Изобретение относится к кузнеч- но-прессовому машиностроению, в в частности к конструкциям прессов.
Цель изобретения - расширение технологических возможностей за счет обеспечения штамповки обкатывацием.На фиг. 1 изображен общий вид пресса, разрез; на фиг. 2 - разрез А-А на фиг о 1; на фиг. 3 - разрез . Б-Б на фиг. 1; на фиг. 4- гидравлическая схема пресса
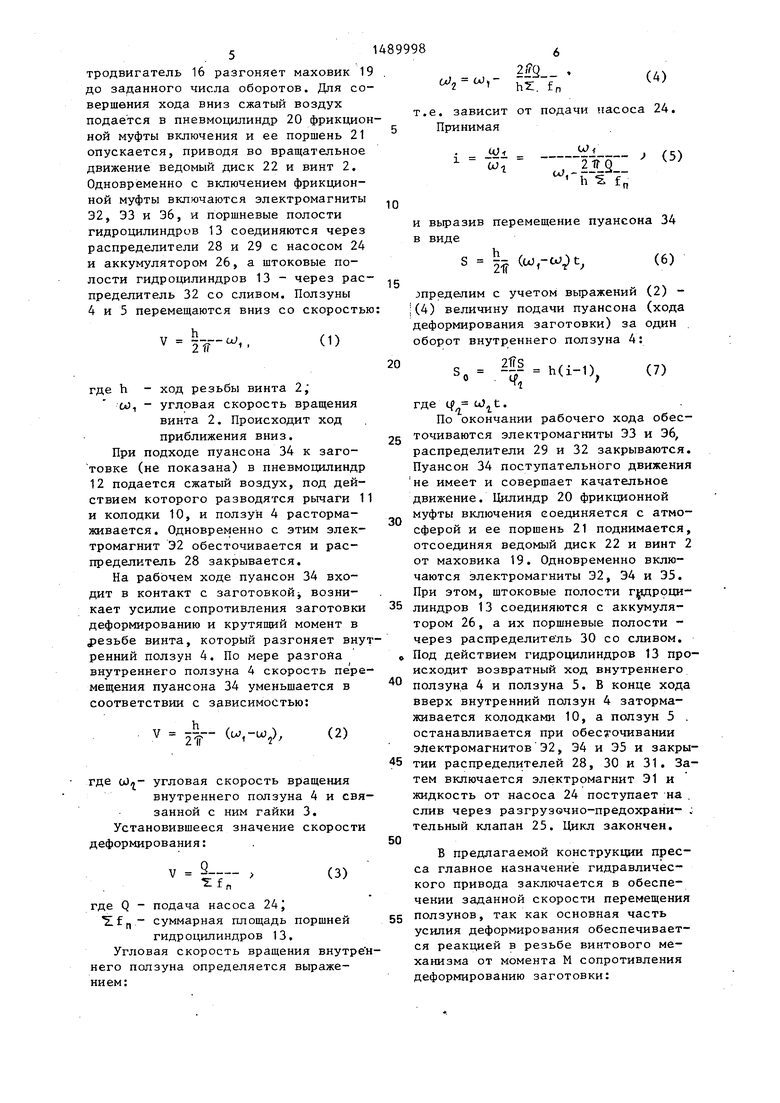
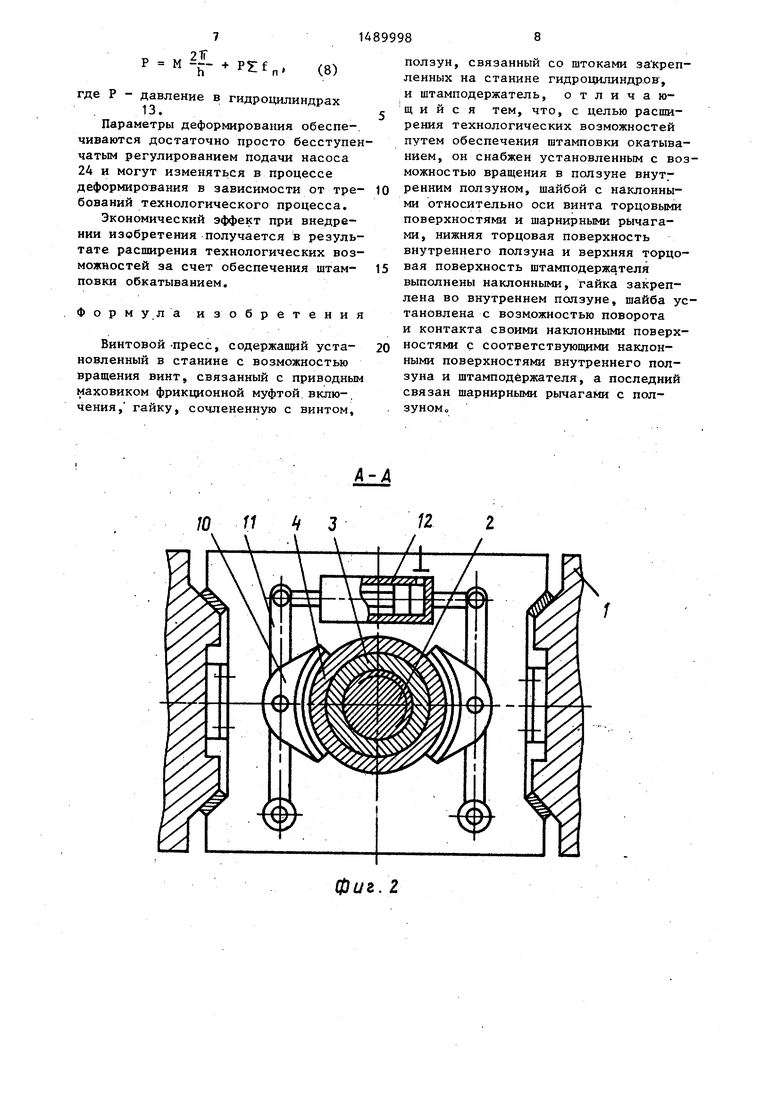
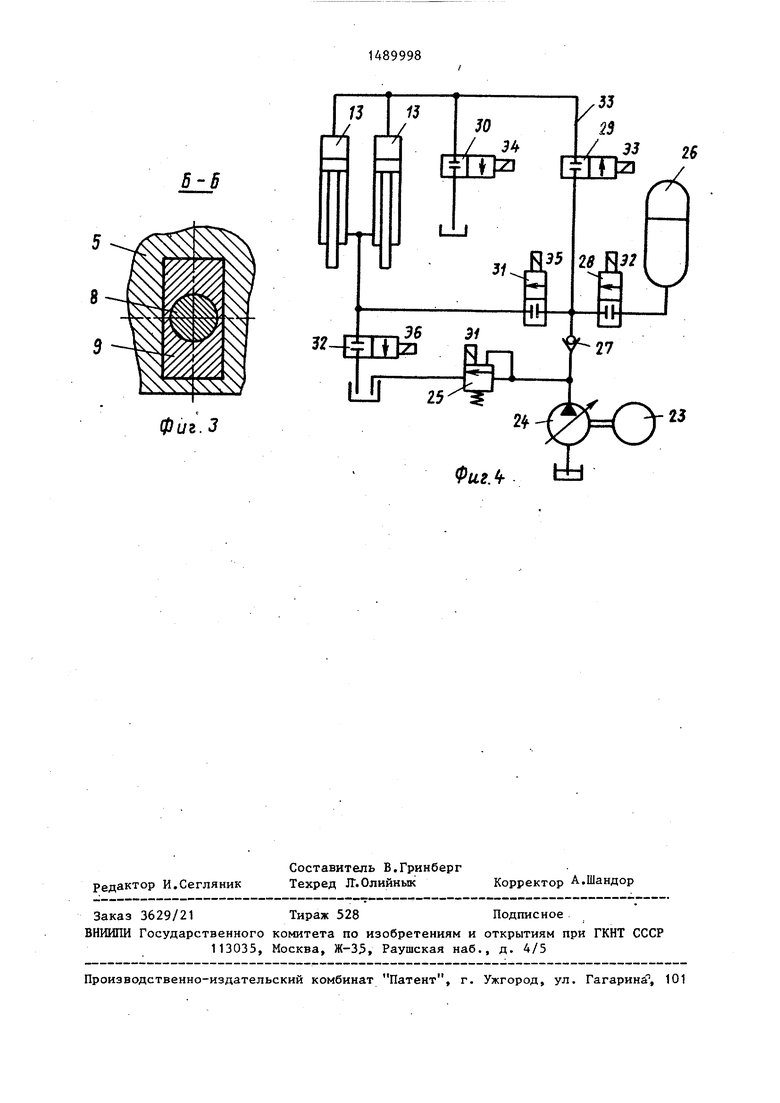
Пресс содержит станину 1, в которой с возможностью вращения установлен винт 2, свинчивающийся с гайкой 3, закрепленной во внутреннем Лолзуне 4. Внутренний ползун 4 установлен с возможностью вращения в ползуне.5, который расположен в направляющих станины t. На нижней торцовой-поверхности внутреннего ползуна 4, в.шoлнeннoй наклонно к оси его вращения, закреплена с возможностью поворота шайба 6, обе торцовые поверхности которой выполнены наклонно относительно ее оси. На шайбе 6 установлен штамподержатель 7 связанный с ползуном 5 шарнирными рычагами 8 через поворотные вкладыши 9, кдторые допускают качательное движение штамподержателя, но предотвращают его поворот относительно оси пресса. На ползуне 5 смонтирован тормоз внутреннего ползуна 4, состо- из колодок 10, рычагов 11 и пневмоцилиндра 12. В станине 1 за- креплены гидроцилиндры 13 (на фиг. 1 показан один гидроцилиндр), штоки
14которых связаны с кронштейном
15ползуна 5. Привод пресса осуществляется от
электродвигателя 16, связанного через шкив 17 и ременную передачу 18 с маховиком 19, установленным с возможностью вращения на станине :1 пресса. На маховике 19 размещены пневмоцилиндр 20 и поршень 21 фрикционной муфты включения, а ее ведо- мый диск 22 соединен с верхней частью винта 2.
Наклонные торцовые поверхности Iштамподержателя 7, шайбы 6 и внутреннего ползуна 4 обеспечивают наклон штамподержателя к оси пресса в пределах угла у и его качтельное движение, необходимое для осуществления процесса штамповки об катьшанием.
Гидросистема пресса содержит электродвигатель 23, регулируемый насос 24, разгрузочно-предохрани- тельный клапан 25} аккумулятор 26, обратный клапан 27 и распределители 28-32, связанные между собой трубопроводами 33.
На штамподержателе 7 установлен пуансон 34, а на столе станины 1 - матрица 35.
Пресс работает следующим образом.
Перед началом работы на прессе поворачивают шайбу 6 относительно внутреннего ползуна 4 и штамподержателя 7 таким образом, чтобы угол соответствовал значению, требуемому технологическим процессом штамповки обкатыванием. Насос 24 настраивают на определенную подачу, обеспечивающую заданную скорость движения ползунов 4 и 5 на ходе деформирования с требуемой величиной перемещения nyarfcoHa 34 за один оборот внутреннего ползуна 4.
Внутренний ползун заторможен так как пневмоцилиндр 12 соединен с атмосферой и колодки 10 прижаты к ползуну 4, При включении пресса электродвигатель 16 разгоняет маховик 19 до заданного числа оборотов. Для совершения хода вниз сжатый воздух подается в пневмодилиндр 20 фрикционной муфты включения и ее поршень 21 опускается, приводя во вращательное движение ведомый диск 22 и винт 2. Одновременно с включением фрикционной муфты включаются электромагниты 32, ЭЗ и 36, и поршневые полости гидроцилиндров 13 соединяются через распределители 28 и 29 с насосом 24 и аккумулятором 26, а штоковые полости гидроцилиндров 13 - через распределитель 32 со сливом. Ползуны 4 и 5 перемещаются вниз со скоростью:
V 2Т-
(1)
где h - ход резьбы винта 2,
to, - угловая скорость вращения винта 2. Происходит ход приближения вниз.
При подходе пуансона 34 к заго- товке (не показана) в пневмоцилиндр 12 подается сжатый воздух, под действием которого разводятся рычаги 11 и колодки 10, и ползун 4 растормаживается. Одновременно с этим электромагнит 32 обесточивается и распределитель 28 закрывается.
На рабочем ходе пуансон 34 входит в контакт с заготовкойj возникает усилие сопротивления заготовки деформированию и крутящий момент в резьбе винта, который разгоняет внутренний ползун 4. По мере разгойа внутреннего ползуна 4 скорость перемещения пуансона 34 уменьшается в соответствии с зависимостью:
V 2Т- -.
(2)
где oJij- угловая скорость вращения
внутреннего ползуна 4 и связанной с ним гайки 3, Установившееся значение скорости
деформирования:
V
- 9
(3)
где Q - подача насоса 24j f f, - суммарная площадь поршней
гидроцилиндров 13.
Угловая скорость вращения внутре н- него ползуна определяется выражением:
t,
, ЬТ. fn
(4)
т.е. зависит от подачи насоса 24. Принимая
1
(5)
и выразив перемещение пуансона 34 в виде
S 1 ( (6)
определим с учетом вьфажений (2) - |(4) величину подачи пуансона (хода деформирования заготовки) за один . оборот внутреннего ползуна 4:
So .-|- h(i-1), (7)
где q u)t.
По окончании рабочего хода обес5 точиваются электромагниты 33 и 36, распределители 29 и 32 закрываются. Пуансон 34 поступательного движения не имеет и совершает качательное движение. Цилиндр 20 фрикционной муфты включения соединяется с атмосферой и ее поршень 21 поднимается, отсоединяя ведомый диск 22 и винт 2 от маховика 19. Одновременно включаются электромагниты 32, 34 и 35. При этом, штоковые полости грдррци5 линдров 13 соединяются с аккумулятором 26, а их поршневые полости - через распределитель 30 со сливом, « Под действием гидроцилиндров 13 происходит возвратный ход внутреннего
ползуна 4 и ползуна 5. В конце хода вверх внутренний ползун 4 затормаживается колодками 10, а ползун 5 . останавливается при обесуочивании электромагнитов 32, 34 и 35 и закры5 тии распределителей 28, 30 и 31. Затем включается электромагнит 31 и жидкость от насоса 24 поступает на слив через разгрузочно-предохрани- : тельный клапан 25. Цикл закончен.
В предлагаемой конструкции пресса главное назначение гидравлического привода заключается в обеспечении заданной скорости перемещения ползунов, так как основная часть усилия деформирования обеспечивается реакцией в резьбе винтового механизма от момента М сопротивления деформированию заготовки:
- м 2lf
М -;-п
+ PTf
(8)
в гидроцилиндрах
где Р - давление 13.
Параметры деформирования обеспечиваются достаточно просто бесступенчатым регулированием подачи насоса 24 и могут изменяться в процессе деформирования в зависимости от тре- бований технологического процесса.
Экономический эффект при внедрении изобретения получается в результате расширения технологических возможностей за счет обеспечения штам- повки обкатыванием.
Формула изобретения
Винтовой -пресс, содержащий уста- новленный в станине с возможностью вращения винт, связанный с приводным маховиком фрикционной муфтой вклю-. чения, гайку, сочлененную с винтом.
ползун, связанный со штоками за креп- ленных на станине гидроцилиндр.ов, и штамподержатель, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения штамповки окатыванием, он снабжен установленным с возможностью вращения в ползуне внутренним ползуном, шайбой с наклонными относительно оси винта торцовыми поверхностями и шарнирными рычагами, нижняя торцовая поверхность внутреннего ползуна и верхняя торцовая поверхность штамподержателя выполнены наклонными, гайка закреплена во внутреннем ползуне, шайба установлена с возможностью поворота и контакта своими наклонными поверхностями с соответствующими наклонными поверхностями внутреннего ползуна и штамподержателя, а последний связан шарнирными рычагами с пол- зуномо
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс для штамповки обкатыванием | 1988 |
|
SU1613358A1 |
| Винтовой пресс | 1987 |
|
SU1489997A1 |
| Винтовой пресс для штамповки обкатыванием | 1990 |
|
SU1731366A1 |
| Винтовой пресс для штамповки с кручением | 1988 |
|
SU1555142A1 |
| Винтовой пресс | 1985 |
|
SU1263539A1 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
| Винтовой пресс | 1987 |
|
SU1497043A1 |
| Винтовой пресс | 1983 |
|
SU1177173A1 |
| ВИНТОВОЙ ПРЕСС С МУФТОВЫМ ПРИВОДОМ | 2005 |
|
RU2312768C2 |
| Винтовой пресс | 1990 |
|
SU1750955A1 |
Изобретение относится к кузнечно-прессового машиностроению, а именно к конструкциям прессов. Цель изобретения - расширение технологических возможностей за счет обеспечения штамповки обкатыванием. Пресс содержит станину 1 с размещенным на ней винтом 2, связанным через фрикционную муфту с приводным маховиком 19. Гайка 3 закреплена в дополнительном внутреннем ползуне 4, смонтированном в ползуне 5 с возможностью вращения. На наклонной поверхности нижнего торца внутреннего ползуна 4 установлена с возможностью поворота шайба 6 с наклонными торцовыми поверхностями. С нижним торцом шайбы 6 контактирует наклонный торец штамподержателя 7, связанный с ползуном 5 шарнирными рычагами 8. При включении фрикционной муфты движение от вращающегося меховика 19 передается винту 2. При заторможенном колодками 10 внутреннем ползуне 4 относительно ползуна 5 происходит ход приближения. Рабочий ход совершается со скоростью, определяемой подачей жидкости высокого давления в гидроцилиндры 13. При этом освобожденный тормозом внутренний ползун 4 вращается с гайкой 3 и штамподержателем 7, обеспечивая штамповку обкатываниее. 4 ил.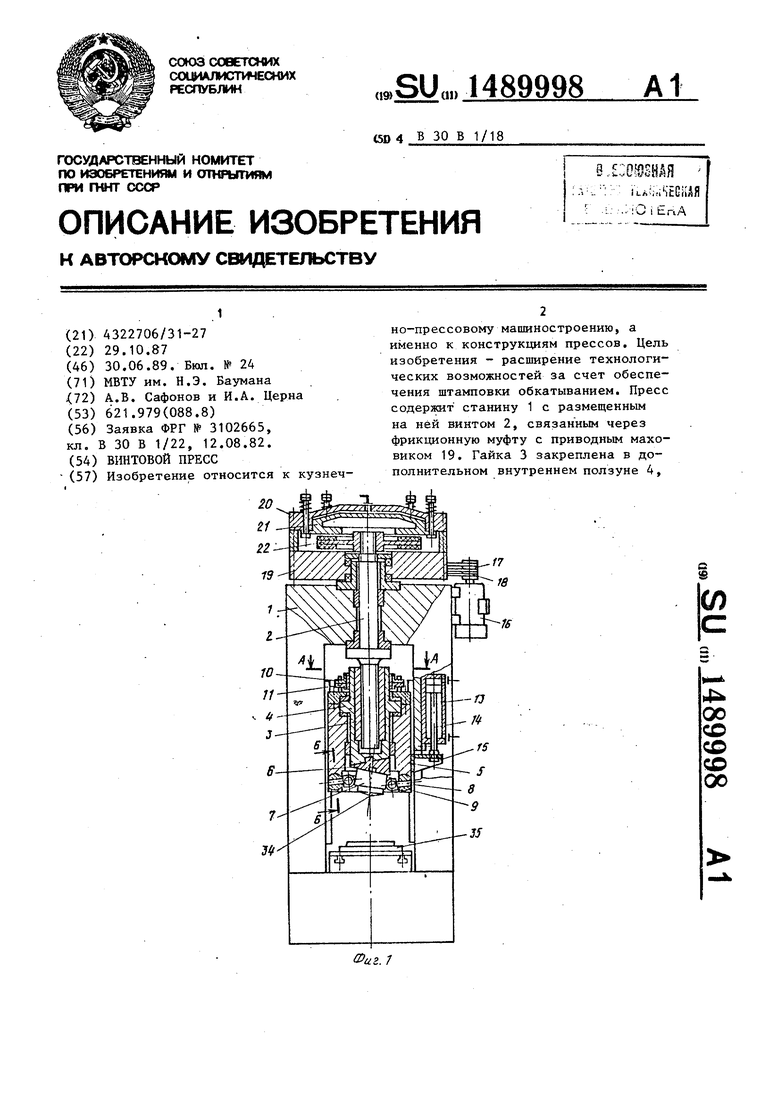
фиг. Z
6-6
фиг.З
Фиг.
| Заявка ФРГ № 3102665, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
