Изобретение относится к производству щеточных изделий, а именно к изготовлению иглоинструмента, применяемого, например, при механической обработке металлов.
Цель изобретения - повышение качества изготавливаемого инструмента.
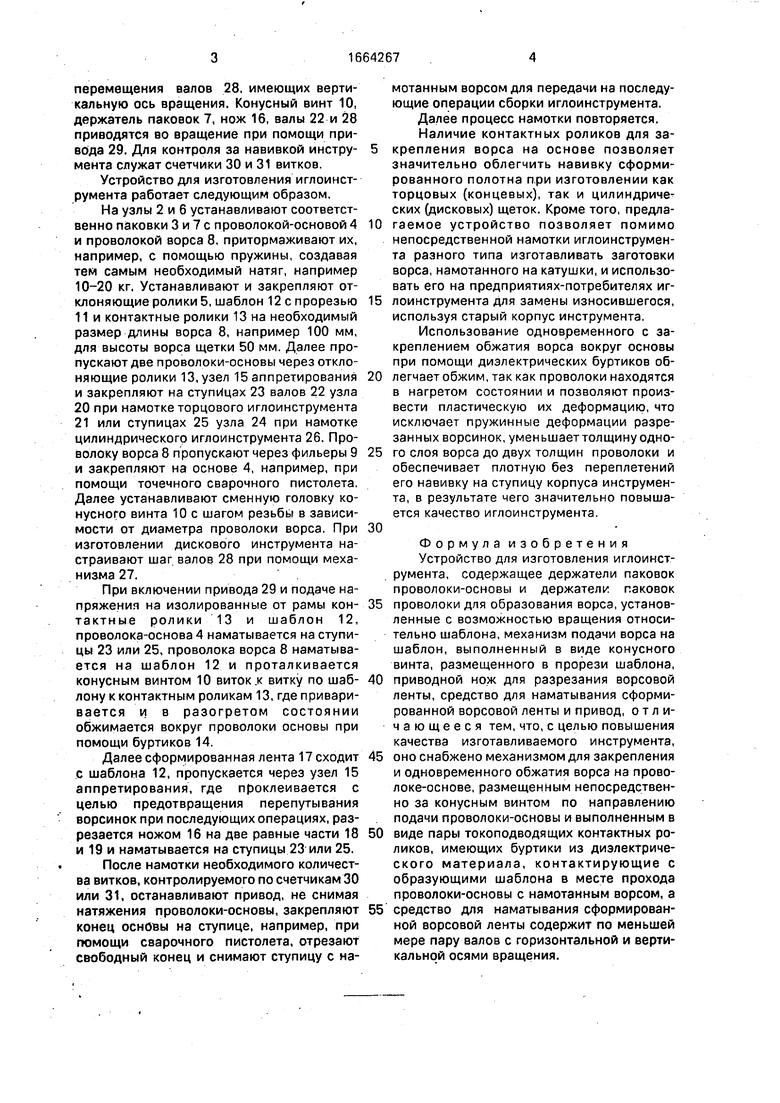
На фиг. 1 схематично изображено устройство, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для изготовления иглоинструмента содержит раму 1, на которой смонтированы узел 2 держателей паковок 3 с проволокой-основой 4, передвижные отклоняющие ролики 5, узел. 6 держателей паковок 7 с проволокой ворса 8 и фильерами 9, механизм подачи ворса,на шаблон, выполненный в виде приводного конусного винта 10, размещенного в прорези 11 сменного шаблона 12 в месте намотки ворса на шаблон, пару подпружиненных контактных роликов 13, каждый из которых имеет диэлектрические буртики 14, например, из стеклопластика, узел 15 для нанесения и сушки аппретирующего состава, например резинового клея, приводной нож 16 для разрезания сфорсированной ворсовой ленты 17 на две равные части 18 и 19, узел 20 намотки торцового или концевого иглоинструмента 21, состоящий из пары валов 22 со ступицами 23 с горизонтальной осью вращения, узел 24 для намотки на ступицы 25 цилиндрического или дискового иглоинструмента 26 с механизмом 27 продольного
О 0
4
ю о
vj
перемещения валов 28, имеющих вертикальную ось вращения. Конусный винт 10, держатель паковок 7, нож 16, валы 22 и 28 приводятся во вращение при помощи привода 29. Для контроля за навивкой инструмента служат счетчики 30 и 31 витков.
Устройство для изготовления иглоинст- румента работает следующим образом.
На узлы 2 и 6 устанавливают соответственно паковки 3 и 7 с проволокой-основой 4 и проволокой ворса 8, притормаживают их, например, с помощью пружины, создавая тем самым необходимый натяг, например 10-20 кг. Устанавливают и закрепляют отклоняющие ролики 5, шаблон 12с прорезью 11 и контактные ролики 13 на необходимый размер длины ворса 8, например 100 мм, для высоты ворса щетки 50 мм. Далее пропускают две проволоки-основы через отклоняющие ролики 13, узел 15 аппретирования и закрепляют на ступИцах 23 валов 22 узла
20при намотке торцового иглоинструмента
21или ступицах 25 узла 24 при намотке цилиндрического иглоинструмента 26. Проволоку ворса 8 пропускают через фильеры 9 и закрепляют на основе 4, например, при помощи точечного сварочного пистолета. Далее устанавливают сменную головку конусного винта 10 с шагом резьбы в зависимости от диаметра проволоки ворса. При изготовлении дискового инструмента настраивают шаг валов 28 при помощи механизма 27.
При включении привода 29 и подаче напряжения на изолированные от рамы контактные ролики 13 и шаблон 12, проволока-основа 4 наматывается на ступицы 23 или 25, проволока ворса 8 наматывается на шаблон 12 и проталкивается конусным винтом 10 виток .к витку по шаблону к контактным роликам 13, где приваривается и в разогретом состоянии обжимается вокруг проволоки основы при помощи буртиков 14.
Далее сформированная лента 17 сходит с шаблона 12, пропускается через узел 15 аппретирования, где проклеивается с целью предотвращения перепутывания ворсинок при последующих операциях, разрезается ножом 16 на две равные части 18 и 19 и наматывается на ступицы 23 или 25.
После намотки необходимого количества витков, контролируемого по счетчикам 30 или 31, останавливают привод, не снимая натяжения проволоки-основы, закрепляют конец основы на ступице, например, при помощи сварочного пистолета, отрезают свободный конец и снимают ступицу с намотанным ворсом для передачи на последующие операции сборки иглоинструмента. Далее процесс намотки повторяется. Наличие контактных роликов для закрепления ворса на основе позволяет значительно облегчить навивку сформированного полотна при изготовлении как торцовых (концевых), так и цилиндрических (дисковых) щеток. Кроме того, предлагаемое устройство позволяет помимо непосредственной намотки иглоинструмента разного типа изготавливать заготовки ворса, намотанного на катушки, и использовать его на предприятиях-потребителях иглоинструмента для замены износившегося, используя старый корпус инструмента.
Использование одновременного с закреплением обжатия ворса вокруг основы при помощи диэлектрических буртиков облегчает обжим, так как проволоки находятся в нагретом состоянии и позволяют произвести пластическую их деформацию, что исключает пружинные деформации разрезанных ворсинок, уменьшает толщину одного слоя ворса до двух толщин проволоки и обеспечивает плотную без переплетений его навивку на ступицу корпуса инструмента, в результате чего значительно повышается качество иглоинструмента.
Формула изобретения Устройство для изготовления иглоинструмента, содержащее держатели паковок проволоки-основы и держатели паковок
проволоки для образования ворса, установленные с возможностью вращения относительно шаблона, механизм подачи ворса на шаблон, выполненный в виде конусного винта, размещенного в прорези шаблона,
приводной нож для разрезания ворсовой ленты, средство для наматывания сформированной ворсовой ленты и привод, отличающееся тем, что, с целью повышения качества изготавливаемого инструмента,
оно снабжено механизмом для закрепления и одновременного обжатия ворса на проволоке-основе, размещенным непосредственно за конусным винтом по направлению подачи проволоки-основы и выполненным в
виде пары токоподводящих контактных роликов, имеющих буртики из диэлектрического материала, контактирующие с образующими шаблона в месте прохода проволоки-основы с намотанным ворсом, а
средство для наматывания сформированной ворсовой ленты содержит по меньшей мере пару валов с горизонтальной и вертикальной осями вращения.
f(O
см
rr CO
to
72
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ВОРСА | 1991 |
|
RU2034511C1 |
| Устройство для изготовления цилиндрических проволочных щеток | 1981 |
|
SU1000015A1 |
| Устройство для изготовления торцовых щеток | 1983 |
|
SU1253606A1 |
| Устройство для изготовления цилиндрических щеток | 1981 |
|
SU1169600A1 |
| Устройство для изготовления цилиндрической щетки | 1986 |
|
SU1391597A1 |
| Устройство для изготовления щеток | 1989 |
|
SU1729448A1 |
| Устройство для изготовления щеточной ленты | 1983 |
|
SU1173977A1 |
| Устройство для изготовления щеток со спирально расположенной щеточной лентой | 1987 |
|
SU1426531A1 |
| Способ изготовления эластичной оболочки с ворсовым покрытием | 2023 |
|
RU2819057C1 |
| Способ изготовления торцовых щеток | 1983 |
|
SU1286154A1 |

Изобретение относится к щетинно-щеточному производству. Цель изобретения - повышение качества изготавливаемого инструмента. Устройство для изготовления иглоинструмента содержит держатели паковок проволоки-основы и держатели паковок проволоки для образования ворса, установленные с возможностью вращения относительно шаблона, механизм подачи ворса на шаблон, выполненный в виде конусного винта, размещенного в прорези шаблона, приводной нож для разрезания ворсовой ленты, средство для наматывания сформированной ворсовой ленты и привод. Устройство имеет механизм для закрепления и одновременного обжатия верха на проволоке-основе, размещенный непосредственно за конусным винтом по направлению подачи проволоки-основы и выполненный в виде пары токоподводящих контактных роликов, имеющих буртики из диэлектрического материала, контактирующие с образующими шаблона в месте прохода проволоки-основы с намотанным ворсом, а средство для наматывания сформированной ворсовой ленты содержит по меньшей мере пару валов с горизонтальной и вертикальной осями вращения. 3 ил.
Фие.З
| Устройство для изготовления цилиндрических проволочных щеток | 1981 |
|
SU1000015A1 |
| кл | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
