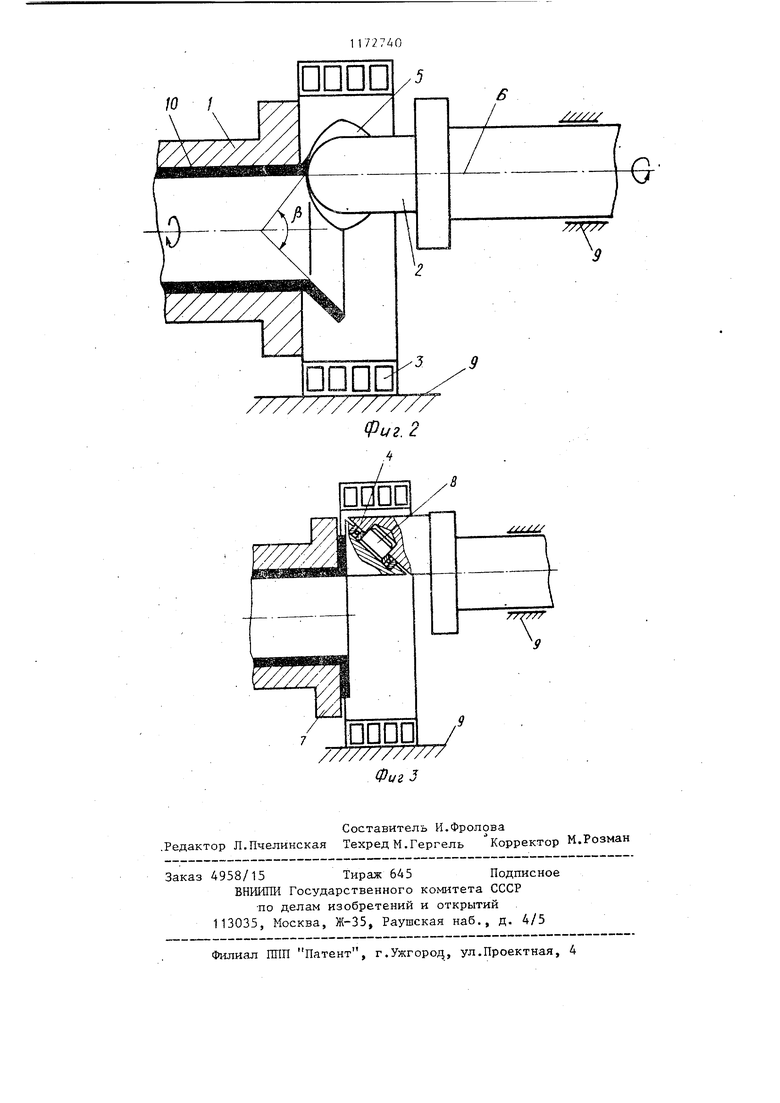
Изобретение относится к переработ ке пластмасс и может быть использова но для получения фланцев на трубчатых заготовках из термопластов. Цель изобретения - упрощение конструкции устройства и улучшение качества изделия. На фиг, 1 показано устройство, начальная стадия отбортовки, продоль ный разрез; на-фиг. 2 - то же, промежуточная стадия; на фиг. 3 - то же окончательная стадия. Устройство содержит зажим 1 заготовки с приводом осевого вращения (не показан),.кронштейн 2 с приводами осевого вращения и перемещения (н показаны) и нагреватель 3. Со стороны зажима 1 к плоскому торцу кронштейна 2 прикреплен основанием с возможностью осевого вращения, на пример, через подшипник 4 прямой круговой конус 5. Кронштейн 2 жестко закреплен на хвостовике 6. Нагреватель 3.расположен между зажимом 1 и хвостовиком 6. Торцовая поверхность кронштейна 2 расположена под углом к оси хвостовика 6, равньш углу ой при основании конуса 5, что обеспечивает параллельность одной из образующих конуса 5 оси хвостовика 6 Угол при вершине конуса 5 должен быть не менее половины угла отбортовки. Для исключения крепления хвос товика б в приводе его осевого вращения с эксцентриситетом конус 6 соединен с кронштейном 2 так, что образующая конуса 5 совпадает с осью хвостовика 6. С целью фиксации оконч тельных размеров изделия предусмотрен калибровочньй бурт 7. расположен ный под заданным углом отбортовки. Для того, чтобы кронштейн 2 имел меньшие габариты в зоне деформации и не мешал процессу отбортовки, подшипник 4 по наружному диаметру запрессован в тело конуса 5, а по внутреннему насажен на ось 8, которая, в свою очередь, запрессована в отверстие кронштейна 2 с его торцовой поверхности. Хвостовик 6. зажим 1 и нагреватель 3 прикреплены на станине 9 устройства. Трубчатую заготовку 10 -из термопласта крепят в зажиме 1, оставляя свободным отбортовываемый участок. С помощью нагревателя 3 греют заготовку 10 до 100-200 С. Вводят внутрь ее на длину отбортовываемого участка конус 5, совмещая его образующую, совпадающую с осью хвостовика 6, с образующей внутренней поверхности заготовки 10 Сфиг. 1), Затем хвостовик 6 с конусом 5 и зажим 1 с заготовкой 10 начинают вращать в противоположных направлениях..Отбортовка заготовки 10 происходит в результате увеличения угла наклона к оси хвостовика 6 образующей конуса 5, находящейся в данный момент времени в очаге деформации (фиг. 2). Максимальный угол у отбортовки (О - 180°) достигается при повороте конуса 5 на 180 (фиг, 3) и равен удвоенному углу при вершине конуса 5, В зависимости от угла поворота конус 5 с углом при вершине 90 позволяет отбортовать заготовку 10 на любой угол/3 0-180 .. Поскольку конус 5 при отбортовке вращающейся заготовки 10 также вращается вокруг своей оси трение между ним и отбортовываемой поверхностью заготовки 10 1-1инимально, что улучшает ка ество изделия вследствие уменьшения шероховатости. Предлагаемое устройство отличается простотой конструкции и меньшей. трудоемкостью изготовления.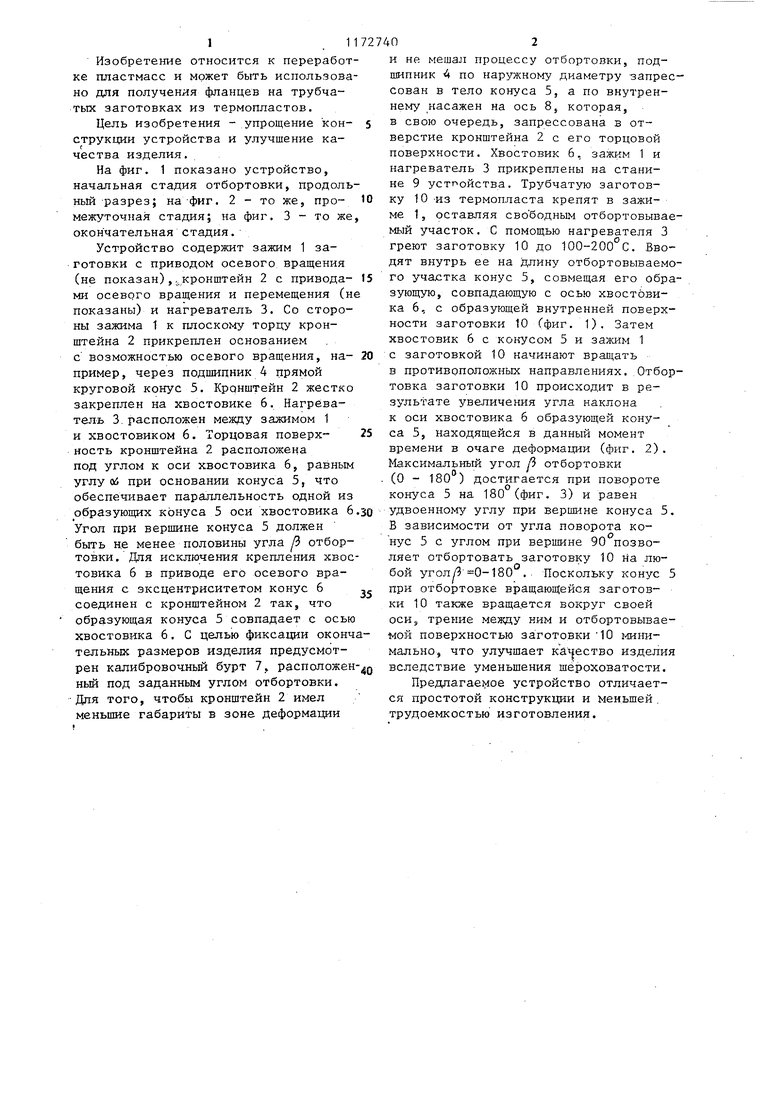
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Инструмент для развальцовки труб | 1982 |
|
SU1147481A1 |
| Инструмент для развальцовки труб | 1978 |
|
SU804108A2 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| Способ изготовления инструмента для ротационной раздачи | 1985 |
|
SU1299674A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ КОНЦОВ ТРУБ | 2006 |
|
RU2327541C2 |
| БЫСТРОЗАЖИМНОЙ ЦАНГОВЫЙ ПАТРОН | 2012 |
|
RU2516202C2 |
| Устройство для развальцовки трубчатых заготовок | 1986 |
|
SU1516191A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ полых изделий из термопластов, сод жащее установленные на станине оди против другого зажим для заготовки связанный с приводом осевого враще Фиг.1 ния, и формующий инструмент с хвостовиком, связанным с приводами осевого перемещения и вращения, отличающееся тем, что, с целью прощения конструкции и улучшения качества изделия, оно снабжено размещенным между зажимом заготовки и хвостовиком формующего инструмента нагревателем, формующий инструмент вьпюлнен в виде конуса, а на хвостовике жестко закреплен кронштейн, на торцовой поверхности которого установлен с возможностью вращения конус, причем торцовая поверхность кронштейна имеет угол наклона, равный углу при основании конуса. ххУУХХ гт S 9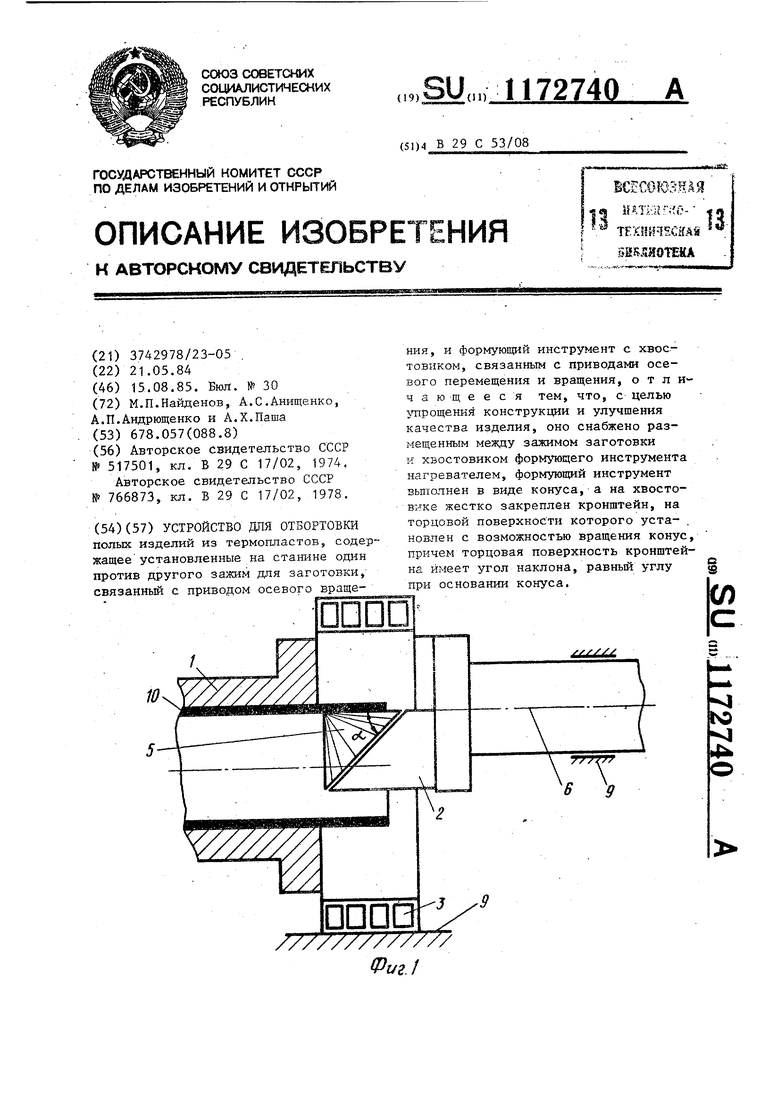
| Способ отбраковки труб из термопластинчатого материала | 1974 |
|
SU517501A1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
