со сд
Изобретение относится к горячей прокатке труб, а именно к получению профильных труб продольной прокаткой, и может быть использовано в многоклетевых трубопрокатных станах продольной прокатки.
Цель изобретения - повышение качества профильных труб.
На фиг. 1 показано схематично устройство для осуществления способа; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1. .
Устройство содержит полукруглую заготовку 1, черновые валковые калмбры 2, предчистовые валковые калибры 3, душирующие 4 и,чистовые 5 калибры.
Способ осуществляется следующим образом.
Нагретая до 850-950°С круглая заготовка 1 подается к первой черновой клети 2 многоклетевого стана, продольной прокатки и деформируется в ряде последовательно распололсен шх валковых калибрах По мере про.хождения круглой заготовки 1 в чернвых калибрах 2 производится 75-85% деформации профилирования ее в необходимый профиль. Пройдя черновые . калибры, заготовка поступает в предчистовые валковые калибры 3. Перед первым предчистовым калибром в зону центральных участков каждой грани заготовки подаетсяохлаждающий пото жидкости из дупшрующих устройств 4,
При дальнейшем продвижении заготовки в предчистовых клетях перед каждым предчистовым калибром подают охлаждающую жидкость с расширением зоны охлаждения от калибра к калибр до всей ширины грани, за исключение закругления профиля.
Количество охлаждающей жидкости перед первым предчистовым калибром выбирают из расчета понижения температуры граней в конце профилировани примерно в два раза. Распределение жидкости по граням профиля производят пропорционально их размерам .
Интенсивность подстуживания (количество охлаждающей жидкости) увеличивают к последним клетям стана в 1,3-1,7 раза,.
Коэффициент увеличения интенсивности подстуживания зависит от толщины заготовки и рекомендуется .прр профилировании труб со стенкой 5-8 мм принимать 1,3 и соответственно для труб со стенкой 9-14 мм 1,7. 5 Локальное понижение температуры при горячем профилировании с нарастающей интенсивностью подстуживания от калибра к калибру позволяет в предчистовых и чистовых калибрах 5
О производить формирование профиля по углам,в которых металл более пластичен . .
Применение способа обеспечивает увеличение устойчивости граней и .
5 исключает их прогиб.
П р и .м е р, Профильные 80 х 40 х X 5,0 поштучно деформируют из нагретой 3aroTOBKn(Zi76x5,0 на пятикле- тевом двухвалковом стане.Температу0 ра нагрева труб, 850-950°С,скорость прокатки 2 м/с.После деформации заготовки в двух черновых клетях перед третьей клетью в центральные зоны граней подают охлаждающую жидкость
5 (воду) в количестве ,0005 на малую грань и ,001 на большую грань.Величина получена экспериментальным путем,После первой предчистовой клети данное количество
0 жидкости соответственно увеличивается,; на большую грань прдают Q 0,0013 мЗ/с,а. на мапую 0,00065 MVc. Перед последним калибром-количество воды соответственно подают на
5 большую грань Q 0,0017 , а на малую 0,00085 MVc.
Температура граней падает по мере их охлаждения с 950 до 400°С, а , температура углов профиЛя понижается
0 до .
Такой режим прокатки обеспечивает интенсивное подстуживание граней с получением хорошей геометрии профильных труб.
5 Технико-экономический эффект от использования предложенного способа прокатки заключается в повьш1енйи точности геометрических размеров про- фильных труб за счет исключения или
Q существенного уменьшения прогиба гра ней во внутрь трубы.
Опытные прокатки прямоугольных труб размерами 80x40x5, 80x40x9 и 5 60x40x10 показывают, что длина отрезаемого переднего конца труб уменьшается на 20-25%.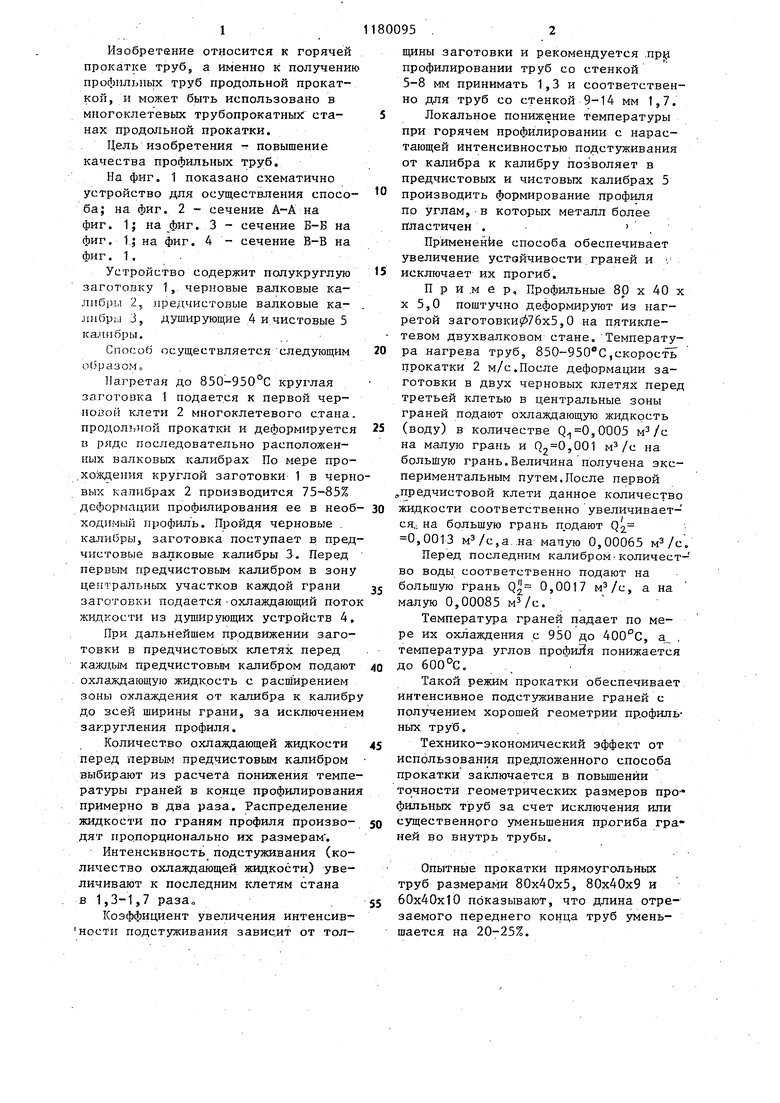
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ прокатки арматурных профилей из низколегированных сталей | 1985 |
|
SU1346290A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПРОФИЛЬНЫХ ТРУБ, включающий деформацию круглой нагретой заготовки в прямоугольную в ряде последователь;но расположенных черновьк, предчистовых и чистовых валковых калибров, отличающийся тем, что, с цепью повьшений качества профильных труб, начиная с предчистовых калиб- ров, подают охлаждающую жидкость на грани профильной трубы с расширением зоны и сувеличением интенсивности подстуживания к последним калибрам в 1,3-1,7 этом i количество охлаждающей жидкости, подаваемой на грани,устанавливают (Я пропорционально их размерам.
| Способ изготовления тонкостенных гильз кристаллизаторов | 1973 |
|
SU489564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шурупов А.К | |||
| и др | |||
| Производство труб экономичных профилей | |||
| - Свердловск: Мёталлургиздат, 1963, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДВЕШИВАНИЯ ПЯТНОГО КЛЯЧЛ КОШЕЛЬКОВОГО НЕВОДА | 0 |
|
SU211214A1 |
