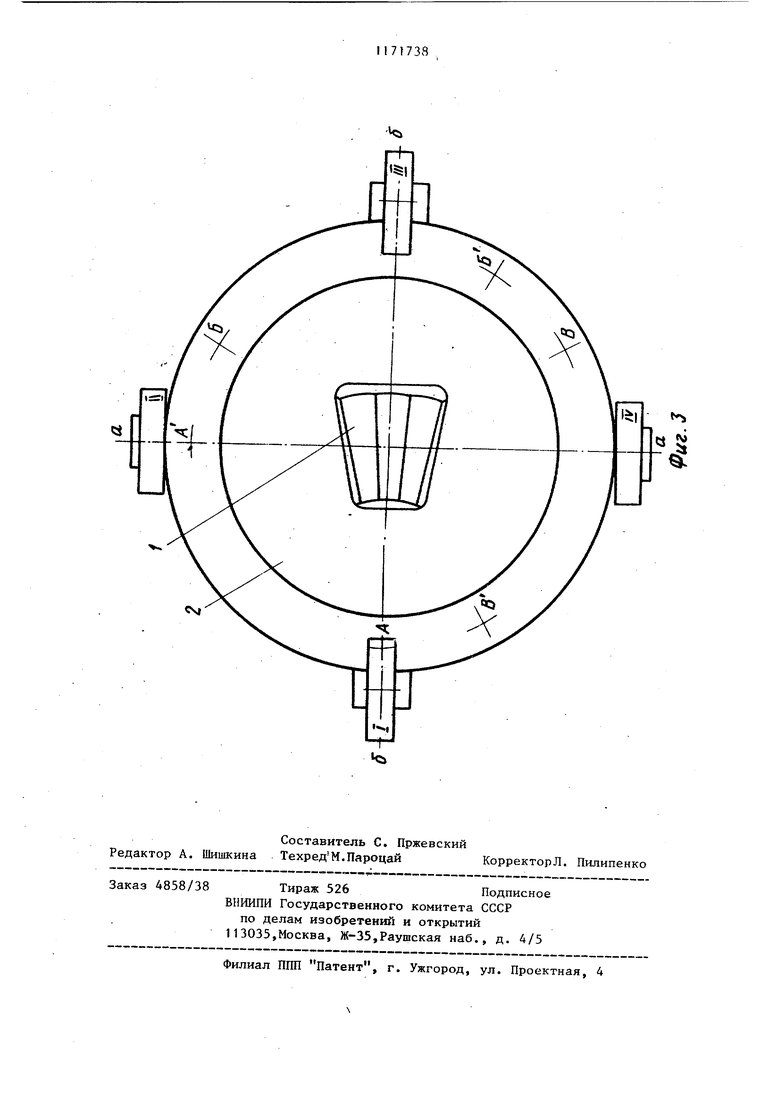
На фиг. 1 изображена схема наклона базового элемента относительно плоскости грани полигонального зеркала; на фиг.2 - схема расположения базового элемента с индикатором при исправлении погрешностей двугранных углов полигонального на фиг.З то же, при исправлении погрешностей угла пирамидальности граней полигонального зеркала.
Способ изготовления полигональных зеркал осуществляется в следзпощей последовательности.
Заготовку полигонального зеркала 1 соединяют с .базовым элементом 2 на общем основании 3 без контакта между ними. Это достигается тем, что базовый элемент устанавливают на шести подвижных опорах 4, а зеркало закрепляют жестко на основании. Затем плоскость базового элемента выставляют в одной плоскости с плоскостью грани посредством вращения трех опор 4 (АБВ или АБ В ). Контроль точности совмещения производят лекальной
линейкой и окончательно интерференционным методом при помощи пробного стекла или интерферометра.
После этого производят шлифование грани совместно с плоскостью базового элемента до получения качества поверхности на грани, позволяющего проводить автоколлимационный контроль угловых параметров. Таким образом, осуществляют обработку всех граней. Затем производят контроль угловых параметров заготовки и намечают грани, подлежащие исправлению угловых параметров.
Для исправления погрешностей базовый элемент оснащают индикаторами 5 (1, Н, 111, 1У). Исправление погрешностей двугранных углов и угла пирамидальности производят в два приема. Сначала исправляют погрешности двугранных углов. Для этого базовьй элемент 2 устанавливают на трех опорах 4 (АБВ), размещенных симметрично продольной оси грани (б-б) и производят выставку плоскости базового элемента в одной плоскости с плоскостью грани. Затем определяют величину наклона плоскости базового элемента для исправления погрешности двугранного угла.
После проведенных операций снимают индикаторы с базового элемента и производят шлифование.и полировани грани совместно с базовым элементом.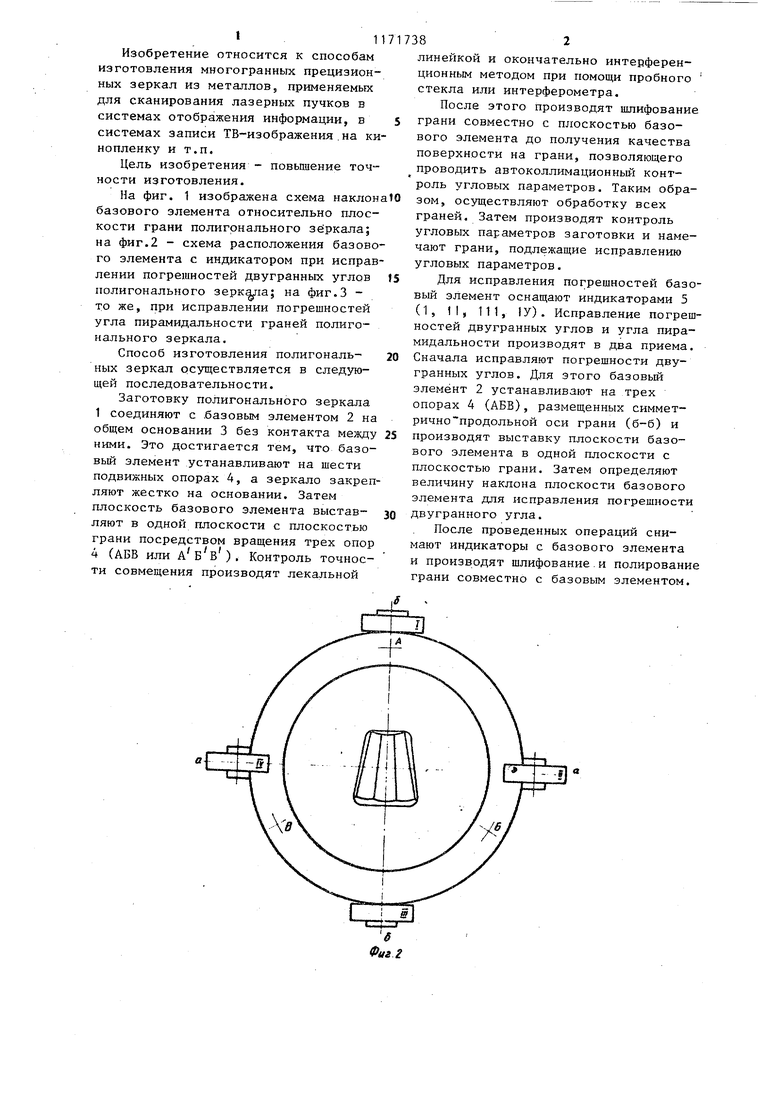
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки полигональных зеркал | 1985 |
|
SU1301657A2 |
| Устройство для обработки полигональных зеркал | 1981 |
|
SU952541A1 |
| Способ измерения углов,образуемых тремя гранями призмы,и устройство для его осуществления | 1985 |
|
SU1250848A1 |
| Способ изготовления поляризационных призм системы аренса | 1970 |
|
SU536974A1 |
| Способ измерения углов между плоскостями моноблока резонатора кольцевого лазера с неплоским оптическим контуром и устройство для его реализации | 2022 |
|
RU2789240C1 |
| Устройство для контроля взаимного расположения поверхностей деталей | 1986 |
|
SU1404794A1 |
| Проточный рефрактометр | 1984 |
|
SU1187029A1 |
| СПОСОБ ДОВОДКИ ОРИЕНТАЦИИ ПОДЛОЖЕК ДЛЯ ЭПИТАКСИИ АЛМАЗА | 2012 |
|
RU2539903C2 |
| Установка для контроля угловых ошибок прямоугольных призм | 1977 |
|
SU619791A1 |
| Устройство для установки многогранных призм | 1980 |
|
SU956248A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИГОНАЛЬНЫХ ЗЕРКАЛ, включающий установку заготовки зеркала на базовом элементе, шлифование, полирование и контроль точности обработки, отличающийся тем л что, с целью повышения точности изготовления, заготовку зеркала с базовым элементом устанавливают на общем основании -с зазором между ними, выставляют плоскости грани заготовки и базового элемента в одной плоскости или с углом между плоскостями на величину погрешности угла пирамидальности или погрешности двугранного угла зс , причем наклон базового элемента осуществляют в плоскостях, совпадающих с осями грани заготовки зеркала, а величину наклона и определяют по показаниям индикаторов, которые устанавливают на базовом элемент по осям грани заготовки зеркала, исходя из соотношения , ел с где R - расстояние от точки пересечения осей грани до оси наконечника индикатора. 00 00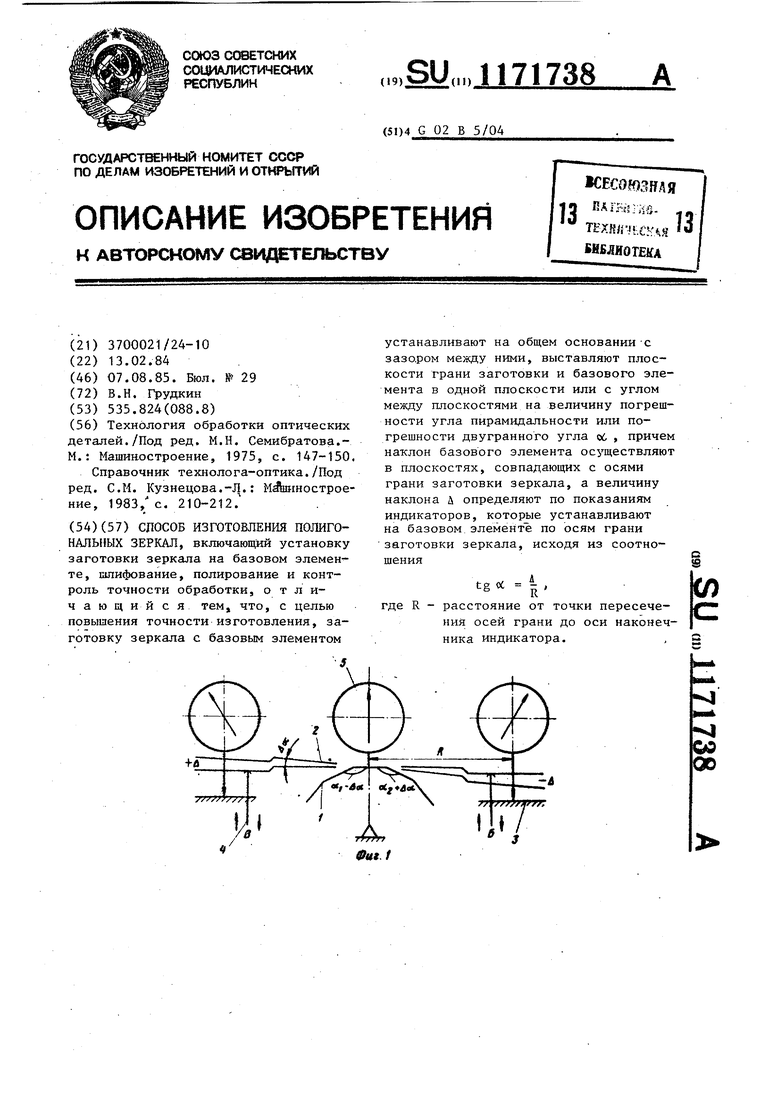
| Технология обработки оптических деталей./Под ред | |||
| М.Н | |||
| Семибратова.М.: Машиностроение, 1975, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| Справочник технолога-оптика./Под ред | |||
| С.М | |||
| Кузнецова.-Л.: М шшостроение, 1983, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
