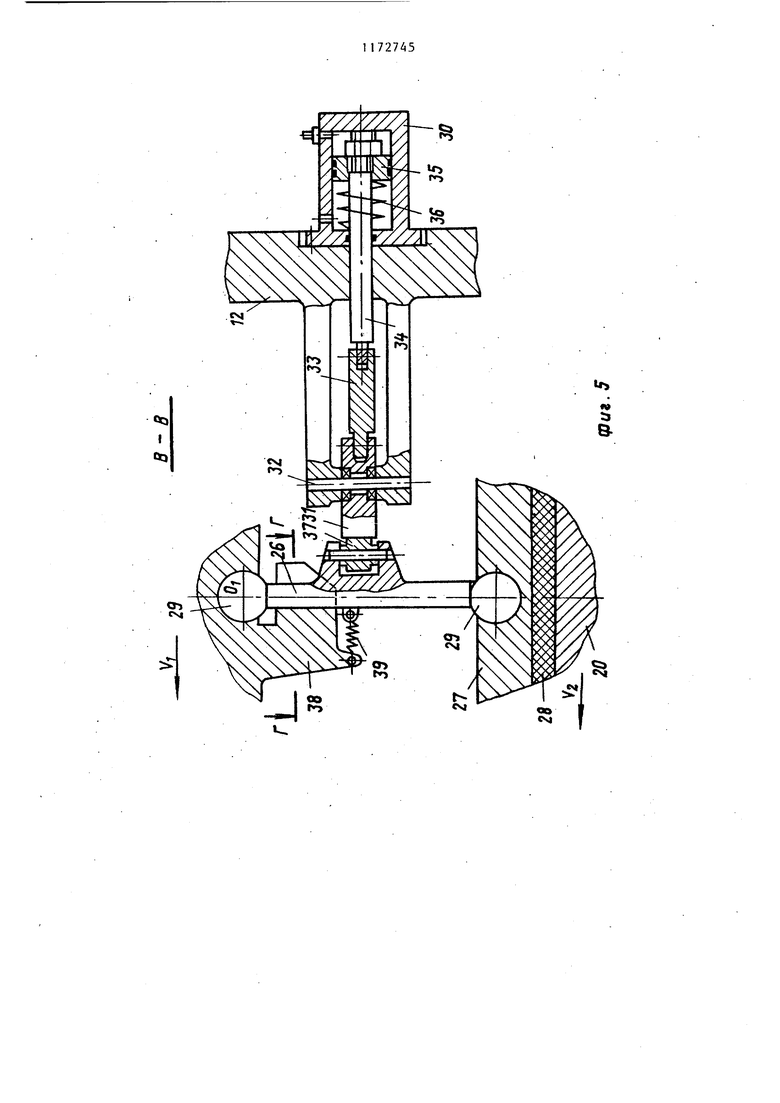
Изобретение относится к области машиностроения, а именно, к констру ции винтовых прессов. Целью изобретения является повышение КПД пресса за счет снижения расхода сжатого воздуха. На фиг. 1 пресс, общий вид, с частичными разрезами; на фиг. 2 - вид по стрелке А на фиг. 1 на фиг. 3 - узел I на фиг 1; на фиг. 4 - разрез Б-Б на фиг. 1} на фиг. 5 и 6 - разрез В-В на фиг. при различных положениях шарнирных серег; на фиг. 7 - разрез Г-Г на фиг. 5; на фиг. 8 - графики изменен ния давления в верхних полостях воз вратных цилиндров; на фиг. 9 пнев матическая схема управления цилиндром муфты, дополнительными и возвра ными цилиндрами; на фиг. Ю - графи ки распределения работ при деформировании заготовки. Винтовой- пресс содержит станину в направляющих 2 которой установлен ползун 3, в котором смонтирована гайка 4, сопряженная с винтом 5. Винт 5 установлен подвижнов подпят нике 6 и подшипнике 7 на станине 1 пресса. Подшипник 7 установлен на станине на втулке 8, которая жестко связана со станиной 1. На верхней части винта 5 закреплена щпицевая втулка 9, которая связана с вин том 5, например, шпоночным соединен ем и закреплена гайкой 10. На втулке 8 на подшипниках 11 установлен маховик 12, ко-горъ клиноременной передачей 13 связан со шкивом 14 электродвигателя 15 закрепленного на станине 1. На маховике 12 установлена управляемая фрикционная муф та, состоящая из ведущего фрикционного диска 16, связанного шлицевым соединением с маховиком 12. На диске 16 закреппены фрикционные наклад ки 17 и 18. Фрикционная накладка 19 закреплена на маховике 12. Со шлице вой втулкой 9 связаны ведомые фрикц OHHbie диски 20 и 21. Диски 16, 20 и 21 подпружинены пружинами таким образом, чтобы при отключенной муфт фрикционные накладки .17 - 19 не соприкасались с дисками 20 и 21 (пруж ны не показаны). На маховике 12 установлен пневмо цилиндр 22, поршень 23 которого шли цевым соединением связан с маховиком 12 и подпружинен через шпильки пружинами 25. С поршнем 23 посредством серег 26 связан дополнительный фрикционный диск 27 с фрикционной накладкой 28. Серьги 26 связаны с поршнем 23 и диском 27 посредством шарниров 29. Серьги 26 имеют такую длину, чтобы при отключенной муфте фрикционная накладка 28 не соприкасалась с диском 20. На маховике установлены дополнительные пневмоцилиндры 30 и секторы 31, имеющие возможность вращения вокруг осей 32. Секторы 31 связаны через рычаги 33 и штоки 34 с поршнями.35 дополнительных пневмощлиндров 30, подпружиненных пружинами 36. Цилиндрическая образующая секторов 33 контактирует с роликами 37, установленными на серьгах 26, которые подпружинены к упорам 38 пружины 39. На станине 1 установлен пневмоцилиндр 40, шток которого связан с тормозной колодкой 41 для торможения маховика 12. На станине 1 пресса установлены также пневмоцилиндры 42 (показан один цилиндр), штоки 43 которых связаны с кронштейнами 44 ползуна 3, верхнее положение кронштейнов 44 фиксируется упорами 45. Штоки 43 пневмоцилиндров 42 связаны с поршнями 46. Управление прессом осуществляется пневматической системой, состоящей из двухпозиционных пневмораспределителей 47 - 49, рессиверов 50-и 51, редукционного клапана 52, дросселей 53 и 54 и манометра 55. Пресс работает следующим образом. Б исходном положении электромагнит 3 обесточен, пневмораспределитель 47 соединяет пневмоцилиндр 22 муфты с атмосферой, поршень 23 под действием пружин 25 находится в крайнем верхнем положении, а поршень 35 под действием пружины 36 - в крайнем заднем положении. Диск 27 находится в крайнем верхнем положении, диски 16., 20 и 21 не контактируют с фрикционными накладками 17 - 19 и 28, секторы 31 находятся в контакте с роликами 37. Муфта отключена. Рессивер 51 постоянно соединен с поршневой полостью пневмоцилиндра 42 и удерживает ползун 3 в верхнем положении. . . Электромагнит Э включен и пневмораспределитель 49 соединяет штоковую .полость пневмоцилиндра 42 с атмосферой. Кронштейны 44 упираются в упоры 45. Включается электродвигатель 1 который через шкив 14 и клинораменную передачу 13 разгоняет маховик 12 до заданной угловой скорости М, Маховик 12 запасает кинетическую энергиюгде Lf - момент инерции маховика. Для совершения хода разгона подвижных частей включается электромагнит 3j, электромагнит Э обесточен. Электромагнит Э переключает пневмораспределитель 47 и сжатьй воздух из ресивера 50 поступает в пневмоцилиндр 22 муфты и через дроссели 54 в пневмо1щлиндры 30. Под действием давления воздуха поршень 23 опускается вниз и через серьги 26 опускает вниз диск 27 с фрикционной накладкой 28. Под действием диска 27 и накладок 28 опускаются вниз диски 20., 16 и 21. При этом диски 20 и 21, связанные и винтом 5, входят в контакт с маховиком 1 через фрикционные накладки 17 и 18 и диск 16 и накладку 19. В момент срабатьгаания муфты линей ная скорость Vj накладки 28 равна линейной скорости маховика 12, а ско рость Vj диска 20 равна нулю. Из-за разности скоростей серьги 26 стремятся отклониться от вертикального положения и разомкнуть контакт фрикционной накладки 28 и диска 20. Этому препятствует механизм, состоящий из дополнительных пневмоцилиндров 30 и секторов 31, закрепленных на маховике 12 и связанных между собой рычагами 33 и штоками 34 с подпружиненными поршнями 35. При включении муфты сжатый воздух через дроссель 54 поступает в поршневые полости дополнительных пневмоцилиндров 30, вызьгаая перемещение поршней 35 и сжатие пружин 36. Поршни 35 передают усилие через штоки 34 и рычаги 33 секторам 31, вызывая вра щение последних вокруг осей 32. При повороте секторов 31, имеюпщх цилинд рические образующие, относительно роликов 37, точки их контактов все время находятся на прямых, связывающих их центры вращения. В это время серьги 26 занимают строго вертикальное положение. Время контакта секторов 31 и роликов 37 регулируется с помощью дросселей 54. Оно на1454 страивается таким образом, чтобы обеспечить период выравнивания скоростей вращения винта 5 и маховика 12. После выравнивания скоростей последних цилиндрические образующие секторов 31 дальнейшим их вращением вокруг осей 32 под действием усилий дополнительных пневмоцилиндров 30 выходят из взаимодействия с ролика ми 37, а серьги 26 передают только осевое усилие от поршня 23 пневмоцил сндра 22. Муфта включена. При включенной муфте винт 5 и маховик 12 вращаются как одно целое с кинематической энергиейТ Т 9Мв М8 где I 1 +1й суммарный момент MD гп инерции маховика и винта и других деталей, связанных с маховиком и винтом. Перемещение вниз ползуна 3 продолжается до встречи инструмента с заготовкой. При встрече рабочего инструмента с заготовкой (йе показаны) осуществляется ход деформирования заготовки. При этом работа деформирования производится и за счет накопленной кинетической энергии маховика 12 и вИнта 5. Электродвигатель 15 на рабочем ходу не отключается и продолжает передавать энергию маховику 12. Во время рабочего хода усилие деформирования и крутящий момент, передаваемый муфтой, увеличиваются. Величина крутящего момента, передаваемого муфтой без учета трения в винтовом механизме, подпятнике 6 и подшипнике 7, определяется по зависимости:М,Р, tg.;.. усилие деформирования; - средний диаметр резьбы винта 5; V. - угол наклона резьбы винта 5. г При достижении усилия Р Рд, на ходе Зд момент в винтовом механизме достигает момента настройки муфты:MM, РЛ. При дальнейшем росте усилия деформирования диски 20 и 21 винта 5 проскальзывают относительно фрикционных накладок 17 - 19 и относительно маховика 12 и поршня 23.
Скорость вращения винта 5 относительно скорости вращения маховика 12 уменьшается, поэтому линейная скорость V, перемещения шарниров 29, установленных в поршне 23, становится больше линейной скорости шарниров 29, установленных в диске 27, связанном фрикционной накладкой 28 с диском 20.
Серьги 26 отклоняются, что обеспечивает перемещение вниз поршня 23 до полной выборки зазора S , Диски 20 16 и 21 под действием пружин (не показаны) расходятся, обеспечивая свободное вращение дисков 20 и 21 относительно маховика 12.
Дальнейшее деформирование поковки до усилия на ходе Зд «существляется кинетической энергией винта 5. Часть энергии винта 5 после окончания хода деформирования расходуется на упругую деформацию пресса и штампа, до усилия Рц.
Таким образом деформирование поковки осуществляется кинет.ической энергией маховика и винта.
Работа деформирования А осуществляется кинетической энергией маховика и винта
(5)
А,ЛТэ,
где - угловая скорость вращениямаховика и винта перед началом хода деформирования;
угловая скорость вращения маховика и винта в момент срабатывания муфты. Работа деформирования Ag осуществляется кинетической энергией винта
А,-Т,,1. . (6)
где 00В; угловая скорость вращения винта после отключения муфты; cOg,- угловая скорость вращения винта в конце хода деформирования. Работа упругой деформации пресса и штампа осуществляется оставшейся кинетической энергией винта 5
. .(7)
Впнт 5 останавливается, а махо,вик 12 продолжает ускоренно вращаться под действием момента, развиваемого электродвигателем 15.
За время хода деформирования скорость вращения маховика уменьшилась от ()мз, , Скорость вращения электродвигателя 15 также уменьшилась от ба,д, 1«А,в, (где i - передаточное отношение клино0 ременной передачи).
Момент инерции I ц рассчитан таким образом, чтобы за ход деформирования скорость вращения электродвигателя 15 при максимальной работе деформирования А не выходила за пределы установившегося режима работы электродвигателя 15.
После окончания хода деформирования и остановки винта 5 ползун 3 под
0 действием силы давления воздуха
в поршневой полости цилиндра 42 на- чинает ускоренно перемешаться вверх. В этот момент электромагнит Э обесточивается и пневмораспределитель 47
5 соединяет цилиндр 22 с атмосферой. Поршень 23 под действием пружин 25 перемещается в крайнее верхнее положение, серьги 26 под действием пружин 30 занимают вертикальное положение и затем поднимают вверх
диск 27, отводя фрикционные накладки 28 от диска 20.
При обесточивании электромагнита -31 пневмораспределитель 47 связывает
5 также и поршневые полости дополнительных пневмоцилиндров 30 через дроссель 54 с атмосферой. Под действием пружин 36, действующих на поршни 35, штоки 34 с рычагами 33 перемещают секторы 31, которые, вращаясь вокруг, осей 32, возвращаются в исходные положения.
Дроссели 54 обеспечивают замедленное перемещение поршней 35 и,
5 .следовательно, поворот секторов 31, Поэтому поршень 23 успевает подняться в крайнее верхнее положение и серьги 26 занимают вертикальное положение. Электромагнит Э также обесточивается и пневмораспределитеяь 49 перекрывает связь штоковых полостей пневмоцилиндров 42 с атмосферой.
При движении ползуна 3 вверх под действием силы от пневмоцилиндров 42 5 винт 5 и диски 20 и 21 начинают вращаться в противоположную относительно вращения маховика 12 сторону, Так как штоковые полости пневмоци71
линдров 42 закрыты, то при подъеме поршня 46 вверх происходит сжатие воздуха в штоковых полостях. Таким образом, при движении ползуна 3 вверх давление воздуха в штоковых полостях возрастает. Движение подвижньпс частей определяется по зависимости:
. 8
где Р и Р - давления воздуха
в поршневых и штоховьк полостях пневмоцилиндров 42;
f, и f - суммарные поршневая и штоковая площадки поршней 46 пневмоцилиндров 42J
( - вес ползуна 3 и гайки 4;
2 R - сумма приведенных сопротивлений (в направляющих ползуна, в винтовом механизме, подпятнике и подшипнике винта).
Изменение давления в поршневых по лостях на ходе вверх при закрытых
58.
поршневых полостях показано на фиг. 8 сплошной линией. При включенном электромагните Э и открытом пневмораспределителе 48 часть воздуха стравливается в атмосферу черездроссель 53 и давление Р- возрастает менее интенсивно (пунктирная линия). Таким образом, дросселем 53 можно отрегулировать систему так, чтобы
ползун 3 подходил к упорам 45 с минимальной скоростью без удара.
За время движения ползуна 3 вверх, за время технологической паузы и части времени хода вниз злектродвигатель 15 разгоняет маховик 12 от скорости Ыд, со„8 до скорости 00д,, fiCjj,B , обеспечивая заданную кинетическую энергию, .необходимую для деформирования следующей заготовки .
За указанное время происходит также наполнение ресивера 50 через редукционный клапан 52 сжатым воздухом заданного давления. Происходит также наполнение ресивера 51. Цикл
работы пресса закончен.
Таким образом,снижается расход сжатого воздуха, необходимого для работы.системы включения пресса.
5V
W
W
tf}Ul.t
23
Вид А
12
/527
фи.3
6-В

| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс | 1983 |
|
SU1177173A1 |
| Винтовой пресс | 1986 |
|
SU1348216A1 |
| Винтовой пресс | 1987 |
|
SU1497043A1 |
| Винтовой пресс | 1989 |
|
SU1662868A1 |
| Винтовой пресс | 1989 |
|
SU1646892A1 |
| Винтовой пресс | 1990 |
|
SU1750955A1 |
| Винтовой пресс | 1988 |
|
SU1523394A1 |
| Винтовой пресс | 1987 |
|
SU1489998A1 |
| Винтовой пресс | 1985 |
|
SU1263539A1 |
| Винтовой пресс | 1988 |
|
SU1539076A1 |






ВИНТОВОЙ ПРЕСС, содержащий смонтированный в направляющих станины ползун с закрепленной в нем гайкой, сочлененной нарезкой с винтом, размещенным свозможностью вращения в опорах станины, приводной маховик и связывающую маховик с винтом фрикционную муфту с ведущим и ведомыми дисками и дополнительным фрикционным диском, связанным посредством серег с поршнем муфты, а также силовые цилиндры, причем на поршне муфты выполнены упоры ограничения поворота серег, отл.и чающий с я тем, что, с целью повьшения КПД, он снабжен дросселями, установленными на маховике дополнительными пневмоцилиндрами со штоками и связанными с последними поворотными секторами и роликами, смонтированными на серьгах с возможностью контакта с поворотными секторами, а поршневые полости дополнительных пневмоцилиндров связаны через дроссели с полостью йневмоци(Л линдра муфты.
фиъЛ
«а
I
otj
г-г
фи, 7
2 Ргмакс
дзи9.9
| Авторское свидетельство СССР по заявке № 3633120/25-27, ; кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
