2. Устройство ПОП.1, отличающееся тем, что сердечник и нож ус танов лены с возможностью вертикального перемещениям фиксации относительно вальцовочного механизма.
3. Устройство по П.1, отличающееся тем, что лента имеет жестко связанную с .ней упругую замкнутую сменную прокладку,,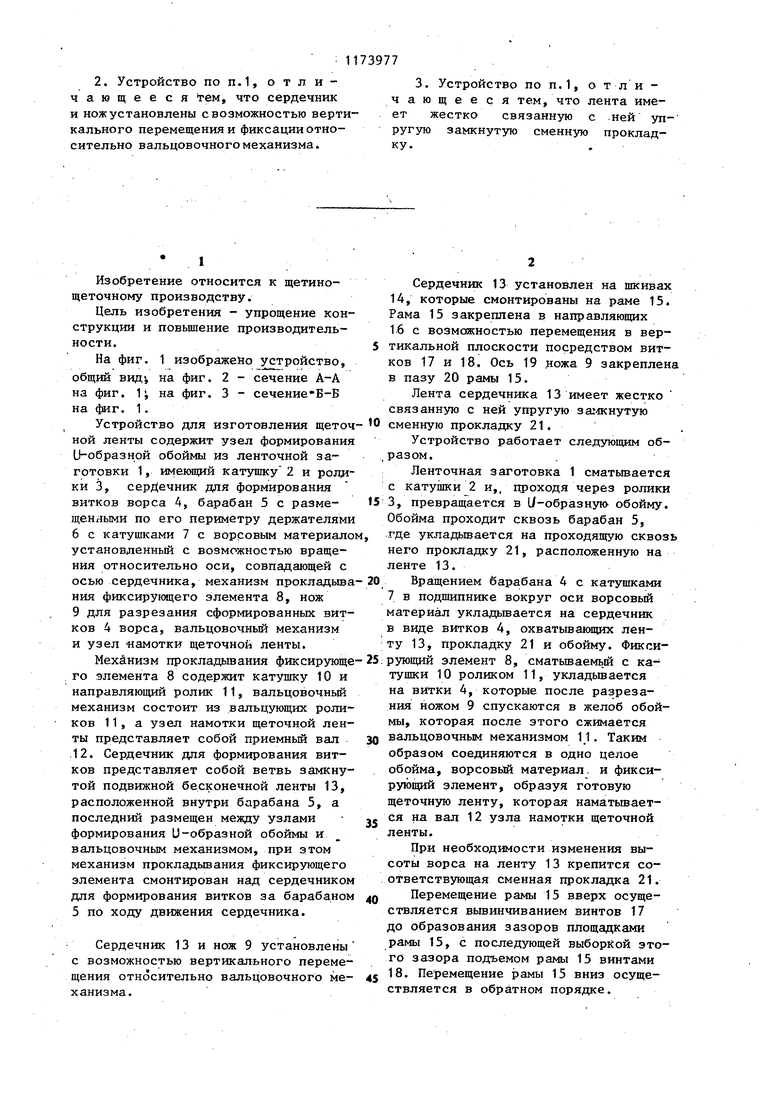
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления щеток | 1989 |
|
SU1729448A1 |
| Устройство для изготовления щеток со спирально расположенной щеточной лентой | 1987 |
|
SU1426531A1 |
| Способ изготовления щеточной ленты | 1983 |
|
SU1192777A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОЙ ЛЕНТЫ | 1992 |
|
RU2060713C1 |
| Устройство для изготовления иглоинструмента | 1989 |
|
SU1664267A1 |
| Устройство для изготовления щеток | 1989 |
|
SU1664266A1 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Устройство для изготовления цилиндрических проволочных щеток | 1981 |
|
SU1000015A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ВОРСА | 1991 |
|
RU2034511C1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОЙ ЛЕНТЫ, содержащее узел формирования U-образной обоймы из ленточной заготовки, сердечник для формирования витков ворса, барабан с размещенными по его периметру держателями с катушками с ворсовым материалом, установленный г 1 с возможностью вращения относительно оси, совпадающей с осью сердечника, механизм прокладывания фиксирующего элемента для закрепления ворса в обойме, нож для разрезания сформированных витков ворса, вальч цовочный механизм и узел намотки щеточной ленты, отличающеес я тем, что, с целью упрощения конструкции и повышения производительности, сердечник для формирования витков представляет собой ветвь замкнутой приводной бесконечной ленты, расположенную внутри барабас $ на, а последний.размещен между узлом формирования и-образной обоймы (Л и вальцовочным механизмом, при этом механизм прокладывания фиксирукяцего элемента смонтирован над сердечником для формирования витков за барабаном по ходу, движения сердечника. со со Фа11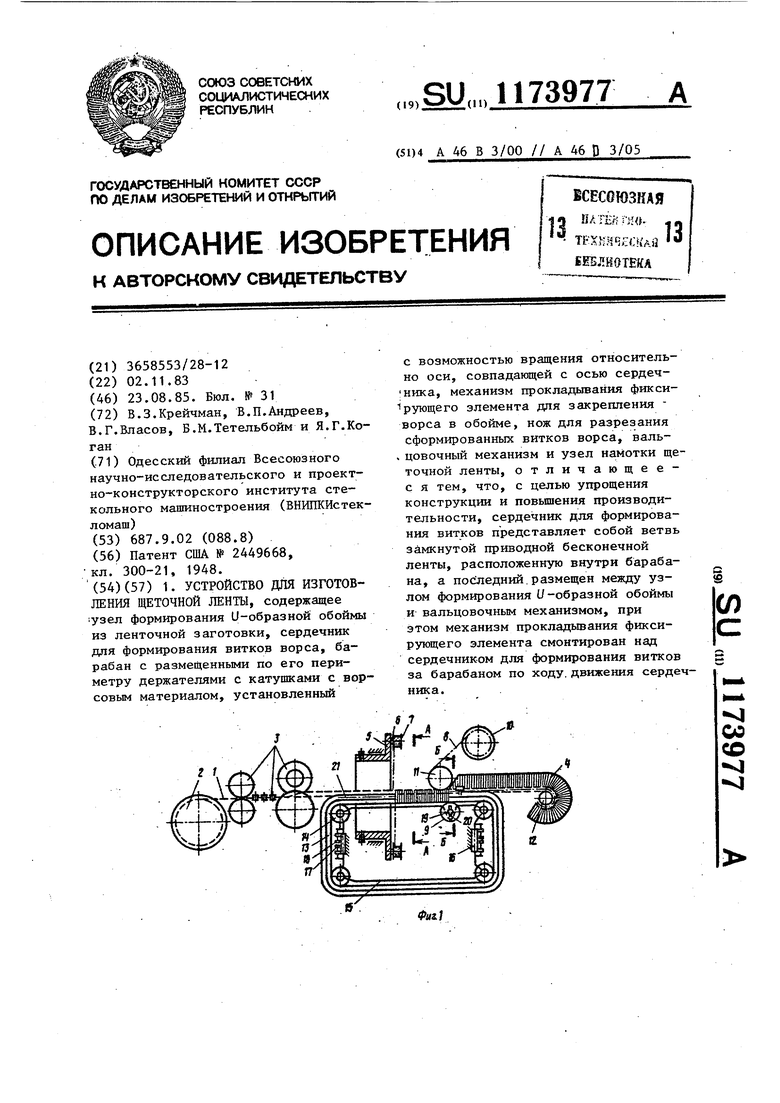
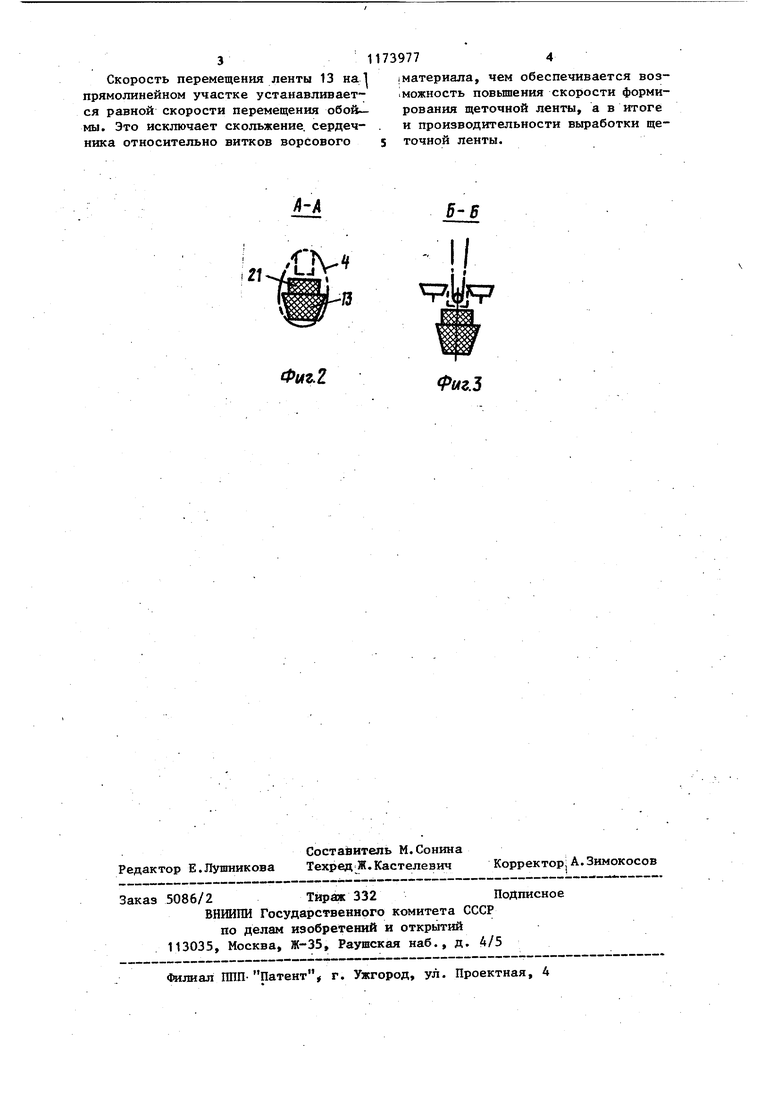
1 Изобретение относится к щетинощеточному производству. Цель изобретения - упрощение конструкции и повьшение производительности. На фиг. 1 изображено устройство, общий вид на фиг. 2 - сечение А-А на фиг. 1j на фиг. 3 - сечение Б-Б на фиг. 1. Устройство для изготовления щеточ ной ленты содержит узел формирования Ц-образной обоймы из ленточной заготовки 1, имеющий катупжу 2 и ролики 3, сердечник для формирования витков ворса 4, барабан 5 с размещенными по его периметру держателями 6 с катушками 7 с ворсовым материало установленный с возможностью вращения относительно оси, совпадающей с осью сердечника, механизм прокладьша ння фиксирующего элемента 8, нож 9 для разрезания сформированных витков 4 ворса, вальцовочный механизм и узел «амотки щеточной ленты. Мехйнизм прокладьюания фиксирующе го элемента 8 содержит катушку 10 и направляющий ролик 11, вальцовочньй механизм состоит из вальцующих роликов 11, а узел намотки щеточной ленты представляет собой приемный вал .12. Сердечник дня формирования витков представляет собой ветвь замкнутой подвижной бесконечной ленты 13, расположенной внутри барабана 5, а последний размещен между узлами формирования и-образной обоймы и вальцовочным механизмом, при этом механизм прокладьшания фиксирующего элемента смонтирован над сердечником для формирования витков за барабаном 5 по ходу движения сердечника. Сердечник 13 и нож 9 установлены с возможностью вертикального перемещения отнс5сительно вальцовочного механизма. Сердечник 13 установлен на шкивах 14, которые смонтированы на раме 15. Рама 15 закреплена в направляющих 16с возможностью перемещения в вертикальной плоскости посредством витков 17 и 18. Ось 19 ножа 9 закреплена в пазу 20 рамы 15. Лента сердечника 13 имеет жестко связанную с ней упругую за:жнутую сменную прокладку 21. Устройство работает следующим образом.. Ленточная заготовка 1 сматьгоается с катушки 2 и,, проходя через ролики 3, превращается в 1/-образнзт обойму. Обойма проходит сквозь барабан 5, где укладьгоается на проходящую сквозь него прокладку 21, расположенную на ленте 13. Вращением барабана 4 с катушками 7 в подшипнике вокруг оси ворсовый материал укладьшается на сердечник в виде витков 4, охватываницих ленту 13, прокладку 21 и обойму. Фиксирзпощий элемент 8, сматьтаемьй с катушки 10 роликом 11, укладьшается на витки 4, которые после разрезания ножом 9 спускаются в желоб обоймы, которая после этого сжимается вальцовочным механизмом 11. Таким образом соединяются в одно целое обойма, ворсовый материал, и фиксирующий элемент, образуя готовую щеточную ленту, которая наматьшается на вал 12 узла намотки щеточной ленты. При необходимости изменения высоты ворса на ленту 13 крепится соответствующая сменная прокладка 21. Перемещение рамы 15 вверх осуществляется вывинчиванием винтов 17 до образования зазоров площадками рамы 15, с последующей выборкой этого зазора подъемом рамы 15 винтами 18. Перемещение рамы 15 вниз осуществляется в обратном порядке.
Скорость перемещения ленты 13 на прямолинейном участке устанавливается равной скорости перемещения обоймы. Это исключает скольжение, сердечника относительно витков ворсового
л-д
iматериала, чем обеспечивается воз.можность повьшения скорости формирования щеточной ленты, а в итоге и производительности выработки щеточной ленты.
5-5
Фиг.2
иг.З
| СПОСОБ ВЫРАБОТКИ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2449668C1 |
| ТКАЦКИЙ СТАНОК | 1920 |
|
SU300A1 |
