При сборке конденсаторов переменной емкости применяются два типа приспособлений - щелевые и наборные. Щелевые приспособления позволяют получать хороший шаг пластин и точный обш,ий размер секиии. Суш,ественный недостаток ш,елевых приспособлений заключается в том, что при применении разчеканки пластины секции деформируются, вследствие чего при сборке конденсатора приходится регулировать зазоры. При применении пайки пластины могут отклоняться от номинального положения.
При использовании наборного приспособления пластины оказываются плотно зажатыми между зазорными пластинами и поэтому деформируются меньше, однако обш,ий размер секции сильно зависит от допусков на толпдану пластины и поэтому при большом количестве пластин обш.ий размер секций может оказаться неточным, что при сборке конденсатора не позволит спарить роторную и статорную секции.
Предлагаемое клиньевое приспособление обладает преимуществами щелевого и наборного приспособлений: равномерностью шага, строго определенным размером секций и плотным обжатием пластин, причем величина щели при закладке в приспособлении может быть сделана значительно большей, чем в щелевых приспособлениях, что облегчает вкладывание пластин в приспособлениеКроме того, постепенное изнашивание клиньев в процессе эксплуатации приспособления не уменьшает плотности запирания пластин и не меняет шага набора, поэтому срок службы клиньевого приспособления оказывается значительно большим, чем щелевого.
Простота конструкции и легкость эксплуатации клиньевого приспособления позволяют механизировать и автоматизировать процесс сборки секций переменных конденсаторов.
№ 117482- 2 -
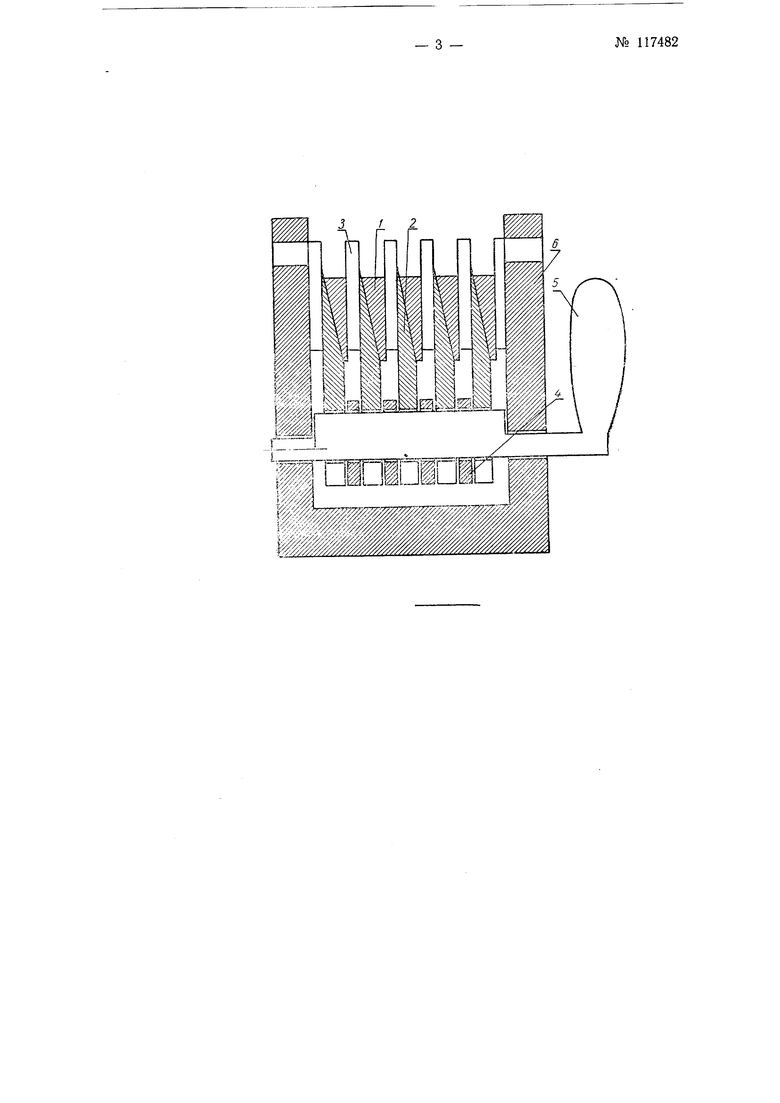
На чертеже изображена схема приспособления для сборки секций статора и ротора конденсаторов переменной емкости.
Конструкция приспособления представляет собой пакет неподвижных зазорных пластин /, выполненных в виде клиньев, и пакета подвижных встречных клиньев 2, которые могут вдвигаться между зазорными пластинами.
Когда подвижные клинья выдвинуты, между зазорными пластинами образуются достаточно широкие щели, в которые легко могут быть вставлены пластины ротора или статора 3.
Строго определенное положение пластины ротора и статора принимают с помощью трафаретных пластин 4, которые находятся между неподвижными клиньями и по толщине должны быть меньще минимально возможной толщины пластин ротора и статора. Пакет подвижных клиньев вдвигают между неподвижными с помощью рычага с эксцентриком 5, пластины ротора статора) оказываются плотно зажатыми клиньями.
Подвижные и неподвижные клинья могут свободно перемещаться по соединяющим их в пакет шпилькам (на чертеже не указано), что дает возможность перераспределять клинья по пакету и плотно зажимать пла|Стины ротора в случае их неодинаковой толщины. Приспособление монтируется на станине 6.
Предмет изобретения
Приспособление для сборки секций ротора и статора конденсаторов переменной емкости с воздушным диэлектриком, имеющее связанные между собой щеки и зазорные пластины, отличающееся тем, что, с целью облегчения сборки и улучшения ее качества, зазорные пластины в нем выполнены в виде двух ггакетов клиньев, вдвигаемых один в другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ПЕРЕМЕЩАЮЩЕГОСЯ МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2005 |
|
RU2314625C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ЕМКОСТНАЯ (ЭМЕ) ПЛАНАРНОГО ТИПА | 2016 |
|
RU2640194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА ЭЛАСТИЧНОГО ПЛАСТИНЧАТОГО УПЛОТНЕНИЯ | 2010 |
|
RU2509941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ изготовления магнитопроводов электрических машин | 1987 |
|
SU1494141A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ЕМКОСТНАЯ (ЭМЕ) С НАТЯЖНЫМИ ЭЛЕКТРОДАМИ | 2016 |
|
RU2663499C2 |
| СПОСОБ УКЛАДКИ ВОЛНОВОЙ ОБМОТКИ В СТАТОР МНОГОФАЗНОЙ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И ОТНОСЯЩИЙСЯ К НЕЙ СТАТОР | 2005 |
|
RU2341861C2 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| РАСПИРАЕМАЯ ПАЗОВАЯ КРЫШКА ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2016 |
|
RU2673071C1 |
| МАГНИТНАЯ СИСТЕМА РОТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2264022C2 |