(54) КЛЕТЬ ПЛАНЕТАРНОГО СТАНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1983 |
|
SU1117096A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Рабочая клеть планетарного стана | 1976 |
|
SU608573A1 |
| Прокатный стан | 1983 |
|
SU1135503A1 |
| Способ продольного разделенияСОВМЕщЕННыХ пРОфилЕй и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816581A1 |
| Рабочая клеть маятникового стана | 1974 |
|
SU505450A1 |
| Рабочая клеть сортового планетар-НОгО CTAHA | 1979 |
|
SU845893A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
1
Изобретение относится к прокатному про- изнодству, S частности к ксаютрукции клетей плаиетаря-ых сталов. Известна клеть планета |};ого CTaiia, имеющая неиодвиг.агую станиiiy с разметенным в ней профилированной :-.1:-той и прпводным iioEopoTKbiNt сепаратором Hoayiii:::.; рабочие валки.
O;UiaKO известная конструкция не позвоji. колучать прокат высокого качества скольжекия прокать:вае ого мегталла по неиодвп/клси плите.
Моль изобретения - улуч1иед ке качества про;;отл и уБел1:четп1е об:{;атчя за цикл.
Дп; этого в предиага.мой KJierH плане- Гй.1ого cTciHa лросЬ ;л;:роза;лая плита вынолiicira D виде колыхсього ct- Kiijpa с коццедгтрикой относительно оси вращел.чя сепаратора Hapy.Naioi) поверхтюстью, которчя оперта на роли.кИ: контактирующие со CTajiraiOK, я C}ia6xvCTia npj.водом возврат}-: -11Оотупательного по|еме1Ци:П15т, jianpiiNiep 1м&в ;оцилш1Д 1См; : ;ллй из раСэч;: залков снаОжон aiecrepjjeii, взг);.од; ;1ствлг,ш,ой о тентралг иой ;иостс-;.ief, устаноЕ.Юыоп coi-,;io с coisaraTOpOM
матическк связанного с приводом сепараторза, кроме того, клеть снабжена дополнительной п нрс филированной плитой в виде кольцевого cei сектора, расположенной симметрично первой относительно оси вращения сепаратора.
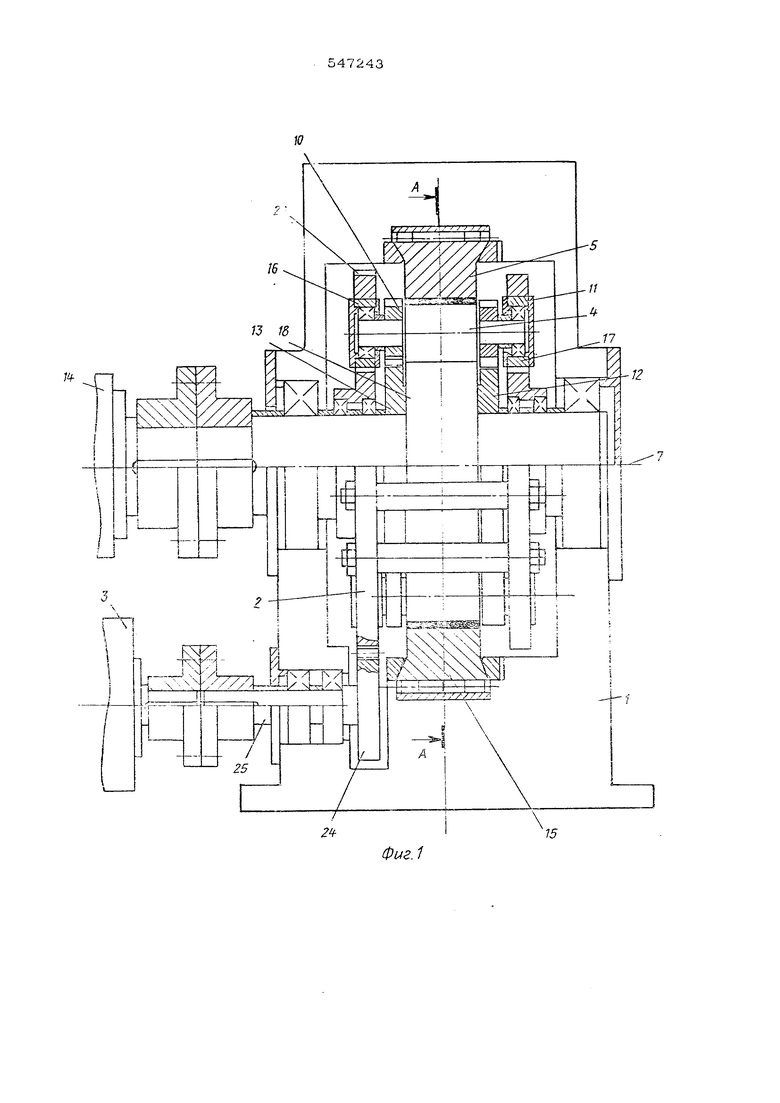
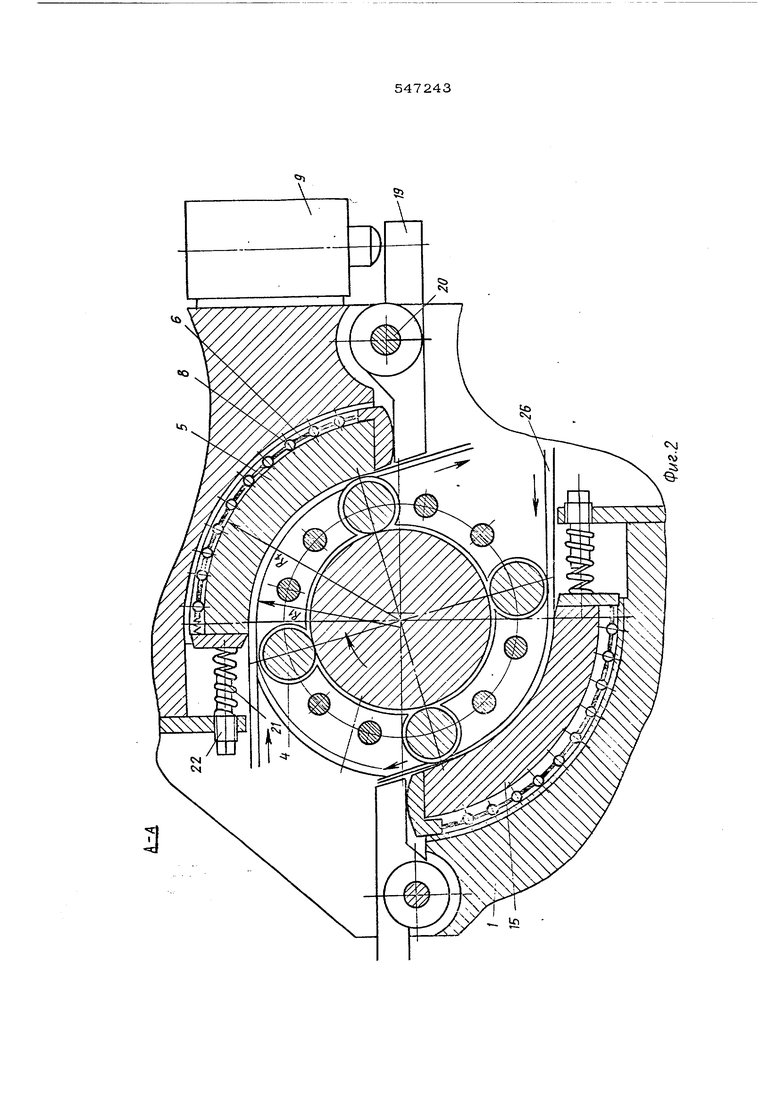
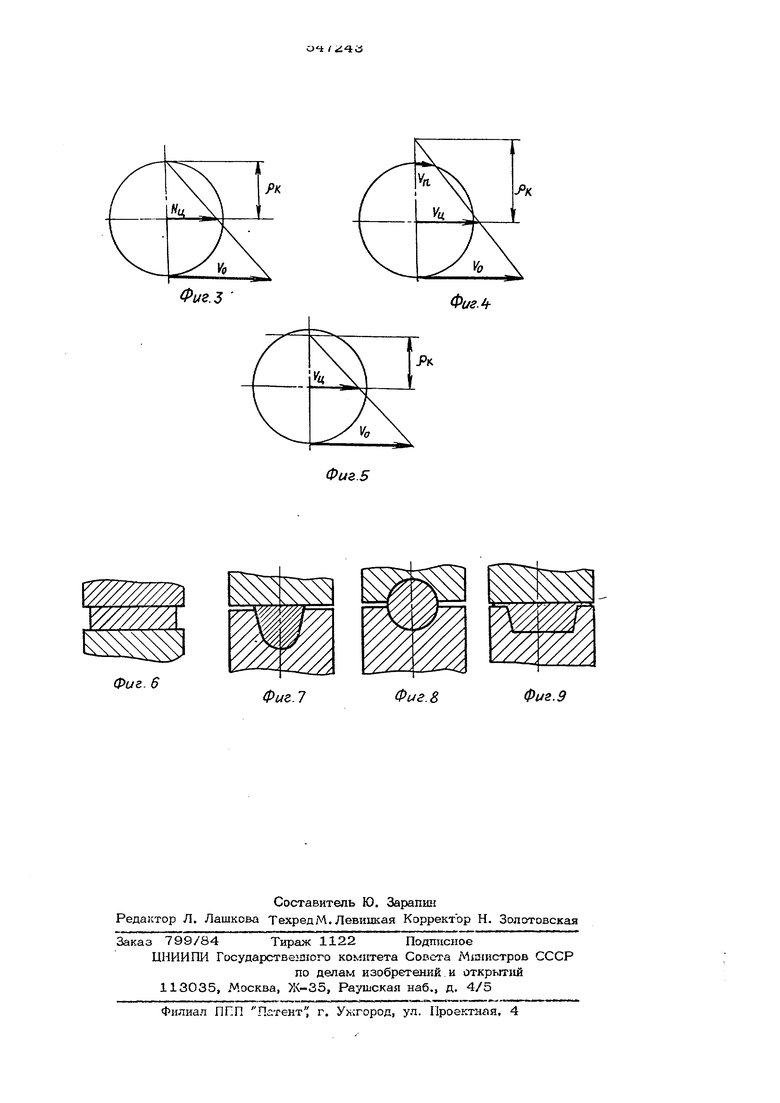
На фиг. 1 изображена предлагаемая клеть, вергикальный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-5 - схемы регулировки катающего радиуса; ла фиг. - возмохшый сортамент готового проката.
Клеть имеет неподвиххн.о стан1шу 1, внутри которой расположен cenapiiTop 2 с приводом 3, несущий рабочие валки 4, и п юфш1ироDaiiJijio плиту 5, наружная поверхность 6 которой выполнена концентричной относительно оси 7 cenaj aTopa 2 и .оллрйется на роЛ11ки 8. контактирующие со станиной 1, Плита 5 псдпрум шона пневмоцилюшром 9, поршень кга-орого в исходном положении прижат к псрсл ей крышке пневмоиилиндра и находится п::-1 не:;о;-орь м начальным давлениега.
На из ро.бочих Е.ЛКОБ 4 установлены по JBi-e к.эстерки 10 .и J.1, ка;вдая из коTL-frL:x изаимодействует с центральиыл и шссTiЗpi:я ;и 12 и 13, приводящими от отдельного
привода 14. Приводы 3 и 14 связаны между собой кинематически (система электрического вала, коробка скоростей и т. д.) любым изв€хп ным образом,
С другой стороны сепаратора 2 симмет ришо первой плите 5 установлена дополнительно вторая плита 15 со своим пневмоцилиндром (на чертежахне показан).
Рабочие валки 4 5становлены в под тлках 16 и 17 и контактируют с опорным валком 18, установленным соосно с сепаратором 2.
Пневмош1Л1Шдр 9 взаимодействует с профилированной плитой 5 через рычаг 19, установленный на оси 20. С другой стороны плиты 5 с ней взаимодействует пружина 21, усилие которой регулируется винтом 22 Сепаратор 2 приводится во вращение через шестерни 23 и 24 и вал 25.
Клеть работает в следующем порядке.
Заготовка 26 подается в зону деформации известным способом. Сепаратор 2 приводитс во вращение от привода 3, одновременно рабочие валки 4 получают вращение, обкатываясь по центральным шестерням 12 и 13. Угловая скорость валка 4 определяется соотношением линейных скоростей центра и периферии (см. фиг. 3, 5). Соотношение этих скоростей определяет также и величину катаюп1его радиуса, что позволяет прокатывать не только плоские, но и фасонные профили.
Прокатку гфофилей можно производить в закрытом калибре с перемещенным профилем ручья (см. фиг. 7, 9).
При обкатке заготовки происходит перемещение металла совместно с плитой 5. Таким образом, скольжение металла относительно плиты значительно уменьшается.
При перемещении плиты 5 снижается воздух Б цил1шдре 9, благодаря нему при окончаНИИ цикла обжатия плита 5 воврашается в исходное положение. Демпфирование ее осуществляет пружина 21.
Начальное давление в щипшдре 9 и усилие пружины 21 определяется в зависимости от сортамента и маршрута пролатки, а также числа оборотов сепаратора ц числа валков 4.
Подача заготовки 26 в очаг деформации может осуществляться как прерывисто, так и с постоянной скоростыо, определяемой со- OTHOiiieinieM скоростей сепаратора и валков (см. фнг. 4).
Формула изобретения
;
чл
(
д)аз)Ф
/
Т
и Li ;
F
И rr
м
Jt:
S
75
Фиг.1
Фиг.З
Фиг.
V//////A
Ш
Фиг. 6
Фиг.7
Фиг. 9
Фиг. В
