Изобретение втносится к электротермин и может быть использовано для нагрева участков поверхности изделий из электропроводного листового материала, например, для нагрева под отпуск участков поверхности огнерезных кромок.
Целью изобретения является повышение равномерности нагрева,
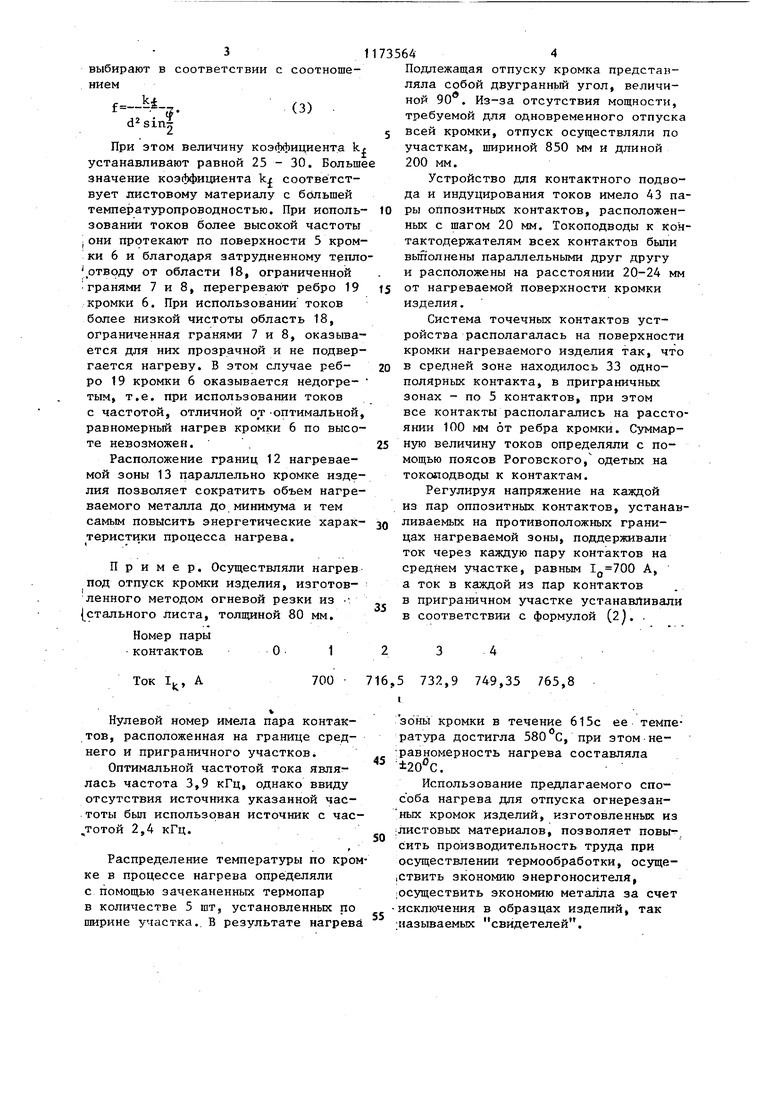
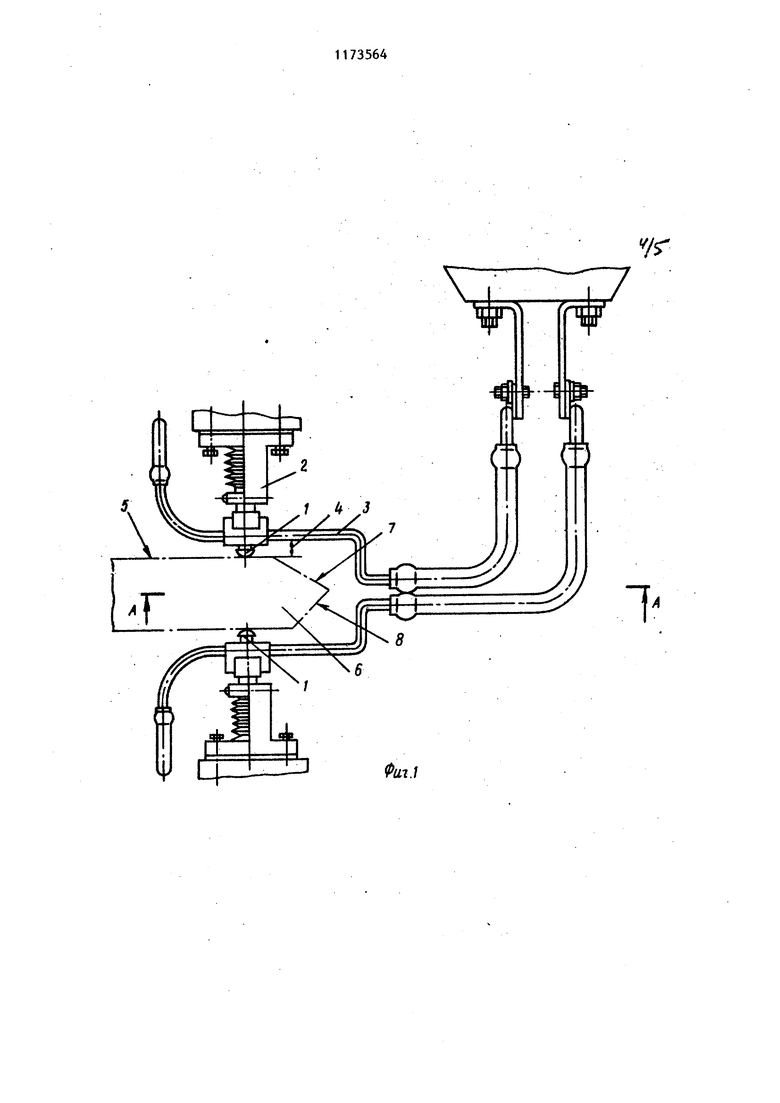
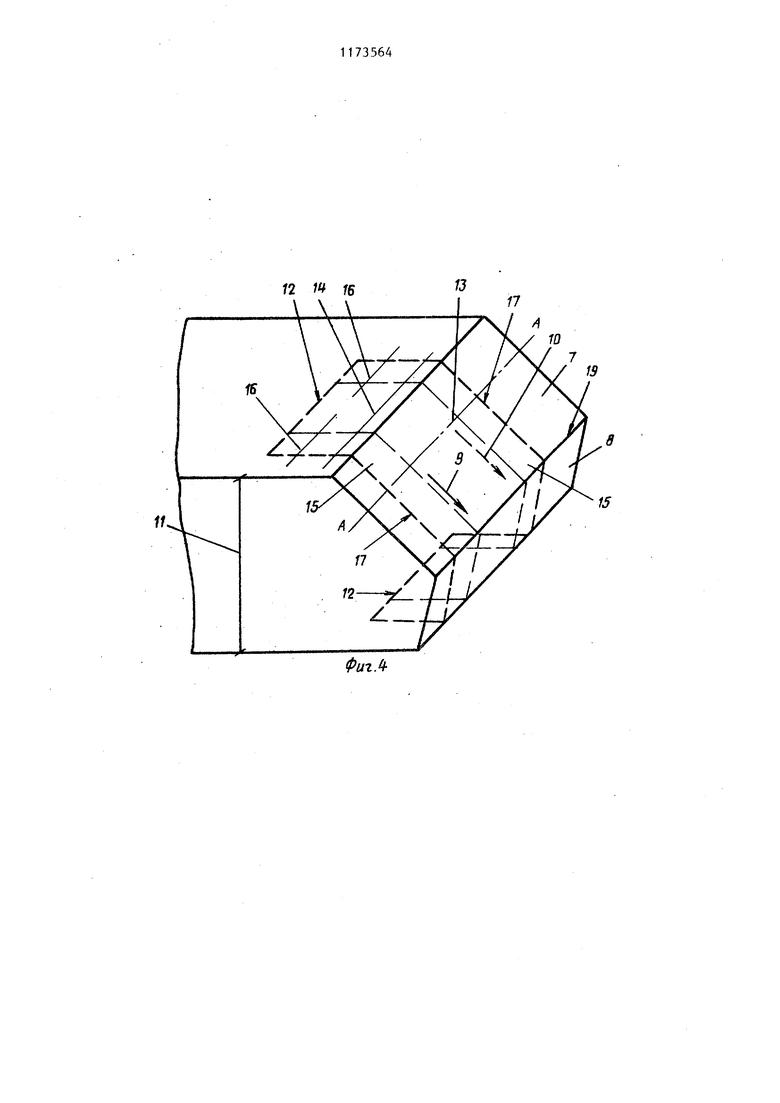
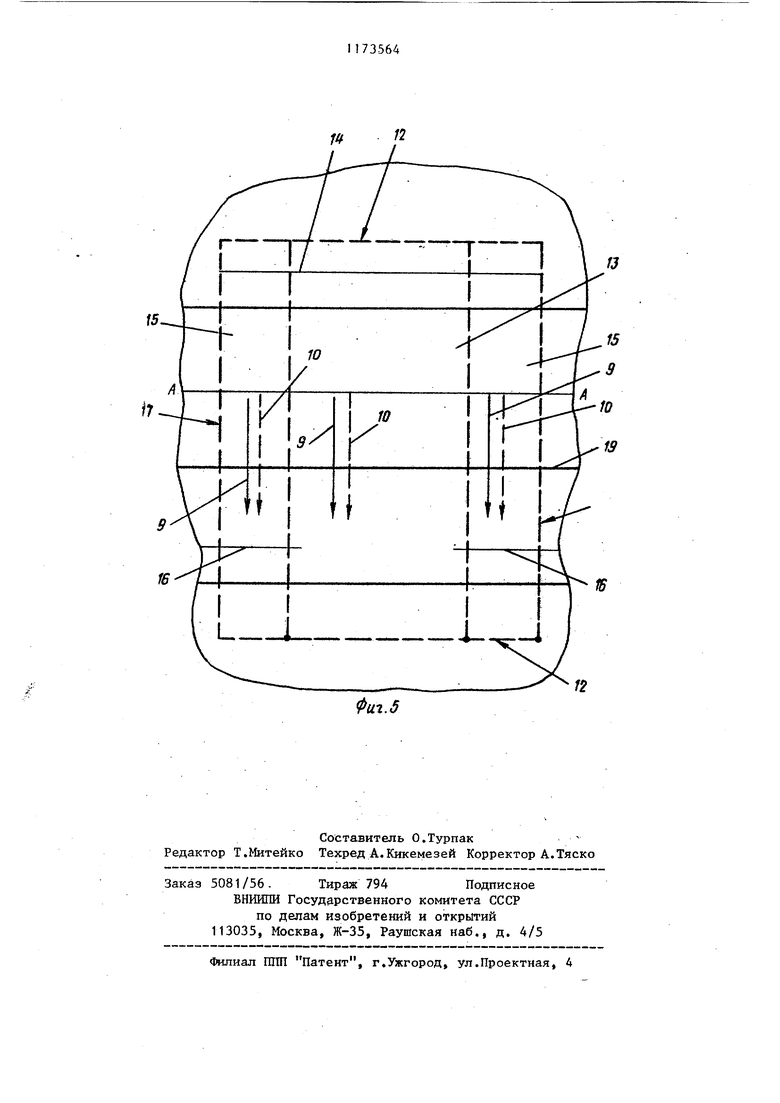
.На. фиг. 1 изображено устройство, реализующее предлагаемый способ,;. общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - кромка изделия, поперечное сечение; на фиг. 4 нагреваемый участок кромки; на фиг. 5 - развертка нагреваемогб участ ка кромки.
Устройство для осуществления предлагаемого способа содержит спаренные точечные контакты 1, укрепленные на подпружиненных контактодержате.- , лях 2, расположенньпс в линию с равным шагом. Ток к контактодержателям 3 подводится с помощ ью токоподводов 3 и кабелей. При этом токоподводы 3 могут быть подключены к общему источнику электроэнергии (не показан) или каждьш к самостоятельному.
Расстояние 4 между токоподводами 3 и поверхностью 5 кромки 6 равно h, Границы 12 нагреваемой зоны 13 определены шириной 14. Зона нагрева 13 разбита на следующие участки: сред-; НИИ 14 и приграничный 15, шириной 16, равной толшзине листа 11, которая обозначена d.
Расстояние 4 между токоподводами 3 и поверхностью 5 кромки 6 выбирают в соответствии с равенством
If cf
h(He). (1)
где q) - угол между гранями кромки 7
и 8; d - толщина листа, м.
Подобный выбор величины расстояния 4 позволяет регулировать соотношение плотностей токов проводимости и индуцированных токов 10 в зависимости от толщины 11 листового изделия и угла между гранями 7 и 8 кромки 6 и обеспечить требуемую равно- , мерность нагрева.
Количество однополярных точечных контактов 1, во избежание полосатоети нагрева, выбирают в соответствии с соотношением
п-|...
При этом величину шага между одно полярными контактами 1 выбирают в пределах 0,02 - 0,03 м, где b ширина зоны, м; а - шаг между контактами, М.
Предлагаемый способ можно рассмотреть на работе устройства,
К границам 12 подлежащей нагреву зоны 13, параллельным кромкам 6 изделия из листового материала, подводят токи проводимости 9 и одновременно индуцируют в зоне 13 кромки 6 токи 10 пространственно совпадающие и синфазны с токами проводимости 9. Суммарную плотность токов по ширине 14 участка 13, за исключением приграничных участков 15 шириной 16, равной толщине 11 листового материала, поддерживают одинаковой путем подвода к точечным контактам 1 од1 накового по величине тока 1о. Б целях компенсации тепловых потерь в приграничных участках 15 (дополнительными являются тепловые потери через боковые грани-, цы 17 нагреваемой зоны 13 кромки 6) и нагрева приграничных участков до температуры равномерного нагрева зоны 13 целиком, суммарную плотность токов проводимости 9 и индуцированных токов 10 в пределах приграничных участков 15 изменяютв направлении от среднего участка к боковым границам 17 нагреваемой-.зоны 13 путем подвода к каждой оппозитной паре контактов 1 тока в соответствии с формулой
I, IO(H).
(2)
.. Значение коэффициента k выбирают равным ,1,2,3,..., что соответствует нумерации точечных контактов 1 приграничных участков 15 в направлении к боковым границам 17 нагреваемой зоны 13. При этом нулевым контактом является ближайший из контактов I к границе между средним и приграничным участком 15.
Подобное распределение токов проводимости обеспечивает повьш1ение равномерности нагрева всей зоны 13 за счет увеличения в участке 15 ной 16 как плотности токов проводимости 9, так и плотности индуциро- ванных токов 10, более легко регулируемых и более резко затухающих. Оптимальную частоту токов Проводимости токов 9 и индуцированных токов 10 выбирают в соответствии с соотношениемf.. При этом величину коэффициента k устанавливают равной 25 - 30, Больше значение коэффициента k соответствует листовому материалу с большей температуропроводностью. При иопользовании токов более высокой частоты .они протекают по поверхности 5 кромки 6 и благодаря затрудненному трпло отводу от области 18, ограниченной гранями 7 и 8, перегревают ребро 19 кромки 6. При использовании токов более низкой чистоты область 18, ограниченная гранями 7 и 8, оказывается для них прозрачной и не подвергается нагреву. В этом случае ребро 19 кромки 6 оказывается недогретым, т.е. при использовании токов с частотой, отличной от оптимальной, равномерный нагрев кромки 6 по высоте невозможен. . Расположение границ 12 нагреваемой зоны 13 параллельно кромке изделия позволяет сократить объем нагреваемого металла до минимума и тем самым повысить энергетические характеристики процесса нагрева. Пример. Осзтцествляли нагрев под отпуск кромки изделия, изготовленного методом огневой резки из . (стального листа, толщиной 80 мм. Номер пары контактов О 1
700
Ч
Ток
Нулевой номер имела пара контактов, расположенная на границе среднего и приграничного участков.
Оптимальной частотой тока являлась частота 3,9 кГц, однако ввиду отсутствия источника указанной частоты бьи использован источник с час- тотой 2,4 кГц.
Распределение температуры по кромке в процессе нагрева определяли с помощью зачеканенных термопар в количестве 5 шт, установленных по ширине участка.. В результате нагрева
716,5 732,9 749,35 765,8
зоны кромки в течение 615с ее температура достигла 580с, при этом неравномерность нагрева составляла .
Использование предлагаемого способа нагрева для отпуска огнерезанных кромок изделий, изготовленных из :листовых материалов, позволяет повы-. сить производительность труда при осуществлении термообработки, осуще(Ствить экономию энергоносителя, ;осуществить экономию металла за счет -исключения в образцах изделий, так называемых свидетелей. Подлежащая отпуску кромка представляла собой двугранный угол, величиной 90 . Из-за отсутствия мощности, требуемой для одновременного отпуска всей кромки, отпуск осуществляли по участкам, шириной 850 мм и длиной 200 мм. Устройство для контактного подвода и индуцирования токов имело 43 пары оппозитнык контактов, расположенных с шагом 20 мм. Токоподводы к контактодержателям всех контактов были выполнены параллельными друг другу и расположены на расстоянии 20-24 мм от нагреваемой поверхности кромки изделия. Система точечных контактов устройства располагалась на поверхности кромки нагреваемого изделия так, что в средней зоне находилось 33 однополярных контакта, в приграничных зонах - по 5 контактов, при этом все контакты располагались на расстоянии 100 мм от ребра кромки. Суммарную величину токов определяли с помощью поясов Роговского, одетых на ТОКОПОДВОДЫ к контактам. Регулируя напряжение на каждой из пар оппозитных контактов, устанавливаемых на противоположных границах нагреваемой зоны, поддерживали ток через каждую пару контактов на среднем участке, равным А, а ток в каждой из пар контактов в приграничном участке устанавливали в соответствии с формулой (2. 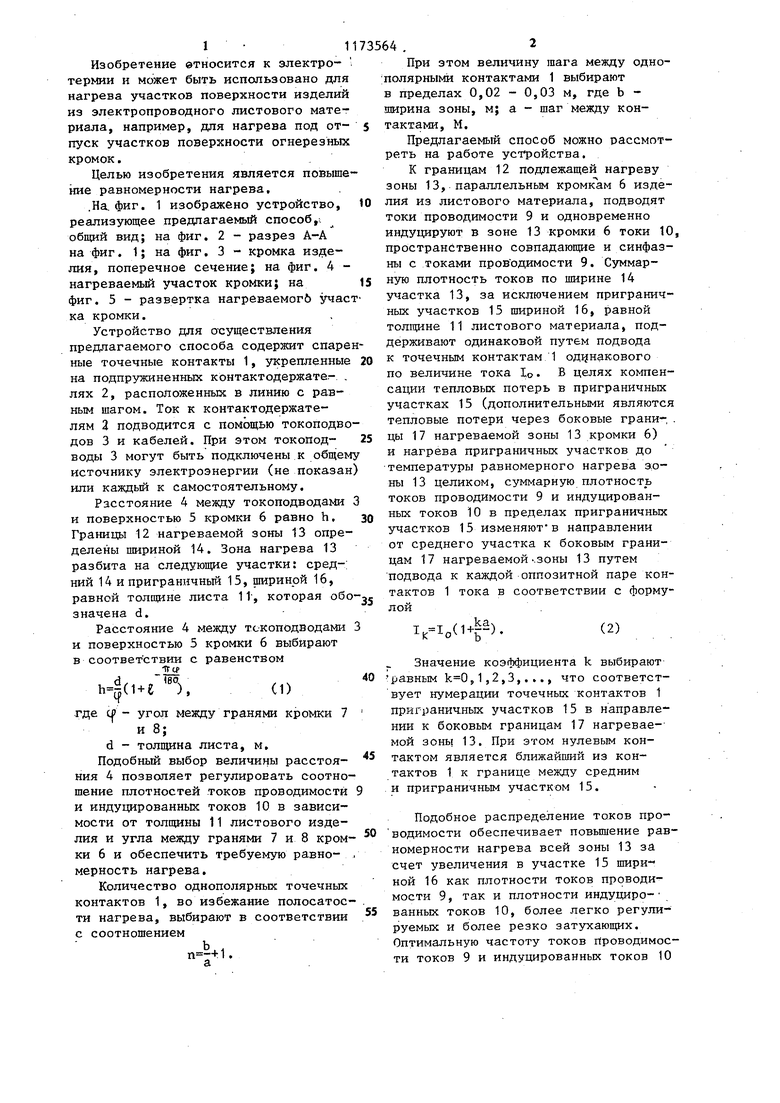
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева кромок листовых металлических изделий | 1981 |
|
SU996469A1 |
| Устройство для электроконтактного нагрева изделий | 1977 |
|
SU707979A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛА | 2007 |
|
RU2356711C2 |
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ Г-ОБРАЗНОГО ПРОФИЛЯ, ИМЕЮЩЕГО ПОДОШВУ, ШЕЙКУ, ГОЛОВКУ | 2020 |
|
RU2755713C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ВОССТАНАВЛИВАЕМОГО В ПУТИ УЧАСТКА РЕЛЬСА ПЕРЕД ЭЛЕКТРОДУГОВОЙ НАПЛАВКОЙ | 2012 |
|
RU2498539C1 |
| Индуктор для нагрева деталей | 1980 |
|
SU965031A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2005 |
|
RU2286032C1 |
| Способ односторонней индукционной точечной сварки разнотолщинных деталей и устройство для его осуществления | 2017 |
|
RU2669138C1 |
СПОСОБ ЭЛЕКТРОКОНТАКТНОИНДУКЦИОННОГО НАГРЕВА КРОМОК ЭЛЕКТРОПРОВОДНОГО ЛИСТА, при котором пропускают токи проводимости через многоточечный контактный блок, одновременно индуцируя с помощью токоподводов к контактам токи, пространственно совпаданяцие и синфазные токам проводимости в направлении, перпендикулярном кромкам листа, отличающийся тем, что, с целью повышения равномерности нагрева, устанавливают токоподводы с равным шагом параллельно друг другу и плоскостям листа на расстоянии от него, определяемом по формуле , T(f (), где h - расстояние от токоподвода до плоскости листа, м; d - толщина листа, м; Cf - угол между гранями кромок листа, град., . причем оси крайних токоподводов с кон(Та стами устанавливают вдоль боковых границ нагреваемой зоны листа. Контролируют токи в токоподводах и поддерживают одинаковую величину тока IgB токоподводах, установленных от боковых границ зоны на расстояниях, больших толщины листа, и величину тока, определяемую по формуле где 11 - ток в каждом токоподводе. А; k - номер токоподвода, считая (Л от центра к боковой границе; b - размер нагреваемой зоны вдоль кромки листа, м; а - расстояние между контактами и токоподводами вдоль кромки листа, в токоподводах, установленных от боковых границ на расстоянии, ч меньшем толщины листа, ы ел а частоту тока выбирают по формуле ki f t dsin Ггде k - коэффициент, равный от 25 - до 30.
15
IS
Фиг Л
т /2
t
ю
П
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Устройство для электроконтактного нагрева изделий | 1977 |
|
SU707979A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
