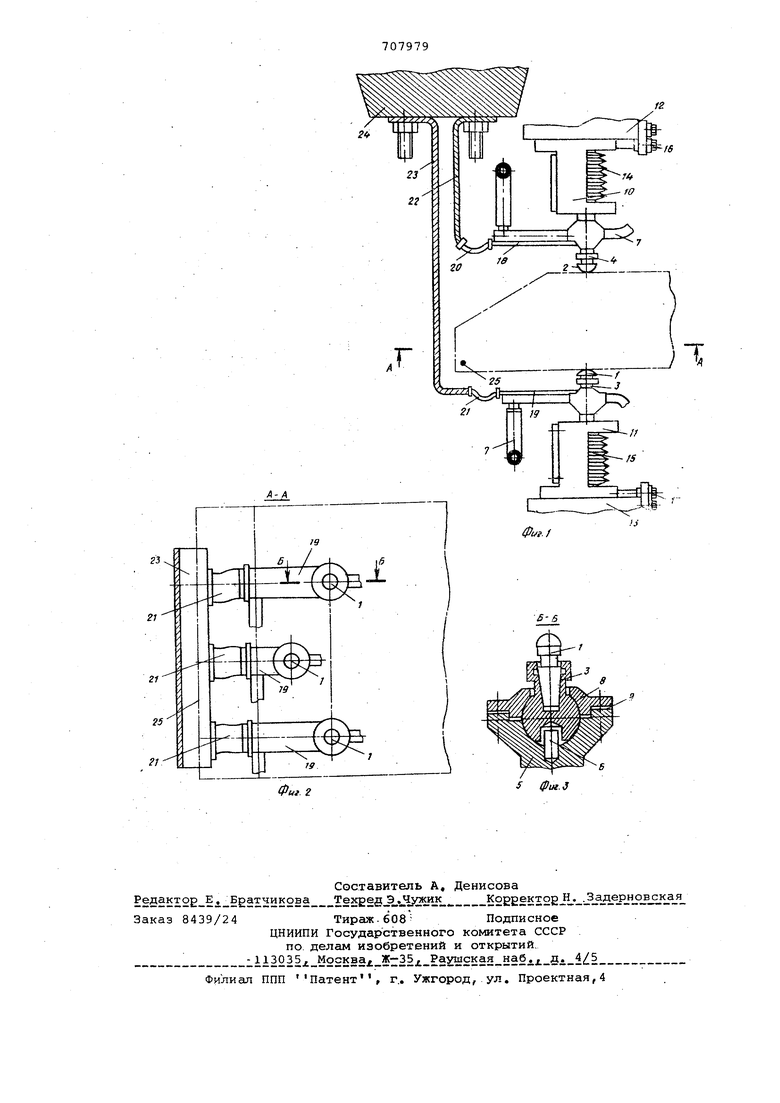
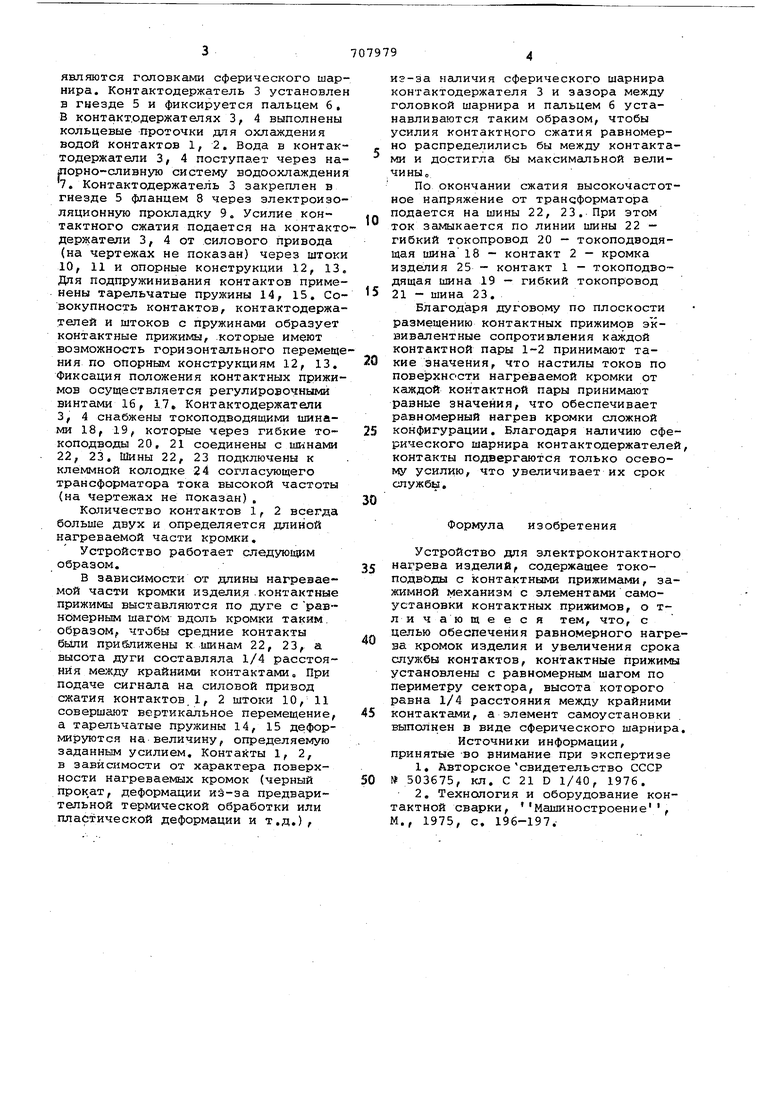
являются головками сферического шарнира. Контактодержатель 3 установлен в гнезде 5 и фиксируется пальцем 6, В контакт.одержателях 3, 4 выполнены кольцевые проточки для охлаждения водой контактов 1, 2. Вода в контактодержатели 3, 4 поступает через нарорно-сливную систему водоохлаждения . Контактодержатель 3 закреплен в гнезде 5 фланцем 8 через электроизоляционную прокладку 9. Усилие контактного сжатия подается на контактодержатели 3, 4 от силового привода (на чертежах не показан) через штоки 10, 11 и опорные конетрукции 12, 13. Для подпружинивания контактов применены тарельчатые пружины 14, 15. Совокупность контактов, контактодержателей и штоков с пружинами образует контактные прижимы, .которые имеют возможность горизонтального перемещения по опорным конструкциям 12, 13. Фиксация положения контактных прижимов осуществляется регулировочными винтами 16, 17, Контактодержатели 3, 4 снабжены токоподводящими шинами 18, 19, которые через гибкие токоподводы 20, 21 соединены с шинами 22, 23. Шины 22, 23 подключены к клеммной колодке 24 согласующего трансформатора тока высокой частоты {на Чертежах не показан),
Количество контактов 1, 2 всегда больше двух и определяется длиной нагреваемой части кромки.
Устройство работает следующим образом.
В зависимости от длины нагреваемой части кромки изделия.контактные прижимы выставляются по дуге с равномерным шагом- вдоль кромки таким. образом, чтобы средние контакты бьши приближены к. шинам 22, 23, а высота дуги составляла 1/4 расстояния между крайними контактами. При подаче сигнала на силовой привод сжатия контактов.1, 2 штоки 10, 11 совершают вертикальное перемещение, а тарельчатые пружины 14, 15 деформируются на величину, определяемую заданным усилием. Контакты 1, 2, в зависимости от характера поверхности нагреваемых кромок (черный прок,ат, деформации иЭ-за предварительной термической обработки или пластической деформации и т.д.),
из-за наличия сферического шарнира контактодержателя 3 и зазора между головкой шарнира и пальцем 6 устанавливаются таким образом, чтобы усилия контактного сжатия равномерно распределились бы между контактами и достигла бы максимальной величины.
По окончании сжатия высокочастотное напряжение от трансформатора подается на шины 22, 23. При этом
ток замыкается по линии шины 22 гибкий токопровод 20 - токоподводящая шина18 - контакт 2 - кромка изделия 25 - контакт 1 - токоподводящая шина 19 - гибкий токопровод
21 - шина 23.
Благодаря дуговому по плоскости размещению контактных прижимов эквивалентные сопротивления каждой контактной пары 1-2 принимают такие значения, что настилы токов по поверхности нагреваемой кромки от каждой контактной пары принимают равные значения, что обеспечивает равномерный нагрев кромки сложной
5 конфигурации. Благодаря наличию сферического шарнира контактодержателей, контакты подвергаются только осевому усилию, что увеличивает их срок службы.
0
Формула изобретения
Устройство для электроконтактного 5 нагрева изделий, содержащее токоподводы с контактными прижимами, зажимной механизм с элементами самоустановки контактных прижимов, о тличающееся тем, что, с целью обеспечения равномерного нагре за кромок изделия и увеличения срока службы контактов, контактные прижимы установлены с равномерным шагом по периметру сектора, высота которого равна 1/4 расстояния между крайними 5 контактами, а элемент самоустановки выполнен в виде сферического шарнира.
Источники информации, принятые -во внимание при экспертизе
1,Авторскоесвидетельство СССР 0 1 503675, кл. С 21 D 1/40, 1976.
2,Технология и оборудование контактной сварки, Машиностроение, М., 1975, с. 196-197.Фч1.г
Л
S фм.З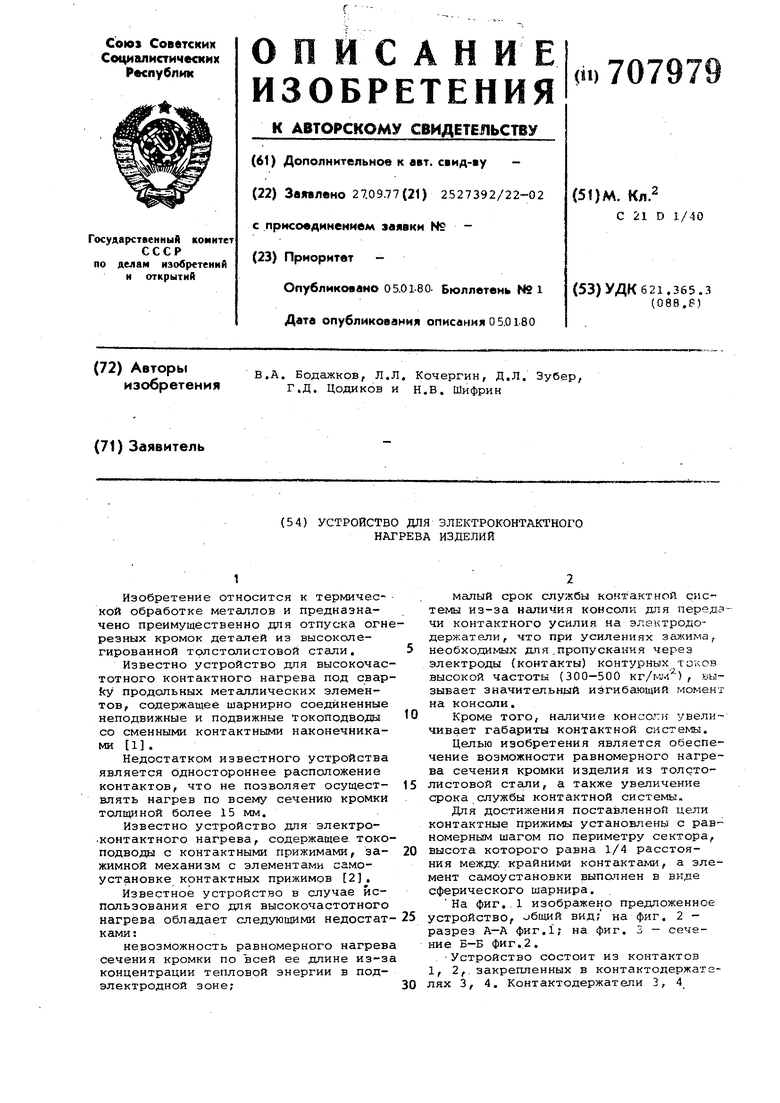
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева кромок листовых металлических изделий | 1981 |
|
SU996469A1 |
| Электроконтактная установка для термообработки болтов | 1982 |
|
SU1167214A1 |
| Способ электроконтактно-индукционного нагрева кромок электропроводного листа | 1983 |
|
SU1173564A1 |
| Устройство для электроконтактного нагрева кромок плоских изделий | 1980 |
|
SU947202A1 |
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1970 |
|
SU276278A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1992 |
|
RU2019371C1 |
| Устройство для подвески деталей в гальванических ваннах | 1987 |
|
SU1444404A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |