Изобретение относится к трубопрокатному производству, а именно к способам прокатки труб на автоматических станах и станах продольной прокатки труб с последовательно расположенными станами продольной прокатки.
Цель изобретения - снижение поперечной разностенности труб при отклонении от 90° угла кантовки гильзы между проходами.
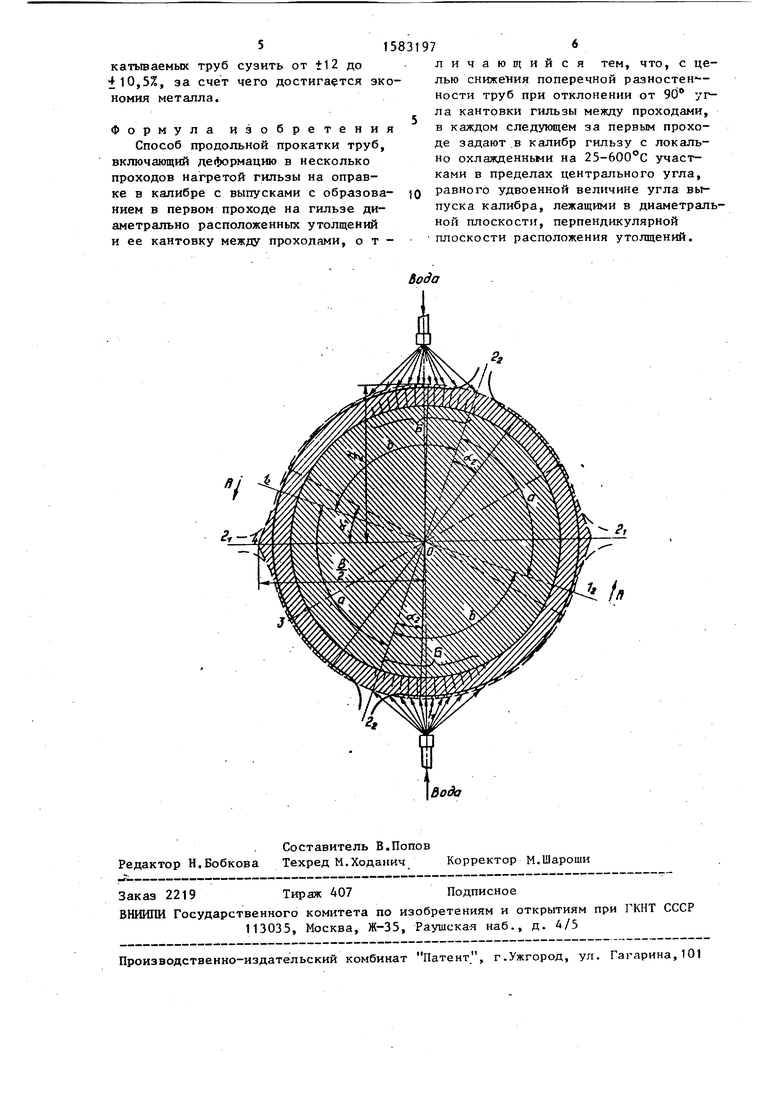
На чертеже показана схема продольной прокатки труб с подстуживани- ем (представлено состояние, когда угол кантовки трубы между проходами не соответствует 90°, что отображено условно поворотом калибра второго прохода).
После первого прохода на автомат- стане образуется утолщение стенки трубы в местах, что соответствует области выпусков калибра (область 345). При кантовке трубы перед вторым проходом на угол, отличный от 90°, сечение трубы несимметрично распределено относительно оси калибра 1 -1 а второго прохода, что и является причиной образования смещения валков вдоль оси разъема калибра. Валки смещаются в сторону места утолщения стенки (по направлению стрелок А). В результате наводится поперечная разностенность симметричного типа, которая только частично устраняется при последующей раскатке на трехвал- ковых станах поперечно-винтовой просл
00
оо
00
J
катки. Снижение температуры гильзы в местах, соответствующих вершине калибра первого прохода (места Б) пр приводит к повышению сопротивления деформации металла охггажденных участков, что препятствует смещению валков во втором проходе при несоответствии угла кантовки гильзы 90°, а это позволит снизить разностенност труб. Если же угол кантовки гильзы в некоторых случаях оказывается равным 90е, то охлажденные участки попадают в область выпуска калибра второго прохода, что также способствует сни- жению поперечной разностенности за счет ограничения истечения металла в выпуски.
Необходимую величину охлаждения ДТ по предлагаемому способу выбира- ют следующим образом.
Исходя из калибровки инструмента, известны ширина В и высота Н калибра, определяющие его условную овали- зацио if, равную частному от деления ширины калибра на его высоту; известны также радиус калибра R, радиус выпуска калибра f и угол выпуска калибра с/. Из таблицы прокатки известны режимы обжатий по толщине стен- ки Л81 - в первом проходе - во втором проходе. При отсутствии точной кантовки гильзы между проходами на 90° по одну сторону от вертикальной оси калибра необходимо об- жать сечение трубы 345, что в пересчете на четверть калибра соответствует дополнительному обжатию по толщине, стенки
AS -&- (ty- О Н
//
Для того, чтобы скомпенсировать рост давления металла на валки за счет дополнительного обжагия стенки в левой части полукалибра (четверть а), в правой части (четверть Ь) необходимо снизить температуру. Равенство давлений на левую и правую части полукалибров второго прохода определяет математическую запись величины охлаждения в пределах 25 - 6UL) С для сортамента типоразмеров сталей установки:
и
ДТ
- (250-350)n( - О ,
1ЈJ L
583197
где
и- с ь ю 15
20
25 3035
40
45
50
интервал 250-350 учитывает линейный рост сопротивления деформации с коэффициентом 1/25 за счет снижения температуры и среднюю величину удельных давлений (10-14 кг/мм ) при продольной прокатке на короткой оправке;
/ п 2-3 опытный коэффициент,учитывающий выравнивание температуры в сечении трубы при локальном охлаждении за время между первым и вторым проходами. На трубопрокатной уст-човке 140 с последовательным расположением станов трубы из стали Ст.20 диаметром 146 мм и толщиной стенки S 8,0 мм катают в валках, калибровка которых характеризуется Н 146 мм, В 156,2 мм, $ 1,07 мм, ol 30°, R 73 мм, Р 145,1 мм. По таблице прокатки: 4S, 3,2 мм, 4S4 1,0 мм. Температура прокатки на первом стане 1100-1200°С, на втором 1000-1150°С. Вычисления по приведенной формуле при п 1 дают /4Т 172 - 242°С.
При температуре трубы после второго стана, равной 1ЮО°С, температура участков ее по вершине первого с тана должна быть на 172-242° С меньше, т.е. равна 858-938°С. В процессе транспортировки от одного до другого стана, более горячие участки успевают остыть на 30-50°С, а более холодные нагреться на 30-50 С.
В результате выравнивания температуры непосредственно при прокатке на втором стане разница температуры в сечении трубы, в среднем, в два раза меньше, чем требуется. Для данных условий прокатки п - 2, а в момент выхода из первого стана температура охлажденных по вершине калибра участков трубы должна быть на 340-480°С меньше, чем на других участках.
Исследованиями установлено, что смещение валков вдоль оси разъема калибра составляет 0,5 мм, т.е. 62 от номинальной толщины стенки.
Учитывая, что трехвапковый раскатный стан снижает почти в два раза поперечную разностенность, использование предлагаемого способа на практике позволяет снизить максимальную поперечную разностенность на 3%, а после допуска по толщине стенки про5158
катываемых труб сузить от +12 до 110,5%, за счет чего достигается экономия металла.
Формула изобретения
Способ продольной прокатки труб, включающий деформацию в несколько проходов нагретой гильзы на оправке в калибре с выпусками с образова- нием в первом проходе на гильзе диаметрально расположенных утолщений и ее кантовку между проходами, о т 76
личающийся тем, что, с целью снижения поперечной разностен-- ности труб при отклонении от 90е угла кантовки гильзы между проходами, в каждом следующем за первым проходе задают в калибр гильзу с локально охлажденными на 25-600°С участками в пределах центрального угла, равного удвоенной величине угла выпуска калибра, лежащими в диаметральной плоскости, перпендикулярной плоскости расположения утолщений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2271886C2 |
| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 426х10-12 мм С УПОРНОЙ РЕЗЬБОЙ "БАТТРЕСС"-"ОТБТ-426" | 2005 |
|
RU2311239C2 |
| Способ винтовой раскатки труб на трехвалковом стане | 1980 |
|
SU865445A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2013 |
|
RU2542135C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ | 2006 |
|
RU2332271C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ДЛИННОМЕРНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2001 |
|
RU2226132C2 |
| СПОСОБ КАЛИБРОВКИ ВАЛКОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2003 |
|
RU2243045C2 |
| "СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х12 ММ НА ТПУ 8-16" ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1, 3 ДО 3, 5% ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2, 0/-3, 0Х6+2, 0/-1, ОХ4300+80/-30 ММ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА" | 2012 |
|
RU2511199C1 |
| Способ производства труб на непрерывном стане | 1987 |
|
SU1560340A1 |
Изобретение относится к трубопрокатному производству, а именно к способам прокатки труб на автоматических станах и станах продольной прокатки труб аналогичного типа. Цель изобретения - снижение поперечной разностенности труб при отклонении от 90° угла кантовки гильзы между проходами. При продольной прокатке в каждом следующем за первым проходе в калибр задают гильзу с локально охлажденными участками, лежащими в диаметральной плоскости, перпендикулярной плоскости расположения утолщений, образовавшихся в первом проходе. Участки охлаждают на 25-600°С, их угловая протяженность равна удвоенной величине угла выпуска калибра. 1 ил.
А
Вода
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU349424A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ винтовой раскатки труб на трехвалковом стане | 1980 |
|
SU865445A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Данченко В.Н | |||
| и Чус А.В | |||
| Продольная прокатка труб | |||
| - М.: Металлургия, 1984, с.40-43. | |||
