Изобретение относится к трубопрокатному производству, а точнее к способам горячей продольной прокатки труб, и может быть использовано на калибровочных и редукционных трубопрокатных станах.
Цель изобретения - уменьшение изогнутости переднего конца трубы путем компенсации охлаждения нижней части трубы от контакта с накапливаемой на нижнем валке водой.
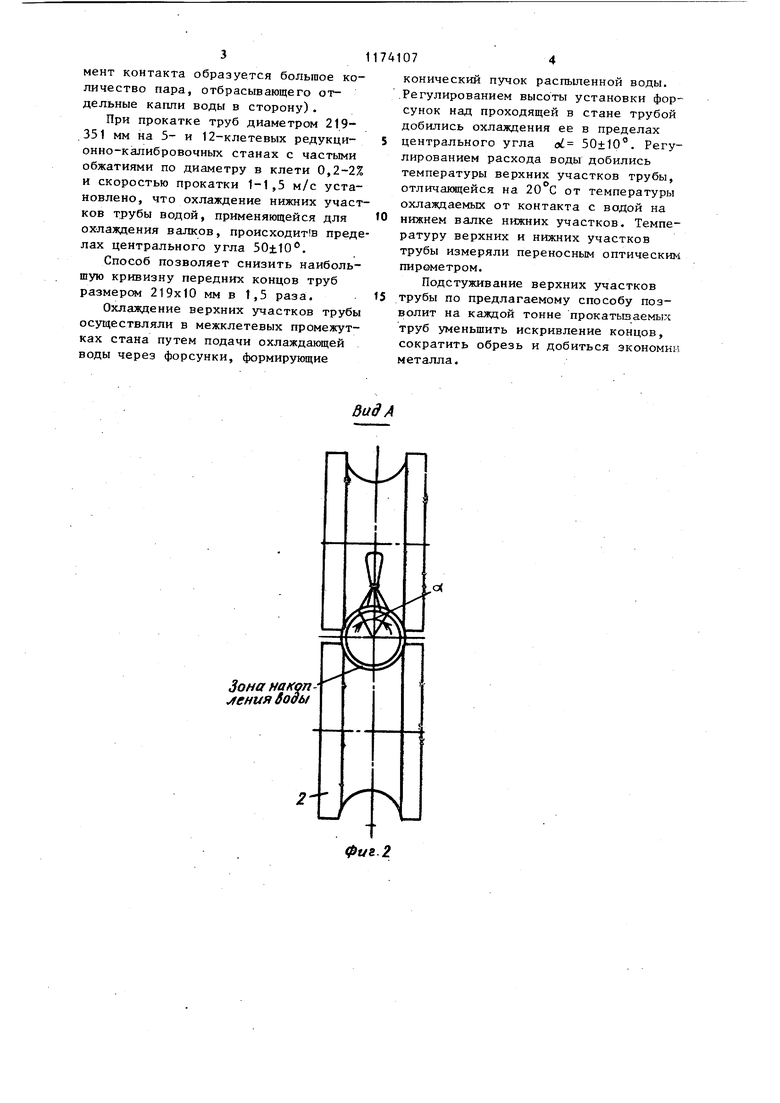
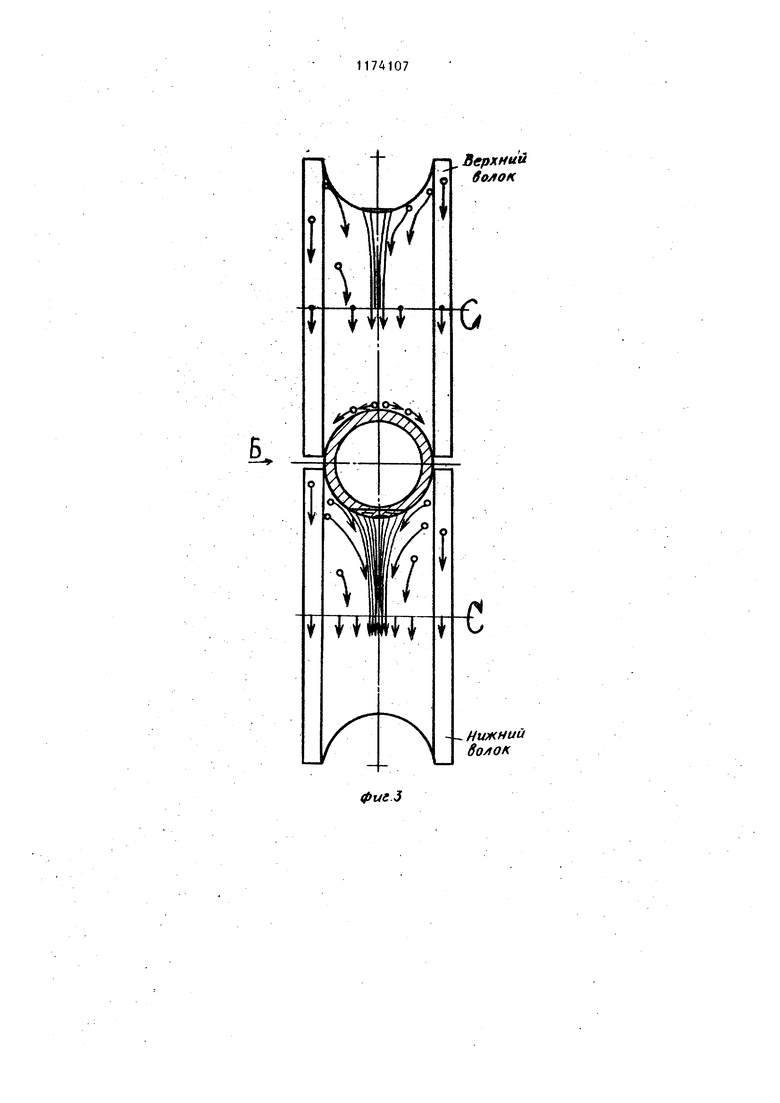
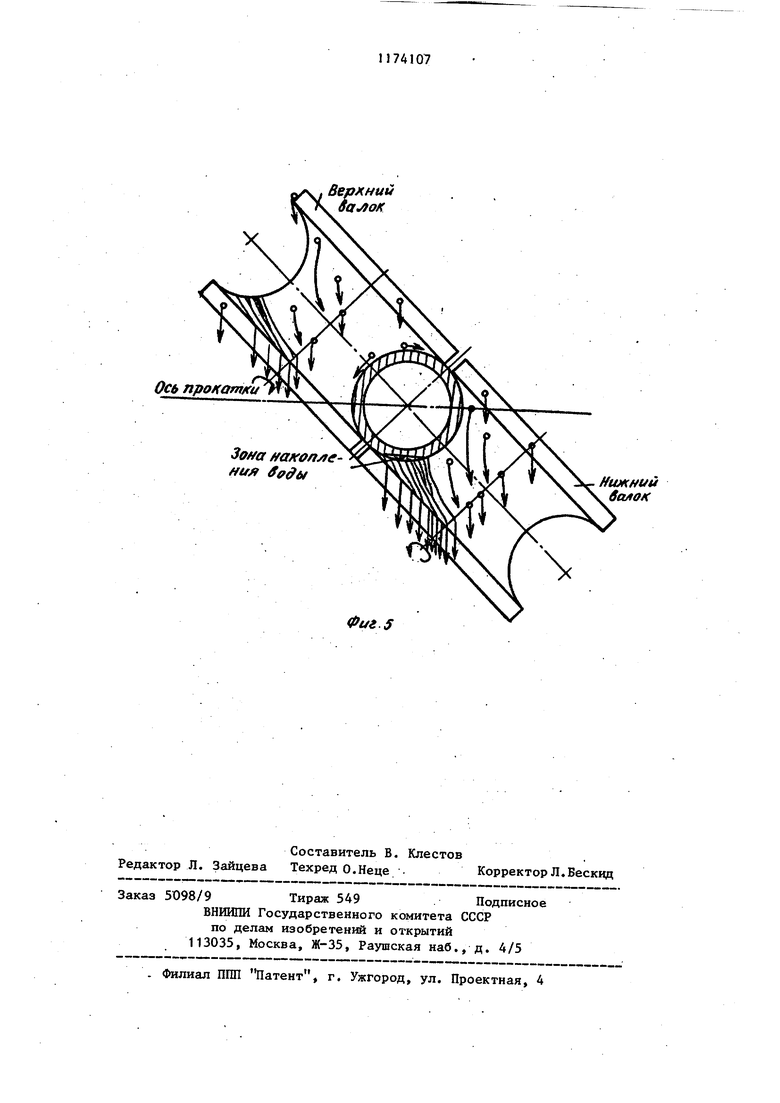
На фиг. 1 показана схема прокатки в калибре, на фиг. 2 - вид А на фиг. 1; на фиг. 3 - направление течения воды охлаждающей валки; на фиг.4 вид Б на фиг. 3; на фиг. 5 - охлаждение валков наклонных к горизонту под углом 45.
Предлагаемьй способ осуществляется следующим образом.
Перед поступлением трубы 1 в валки 2 очередной клети подстуживают верхние участки трубы. Подстуживание осуществляют путем подачи охлаждаиицей жидкости из форсунки 3,установленной перед валками. Подбором типа форсунки и высоты ее установки над трубой добиваются подстуживания верхних учасков трубы в пределах центрального угла oi 50±10. Учитывая,что от кон|такта с водой, накапливающейся на нижнем валке на таком же угле, охладится нижняя часть трубы, подбирают такое количество подаваемой воды, которое обеспечит между верхними и нижними участками трубы выравнивание температуры или ее разность не более 20 С. Это приводит к равенству вытяжек участков, а следовательно, уменьшению изогнутости труб, особенно передних концов, не выпрямляемых на правильных машинах.
Возможно искривление трубы из-за охлаждения нижней поверхности трубы водой в результате охлаждения валков стана. При сопоставлении протяженности периметров сечения трубы с более низкой температурой по нижней поверхности трубы и ширины зоны накопившейся воды в щели между поверхностью трубы установлено, что основным фактором неравномерного охлаждения трубы является именно вода от охлаждения валков, так как происхо- . дит неравномерное охлаждение нижней поверхности по длине трубы - температура нижней поверхности трубы постепенно увеличивается от переднего
конца трубы к заднему. Причем разница температур достигает ЮО-ТЗО С. Это происходит из-за охлаждения нижней поверхности трубы за счет воды охлаждения валков (каким образом происходит неравномерность охлаждени нижней поверхности трубы рассмотрено ниже - после изложения процесса образования накопления воды между нижней поверхностью трубы и поверхностью калибра).
Интенсивность линий течения условно представляет величину объемо . На фиг. 3-5 видно, как происходит накопление воды между поверхностью калибра и нижней поверхностью трубы и невозможность такого.накопления между верхней поверхностью трубы и калибром, так как в последнем случае отдельные-капли (струи) воды стекают с выпуклой поверхности трубы. Между нижней поверхностью трубы и поверхностью калибра происходит образование своеобразной лунки за счет вогнутой поверхности калибра. Вода с верхнего валка свободно стекает на нижний. Особенно это проявляется в момент отсутствия трубы в стане, когда вода, стекающая с вернего валка, не имеет такого препятствия, как труба. При появлении труб в валках часть воды от трубы отлетае в сторону от валков. Поэтому в началный момент соприкосновения переднего конца трубы с валками объем воды в лунке между нижней,поверхностью трубы и поверхностью калибра наибольший и труба остывает наиболее интенсивно. При прохождении трубы через валки объем воды в лунке уменьшается из-за экранирующего действия трубы и интен сивность охлаждения нижней поверхности трубы уменьшается, что и вызывает неравномерность охлаждения нижних участков по длине трубы. Уменьшение изогнутости трубы наиболее важно для переднего ее конца, т.е. находящегося в наиболее сложных условиях в отношении охлаждения. Объем воды, стекающей с верхнего валка на верхнюю поверхность трубы, меньше объема воды в лунке между нижней поверхностью трубы и поверхностью калибра, в результате чего интенсивность охлаждения нижней поверхности грубы вьше. Этому же способствует кратковременность контакта стекающей на трубу воды с верхнего валка (в мо3мент контакта образуется большое количество пара, отбрасывающего отдельные капли воды в сторону). При прокатке труб диаметром 219351 мм на 5- и 12-клетевых редукционно-калибровочных станах с частыми обжатиями по диаметру в клети 0,2-2% и скоростью прокатки 1-1 ,5 м/с установлено, что охлаждение нижних участ ков трубы водой, применяющейся для охлаждения валков, происходить преде лах центрального угла SOtlO. Способ позволяет снизить наибольшую кривизну передних концов труб размером 219x10 мм в 1,5 раза. Охлаждение верхних участков трубы осуществляли в межклетевых промежутках стана путем подачи охлаждающей воды через форсунки, формирующие 07 конический пучок распыленной воды. Регулированием высоты установки форсунок над проходящей в стане трубой добились охлаждения ее в пределах центрального угла oi 50±10°. Регулированием расхода воды добились температуры верхних участков трубы, отличакмцейся на 20 С от температуры охлаждаемых от контакта с водой на нижнем валке нижних участков. Температуру верхних и нижних участков трубы измеряли переносным оптическим пирометром. Подстуживание верхних участков трубы по предлагаемому способу позволит на каждой тонне прокатьшаемых труб уменьшить искривление концов, сократить обрезь и добиться экономн металла.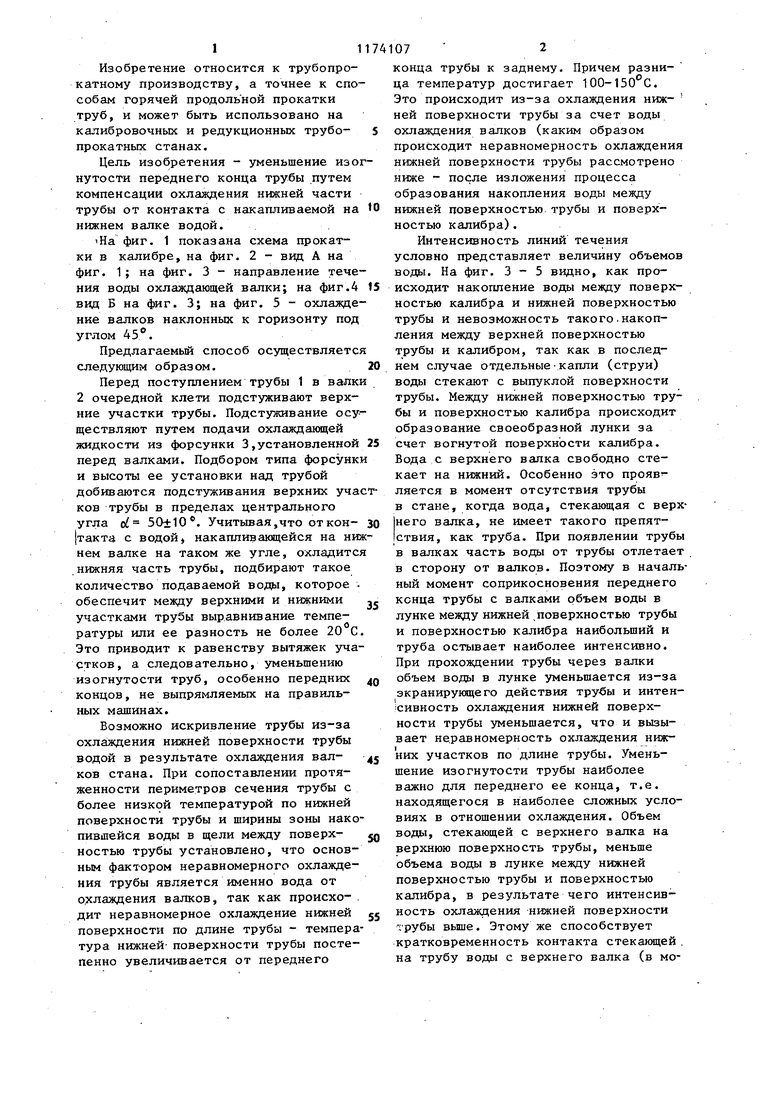
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прошивки | 1979 |
|
SU820936A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| Способ продольной прокатки труб | 1987 |
|
SU1583197A1 |
| Способ продольной прокатки профильных труб | 1984 |
|
SU1180095A1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1993 |
|
RU2068450C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36, 53×3100-3300 мм ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ | 2013 |
|
RU2542153C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ охлаждения прокатных валков станов горячей прокатки | 1975 |
|
SU571313A1 |
СПОСОБ ПРОДОЛЬНОЙ БЕЗОПРАВОЧНОЙ ПРОКАТКИ ТРУБ, включаиций деформацию нагретой трубы в. ручьевых валках, охлаждаемых снаружи водой, отличающийся тем, что, с целью уменьшения изогнутости переднего конца трубы путем компенсации охлаждения нижней части трубы от контакта с накапливаемой на нижнем валке водой, перед калибром подают на верхнюю.часть трубы охлаждающую жидкость, снижая температуру поверхности на дуге центрального угла 50+10, и деформируют трубу с выравненной температурой поверхности на диаметрально противополож- § ных равных дуговых участках. (О 4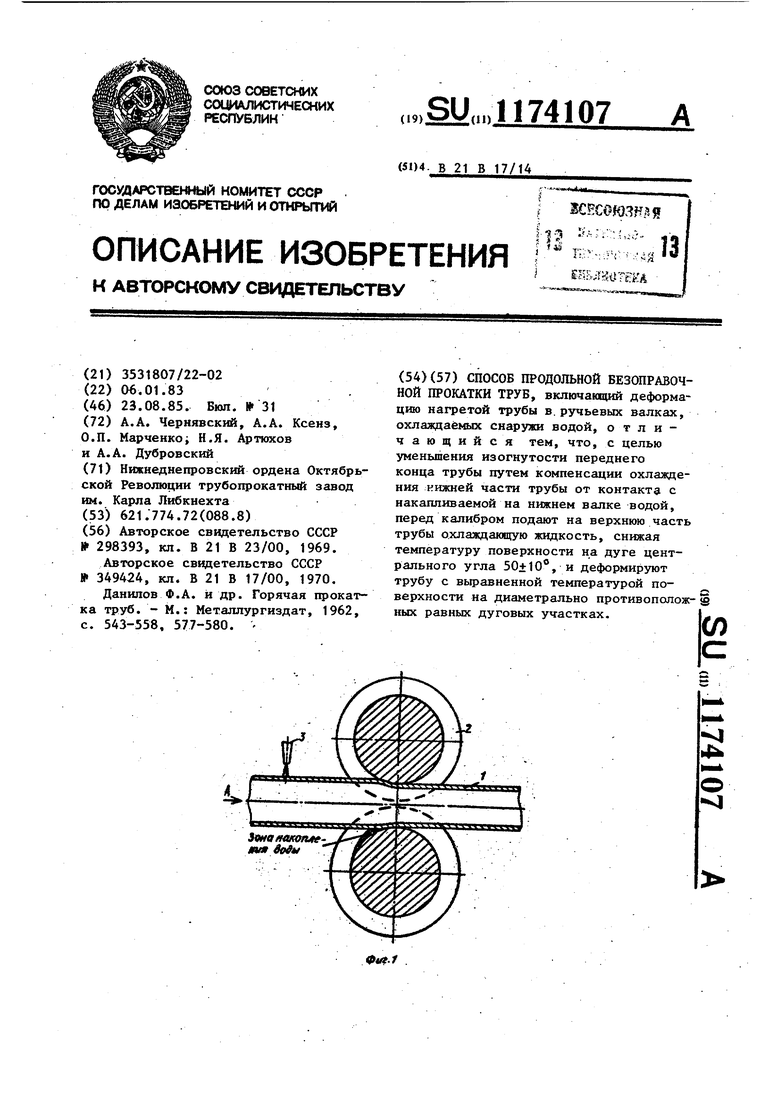
Зона накопления 0006/
фиг. 2
ВидВ Верхний Ось npoHamffit 3of/a f/a/fon e f/U/f Фиг 5 HWffHtfU 6ajtoi
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ | 0 |
|
SU298393A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU349424A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка труб | |||
| - М.: Металлургиздат, 1962, с | |||
| Приспособление для открывания боковых откидных стенок вагонетки | 1922 |
|
SU543A1 |
| I ВСЕСОЮЗНАЯ fj :.;;::;. | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
