В целом изобретение относится к вращающимся многофазным электрическим машинам, таким как генераторы переменного тока или автомобильные стартеры переменного тока. В частности, оно касается согласно своему первому аспекту способа укладки волновой обмотки в статор вращающейся электрической машины, такой как генератор переменного тока или автомобильный стартер переменного тока, при этом статор состоит из шихтованного пакета и имеет центральное отверстие, ось симметрии и расположенные по оси пазы на внутренней радиальной стороне шихтованного пакета, при этом пазы имеют множество установочных, радиальных ступенчатых положений, обмотка содержит множество секций фазной обмотки, каждая из которых состоит из сплошного электропроводящего провода, при этом способ включает в себя следующие операции:
1) формируют каждую секцию обмотки, при этом провод этой секции образует последовательность зубцов, связанных соединительными сегментами, причем каждый зубец содержит боковые ветви, расположенные друг против друга и укладываемые в установочное положение паза, и головную ветвь, соединяющую обе боковые ветви;
2) размещают секции обмотки на монтажном инструменте,
3) укладывают витки в пазы статора.
Такие способы известны из уровня техники, например из документа US A 4864715. Согласно этому документу каждая фазная обмотка содержит несколько витков, при этом фазы располагаются последовательно на монтажном инструменте в виде установочного колеса и вводятся в пазы шихтованного пакета с помощью инструмента с выталкивателями, выполненными с возможностью радиального смещения. Укладка производится отдельными фазами.
Следует отметить, что толщина установочного колеса практически равна толщине статора.
Статоры, полученные этим способом, содержат на обеих сторонах шихтованного пакета очень плотные пучки, оказывающие большое сопротивление циркулирующему воздуху. Кроме того, пучки располагаются не симметрично, высота расположения по оси одного пучка превышает высоту расположения другого пучка, что также неблагоприятно влияет на циркуляцию воздуха при охлаждении этих пучков.
Кроме того, степень заполнения пазов, т.е. соотношение между сечением голого провода, как правило, медного, и полным сечением паза, в котором находится изоляционный материал, расположенный между краями пазов и проводами, является более высокой, однако усилия, необходимые для укладки электропроводящих проводов в пазы, очень значительны и при определенных условиях они могут снизить качество изделия, так как имеется много разных возможностей для взаимодействия между проводами.
В частности, укладываемая последняя фаза должна сдвинуть ранее уложенные фазы. При этом усилия плохо передаются с одной фазы на другую.
В некоторых случаях это может привести к снижению качества изделия.
Поэтому целью настоящего изобретения является устранение перечисленных выше недостатков.
Способ согласно изобретению, соответствующий родовому понятию, приведенному выше во вступительной части, отличается главным образом тем, что операцию 2), на которой размещают секции обмотки, проводят с применением цилиндрического монтажного инструмента, при этом каждая секция обмотки содержит несколько витков, уложенных вокруг монтажного инструмента, причем эти витки накладывают друг на друга в заданном порядке, при этом одновременно секции обмотки наматывают на монтажный инструмент, а витки, следующие друг за другом в заданном порядке намотки, поочередно относят к разным секциям обмотки.
Согласно отличительному признаку операция 3), на которой витки укладывают в пазы статора, проводится в порядке, обратном порядку намотки, причем боковые ветви этих витков постепенно укладывают в радиальное положение в более внутренней части.
Благодаря изобретению все фазы могут укладываться одновременно, степень заполнения пазов может быть еще больше увеличена, так как именно размещение боковых ветвей в пазах хорошо освоено при переносе витков с монтажного инструмента в пазы статора.
Кроме того, один и тот же монтажный инструмент может использоваться для статоров с шихтованным пакетом, содержащим листы разной длины.
Согласно возможному варианту выполнения изобретения порядок намотки предусматривает последовательность идентичных рядов, при этом каждый ряд состоит из одного витка каждой секции намотки.
Согласно другому оптимальному признаку зубцы располагают на монтажном инструменте в соответствующих плоскостях, параллельных оси симметрии этого инструмента или незначительно наклоненных по отношению к этой оси.
Кроме того, операция 3), на которой секции обмотки укладывают в пазы, проводится смещением монтажного инструмента по оси симметрии статора, т.е. в осевом направлении.
Предпочтительно, чтобы боковые ветви одного и того же зубца были выполнены практически прямыми и параллельными между собой.
Предпочтительно также, чтобы головные ветви зубцов были изогнуты и образовывали пучок на первой осевой стороне статора.
Также предпочтительно, чтобы соединительные сегменты связывали между собой соответствующие две боковые ветви смежных зубцов и имели изогнутую форму, причем эти сегменты образуют пучок на другой осевой стороне статора, противолежащей первой. Благодаря изобретению можно получать симметричные или несимметричные пучки с воздушными проходами между внутренней и наружной сторонами пучков.
Согласно еще одному оптимальному признаку головные ветви и/или соединительные сегменты, образованные на операции 1), имеют высоту, которая возрастает или убывает вдоль секций обмотки для обеспечения высокой степени заполнения пазов.
В этом случае витки, боковые концы которых расположены в наружном радиальном положении, в основании пазов, содержат головные ветви и/или соединительные сегменты, высота которых относительно больше высоты витков, боковые ветви которых занимают внутреннее радиальное положение.
Согласно еще одному оптимальному признаку способ содержит, наряду с операцией 3), операцию 4), на которой формируют пучки путем наклона соединительных сегментов и/или головных ветвей в направлении внутрь.
В качестве альтернативы способ содержит, наряду с операцией 3), операцию 4), на которой формируют пучки путем наклона соединительных сегментов и/или головных элементов в направлении наружу.
Кроме того, необходимо отметить, что способ содержит операцию 1') между операциями 1) и 2), на которой проводят локальное измерение формы провода в зонах его перекрещивания с другими проводами или в его других зонах после укладки секций обмотки в пазы статора.
Предпочтительно, чтобы локальное изменение формы провода заключалось в локальной деформации провода по его сечению или в его локальном изгибе.
В этом случае локальное изменение формы выполняют сжатием, штамповкой или накаткой.
Предпочтительно, чтобы провод имел круглое сечение и чтобы ширина пазов по окружности превышала в несколько раз диаметр провода.
Согласно возможному варианту выполнения ширина пазов по окружности соответствует диаметру провода, при этом ветвь занимает радиальное положение в самой внутренней части и деформирована уширением по окружности так, что она удерживает ветви, занимающие другие положения внутри паза.
Согласно другому возможному варианту выполнения пазы имеют ширину по окружности, которая равна по меньшей мере двум диаметрам провода, и содержат с внутренней радиальной стороны отверстие, которое частично перекрыто с двух противоположенных сторон двумя осевыми выступами, при этом ветви располагаются в пазах и удерживаются в них заклинивающей пластиной, опирающейся на выступы с внутренней стороны паза.
Кроме того, пазы выполнены с радиальной глубиной, превышающей диаметр провода в несколько раз.
Наконец, обмотка может быть выполнена простой волновой или распределенной волновой.
Согласно второму аспекту изобретения последнее касается статора многофазной вращающейся электрической машины, такой как генератор переменного тока или автомобильный стартер переменного тока, причем статор имеет шихтованный пакет с центральным отверстием и осью симметрии, а также осевыми пазами, выполненными на радиальной внутренней стороне шихтованного пакета, каждый из которых содержит множество установочных, радиальных ступенчатых положений, при этом статор содержит обмотку с множеством секций фазной обмотки, каждая из которых состоит из сплошного электропроводящего провода, при этом провод каждой секции обмотки образует последовательность зубцов, связанных между собой соединительными сегментами, причем каждый зубец содержит две боковые ветви, расположенные друг против друга и укладываемые каждая в установочное положение паза, и головную ветвь, связывающую между собой две боковые ветви, при этом каждая секция обмотки образована несколькими витками, расположенными вокруг статора, причем витки секций обмотки уложены в пазы в заданном порядке, при этом боковые ветви этих витков постепенно занимают радиальные положения в более внутренней части, причем витки, следующие друг за другом в заданном порядке, поочередно принадлежат разным секциям обмотки.
Предпочтительно, чтобы заданный порядок содержал последовательность идентичных рядов, причем каждый ряд состоит из витка каждой секции обмотки.
Также предпочтительно, чтобы боковые ветви одного и того же зубца были выполнены практически прямыми и параллельными между собой.
Например, головные ветви зубцов являются изогнутыми и образуют пучок на первой осевой стороне статора.
Кроме того, соединительные сегменты связывают между собой обе боковые ветви соответственно двух смежных зубцов и имеют изогнутую форму, причем эти сегменты образуют пучок на второй осевой стороне статора, противолежащей первой.
Согласно варианту выполнения соединительные сегменты и/или головные, образующие пучок ветви, выполнены с наклоном внутрь.
В качестве альтернативы соединительные сегменты и/или головные, образующие пучки ветви, выполнены с наклоном наружу.
Предпочтительно, чтобы локальное изменение формы провода производилось в тех зонах, в которых он перекрещивается с другими проводами, или в других зонах этого же провода.
В этом случае локальное изменение формы провода состоит в его локальной деформации по сечению или локальном изгибе.
Предпочтительно, чтобы локальное изменение формы провода производилось сжатием, штамповкой или накаткой.
Согласно другому оптимальному признаку провод имеет круглое сечение, при этом пазы имеют ширину вдоль окружности, превышающую диаметр провода в несколько раз.
Согласно варианту выполнения пазы имеют ширину вдоль окружности, соответствующую диаметру провода, при этом ветвь, занимающая радиальное положение в самой внутренней части, деформируется уширением по окружности так, чтобы ветви, занимающие другие положения, удерживались внутри паза.
Согласно еще одному варианту выполнения пазы имеют ширину вдоль окружности, которая равна по меньшей мере двум диаметрам провода, и содержат на внутренней радиальной стороне отверстие, частично перекрытое с обеих противоположенных сторон двумя осевыми выступами, причем расположенные в пазах ветви удерживаются в них заклинивающей пластиной, опирающейся на выступы с внутренней стороны паза.
Кроме того, пазы выполнены с радиальной глубиной, превышающей диаметр провода в несколько раз.
Наконец, обмотка может быть выполнена простой волновой или распределенной волновой.
Само собой разумеется, что указанные признаки могут быть применены раздельно или в сочетании.
Другие признаки и преимущества изобретения подробнее изложены ниже в описании, приводимом для сведения и не являющемся ограничительным, со ссылкой на приложенные чертежи, на которых:
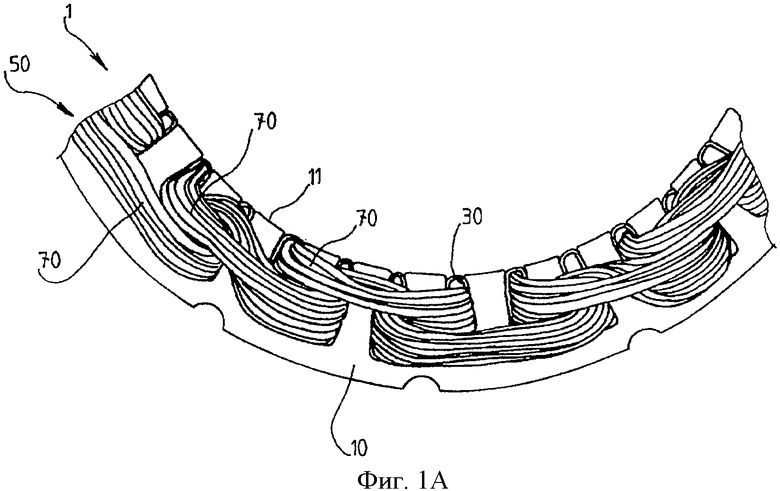
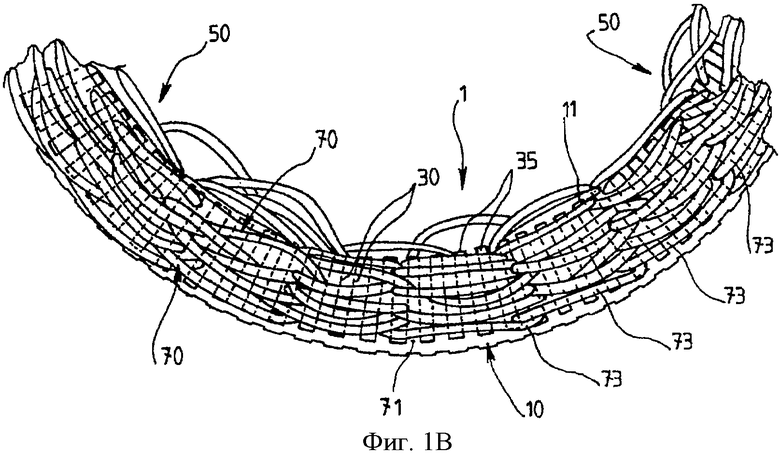
фиг.1А и 1В - виды по оси на часть статора, изготовленного способом согласно уровню техники и способом согласно изобретению,
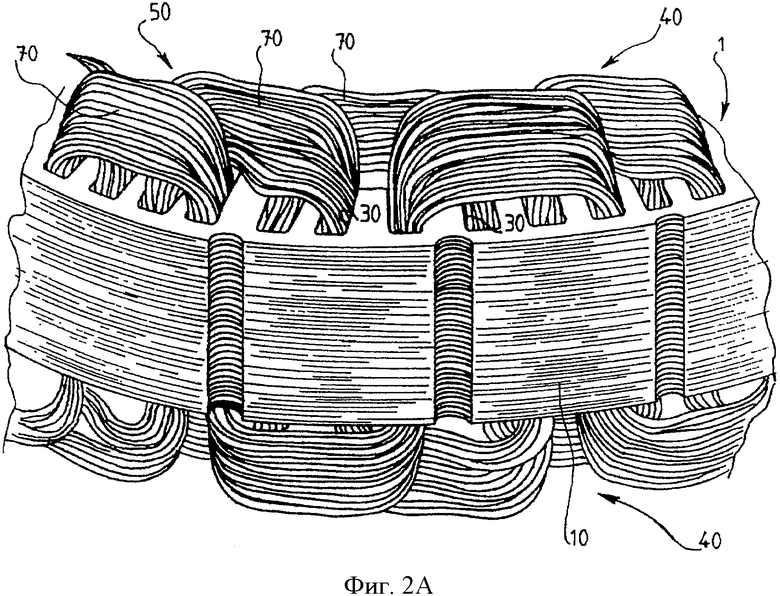
фиг.2А и 2В - виды в перспективе статоров согласно фиг.1А, 1В,
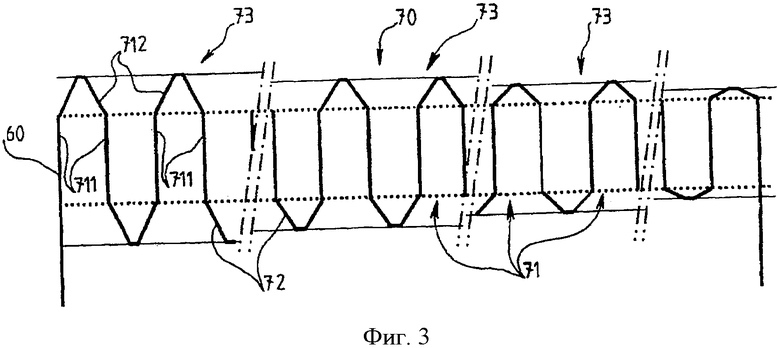
фиг.3 - развернутое схематическое изображение фазной обмотки статора согласно фиг.1В и 2В после ее формирования на операции 1),
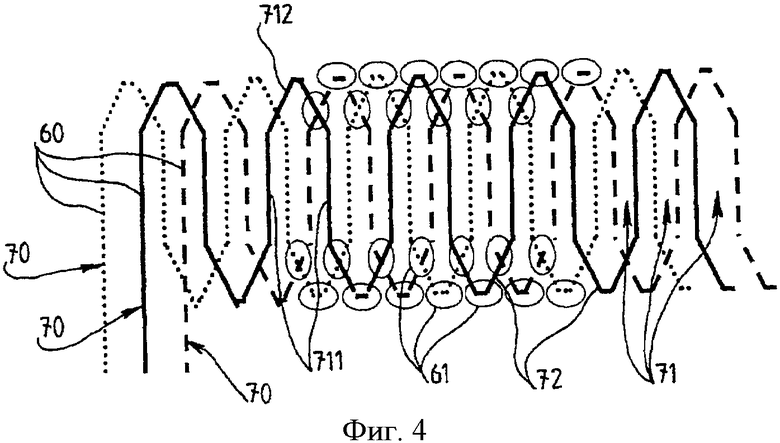
фиг.4 - развернутое схематическое изображение трех фазных обмоток статора согласно фиг.1В, 2В, при этом показаны зоны перекрещивания трех обмоток в статоре после укладки, кружочками отмечены зоны локального формоизменения,
фиг.5 - вид сбоку монтажного инструмента после размещения на нем секций обмотки при операции 2),
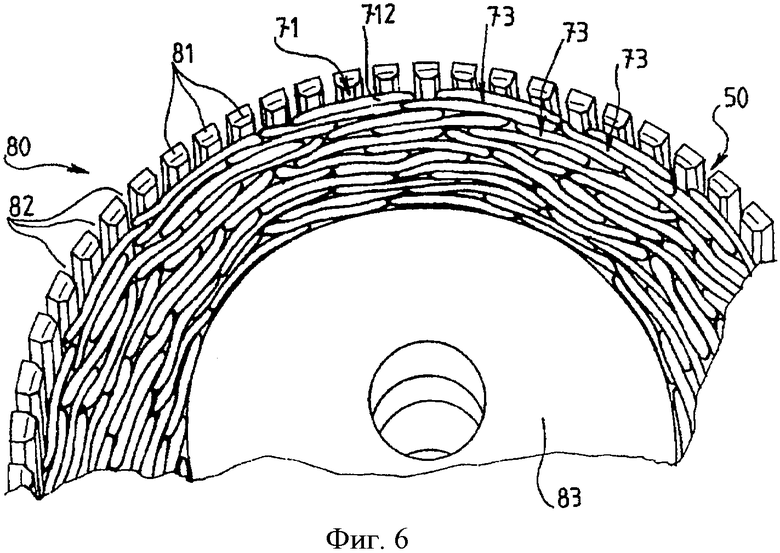
фиг.6 - вид в перспективе по стрелке VI на фиг.5,
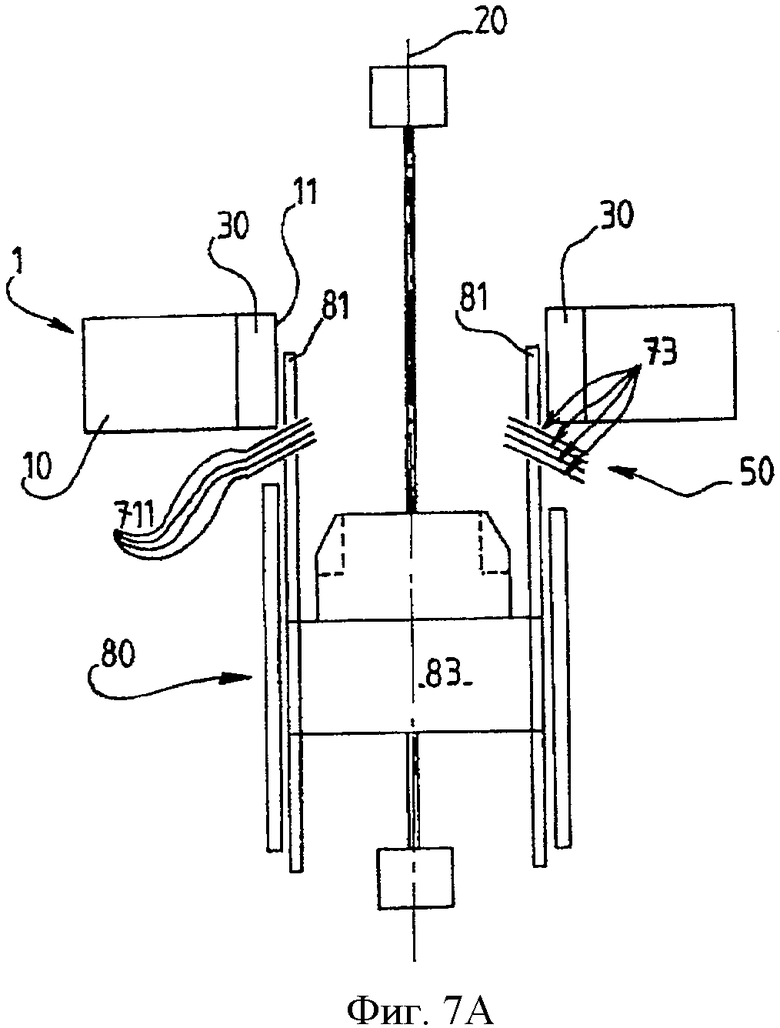
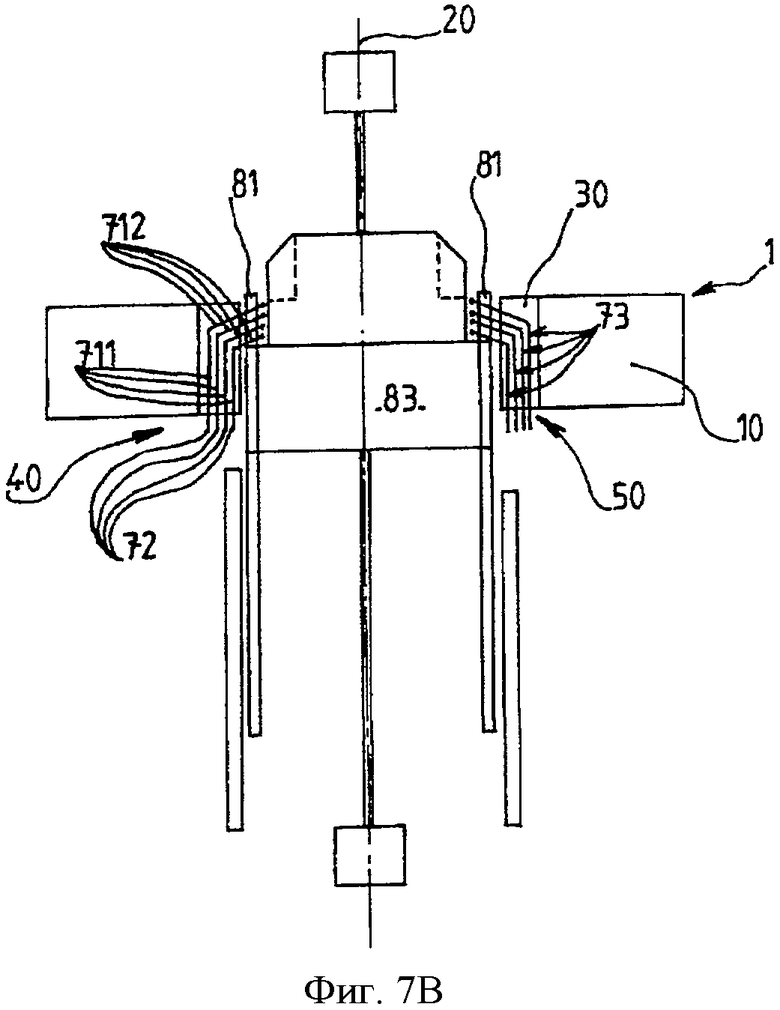
фигуры 7А, 7В - схематические изображения операции 3), на которой витки укладывают в пазы статора осевым смещением монтажного инструмента,
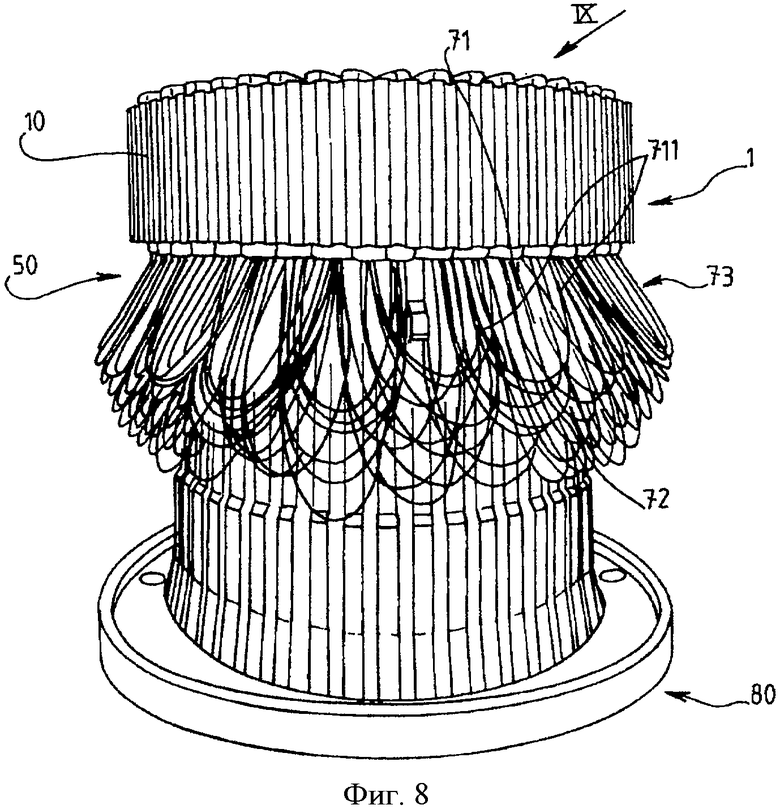
фиг.8 - вид сбоку шихтованного пакета и монтажного инструмента на операции 3),
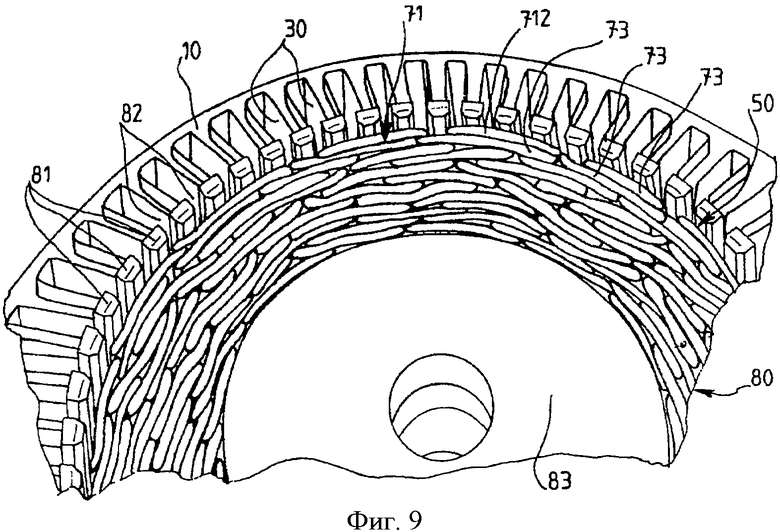
фиг.9 - вид в перспективе по стрелке IX на фиг.8,
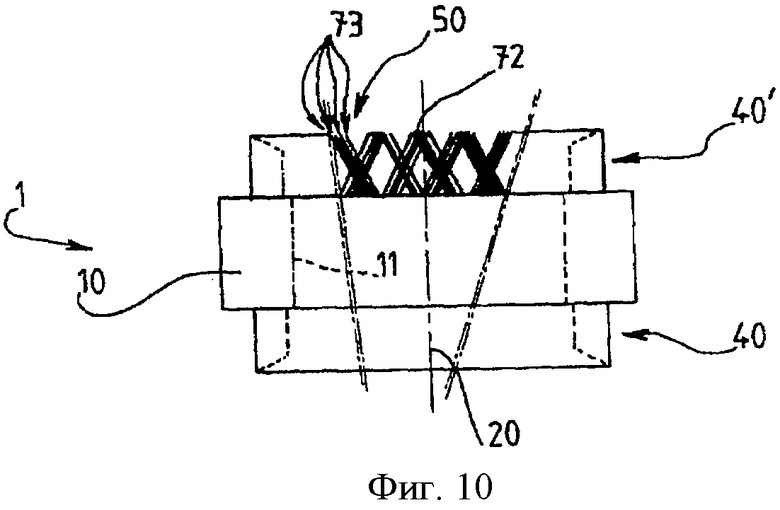
фиг.10 - схематический вид сбоку статора, изготовленный согласно изобретению,
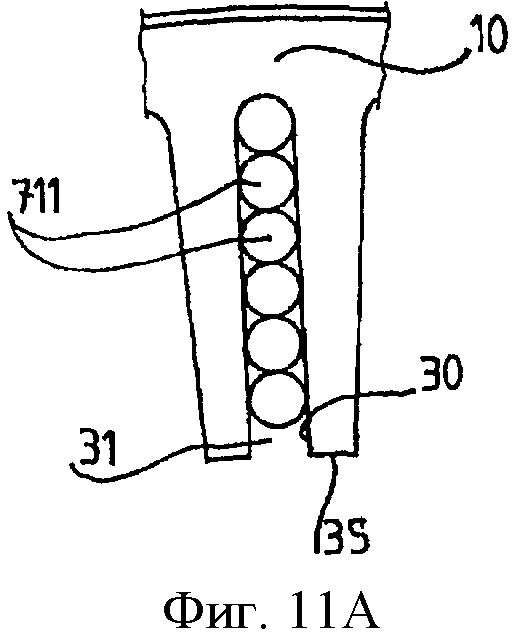
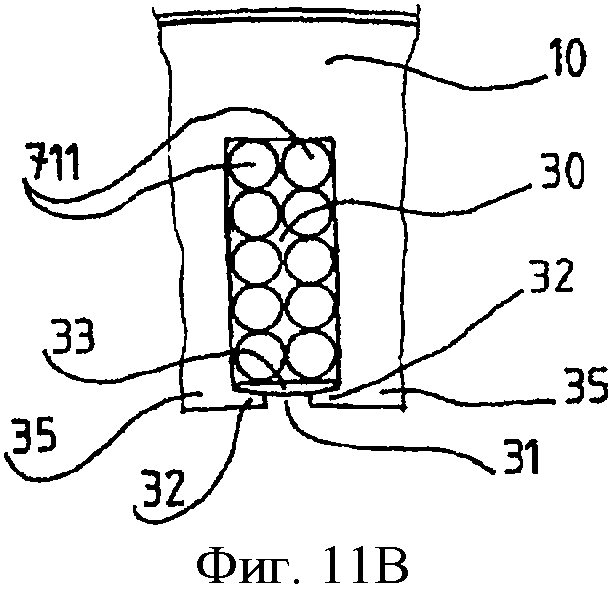
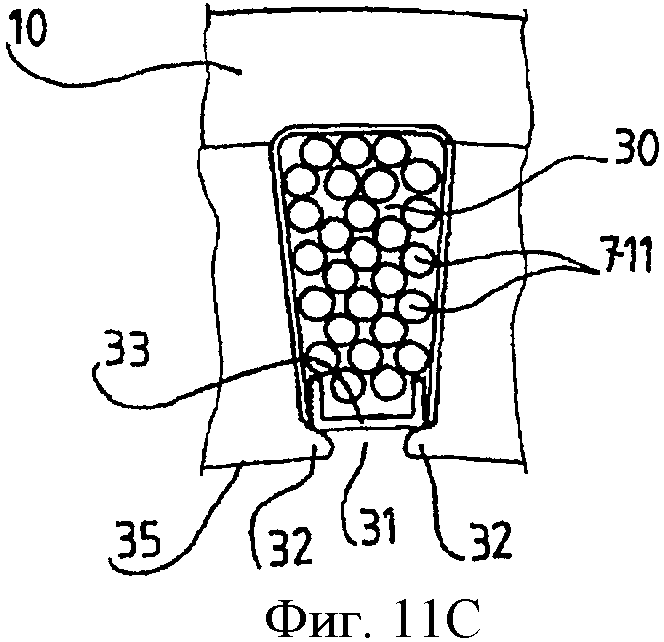
фиг.11А, 11В, 11С - схематические изображения сечений соответственно паза статора согласно изобретению, ширина которого соответствует одному и двум диаметрам провода, и паза статора из уровня техники.
Способ предназначен для укладки волновой обмотки 50 в статор 1 генератора переменного тока или автомобильного стартера переменного тока.
Статор 1 содержит в собранном состоянии корпус в виде цилиндрического шихтованного пакета 10 с осью симметрии 20 (фиг.10) и осевые пазы 30, выполненные радиально на внутренней поверхности 11 шихтованного пакета 10. Пазы разделены между собой осевыми ребрами 35, называемыми зубьями (фиг.11А, 11В).
Пазы 30 проходят аксиально насквозь через шихтованный пакет 10 с центральным отверстием, так как они расположены по всей осевой длине шихтованного пакета 10 и открыты в радиальном направлении с внутренней стороны и на обоих противолежащих осевых концах. Пазы содержат, каждый, множество установочных, радиальных ступенчатых положений.
Обмотка 50 содержит множество секций 70 фазной обмотки, выполненных каждая из сплошного электропроводящего провода 60 (фиг.3, 4). Провод состоит, например, из меди и имеет изоляционное покрытие, такое как эмаль. Каждая секция 70 обмотки содержит несколько витков 73, при этом каждый виток соответствует обороту корпуса статора.
Изоляция в пазе, видимая на фиг.2В, расположена известным образом между проводами и краем пазов.
Провода 60 и секции 70 фазной обмотки образуют снаружи, с обеих сторон шихтованного пакета 10, пучки 40, 40', которые можно видеть, например, на фиг.2В и 10. Эти пучки могут проветриваться и являются компактными благодаря способу согласно изобретению. Способ включает в себя следующие операции:
1) формируют каждую секцию 70 обмотки,
2) размещают секции 70 обмотки на монтажном инструменте 80,
3) укладывают витки 73 в пазы 30 статора.
На первой операции из провода 60 секции обмотки формируют последовательность зубцов 71, связанных соединительными сегментами 72, как показано на фиг.3. Каждый зубец 71 содержит две боковые, расположенные друг против друга ветви 711, предназначенные для укладки в установочное положение в пазу 30, и головную ветвь 712, связывающую две боковые ветви 711.
Каждый паз содержит множество установочных положений для боковых ветвей, радиально располагаемых уступами на разных уровнях (фиг.11А-11C).
Соединительные сегменты 72 и головные ветви 712 расположены наклонно, согласно отличительному признаку, для компактного выполнения пучков 40, 40' и для улучшенного прохождения воздуха.
В данном случае сегменты 72 и ветви 712 имеют V-образный вид с плоской вершиной.
На второй операции производят размещение секций обмотки, согласно отличительному признаку, на цилиндрическом монтажном инструменте, как показано на фиг.5. Каждая секция 70 обмотки состоит из нескольких витков 73, уложенных вокруг монтажного инструмента 80.
В данном случае провода 60 и секции 70 фазной обмотки уложены и удерживаются лучше, чем на инструменте в виде установочного колеса, описанного в US А 4864715.
На третьей операции витки 73 накладывают друг на друга в заданном порядке.
Это способствует осевой укладке секций обмотки, производимой в один прием или, в качестве варианта, в несколько приемов.
На третьей операции укладку витков 73 в пазы 30 статора 1 производят в порядке, обратном порядку намотки, с применением инструмента 80, при этом боковые ветви 711 витков 73 постепенно занимают радиальные положения в наиболее внутренней части по мере укладки витков 73, как показано на фиг.7А, 7В. Таким образом, можно производить равномерную укладку или, как вариант выполнения, неравномерную, управляя этим процессом.
На фиг.5 можно видеть, что монтажный инструмент 80 содержит множество пальцев 81, расположенных параллельно оси симметрии инструмента по окружности и содержащих свободные концы, обращенные к верхней осевой стороне инструмента, причем пальцы разделены между собой зазорами 82.
При размещении секций 70 обмотки, производимой на операции 2), их располагают на монтажном инструменте таким образом, чтобы боковые ветви 711 каждого зубца 71 находились, каждая, в промежутке 82 и располагались преимущественно по наружной стороне окружности, при этом головная ветвь 712 связывает боковые ветви по внутренней стороне окружности, а соединительные сегменты 72 связывают зубцы по наружной стороне окружности.
Витки 73 заводят с верхней стороны инструмента 80 по свободным концам пальцев 81 и располагают параллельно оси симметрии монтажного инструмента 80, причем уложенные первые витки располагаются с внутренней стороны инструмента, а последние витки располагаются с верхней стороны инструмента 80.
Количество зазоров 82 равно количеству пазов 30.
На операции 3) витки 73 переносят с монтажного инструмента 80 на шихтованный пакет 10, при этом боковые ветви 711 зубцов 71 одного и того же витка 73 укладывают в пазы 30, равномерно распределенные вокруг шихтованного пакета 10, причем эти пазы разделены между собой тем же количеством других пазов 30. Головные ветви 712 образуют пучок 40 на первой осевой стороне шихтованного пакета 10, а соединительные сегменты 72 образуют второй пучок 40' на второй осевой стороне шихтованного пакета 10, противоположной первой.
Витки 73 укладывают в пазы 30 концентрично, при этом витки 73, уложенные первыми, располагаются радиально в наружной части в основании пазов, а витки 73, уложенные последними, располагаются радиально во внутренней части шихтованного пакета 10 на уровне отверстия пазов.
Согласно отличительному признаку изобретения секции 70 обмотки наматываются на монтажный инструмент 80 одновременно на операции 2), в результате чего витки 73, следующие друг за другом в заданном порядке намотки, относятся попеременно к разным секциям 70 обмотки.
Согласно особо предпочтительному варианту выполнения порядок намотки предусматривает последовательность идентичных рядов, при этом каждый ряд состоит из витка 73 каждой секции 70 обмотки.
После укладки витков 73 в пазы 30 на операции 3) в статоре они располагаются следующим образом в направлении от наружной стороны к внутренней: первая серия витков 73, содержащая один виток 73 каждой секции обмотки, затем вторая серия витков, идентичная первой, затем третья и т.д.
Пазы 30 с размещенными в них боковыми ветвями 711 витков секции 70 обмотки смещены под углом по отношению к пазам 30 с боковыми ветвями 711 витков других секций 70 обмотки из той же серии.
Следовательно, в пучках 40, 40' головные ветви 712 и соединительные сегменты 72 витков одной и той же серии не располагаются по одной радиальной линии, а напротив смещены под углом по отношению друг к другу, как это показано на фиг.2В.
Отсюда следует, что головные ветви 712 и соединительные сегменты 72 витков не создают в пучках компактных образований, препятствующих циркуляции охлаждающего воздуха во вращающейся электрической машине.
Согласно другому отличительному признаку изобретения, изображенному на фиг.5, зубцы 71 располагаются в соответствующих плоскостях, параллельных оси симметрии монтажного инструмента 80 или слегка наклоненных по отношению к этой оси после намотки витков 73 на этот инструмент 80.
Этот отличительный признак имеет особую важность в связи с тем, что операция 3), на которой секции 70 обмотки укладывают в пазы 30, осуществляется при смещении монтажного инструмента 80 по оси симметрии 20 статора 1, т.е. в осевом направлении.
Пальцы 81 определяют наружный диаметр инструмента 80, причем этот диаметр несколько меньше внутреннего диаметра шихтованного пакета 10.
Как показано на фиг.7А, 7В, инструмент 80 содержит помимо пальцев 81 также подвижную по оси головку 83, расположенную в центре цилиндра, образованного пальцами 81. Наружный диаметр головки 83 практически равен внутреннему диаметру цилиндра, образованного пальцами 81.
Монтажный инструмент 80 располагается под второй осевой стороной статора 1, при этом его верхний конец обращен вверх.
Инструмент 80 перемещается в данном случае по оси 20, фиг.7А, 7В, вверх для укладки витков 73, при этом пальцы 81 и головка 83 смещаются, в данном случае по оси, параллельно во время первой фазы укладки боковых ветвей 711 в пазы 30, затем во второй фазе пальцы 81 остаются неподвижными, а головка 83 продолжает двигаться.
Во время первой фазы головка 83 смещается с той же скоростью, что и пальцы 81. Боковые ветви 711 заходят снизу в пазы 30 и скользят вверх вдоль них. Сначала в соответствующий паз 30 заходит часть каждой боковой ветви 711, расположенная непосредственно снаружи по отношению к пальцам 81, после этого постепенно при смещении монтажного инструмента 80 вверх заходит вся боковая ветвь 711, от пальца до соединительного сегмента 72.
Первая фаза завершается в тот момент, когда свободный конец пальцев 81 достигнет уровня осевой поверхности шихтованного пакета 10, обращенной к первой стороне.
Пальцы 81 останавливаются, головка 83 продолжает двигаться и при этом толкает головные ветви 712 по оси вверх, как показано на фиг.9.
Головка 83 непосредственно надвигается на головные ветви 712 витков 73, расположенных ниже, при этом головные ветви 712 передают это усилие на расположенные выше витки. Очевидно, что головка 83 толкает всю группу витков 73, и все витки оказываются уложенными в пазы за одну операцию.
Указанное движение имеет двойное действие. Оно позволяет расположить головные ветви 712 над свободными концами пальцев 81, причем эти ветви заходят в осевое продолжение шихтованного пакета 10. Расположенные сверху ветви витков 73 укладываются первыми, а расположенные внизу ветви этих витков укладываются последними.
Также можно вытянуть по оси соединительные сегменты 72, этим заблокировать их в положении на второй стороне шихтованного пакета 10 и сформировать пучок 40'.
Ввиду того что зубцы 71 секций 70 обмотки располагаются на монтажном инструменте 80 в плоскостях, практически параллельных оси симметрии этого инструмента, боковые ветви 711 практически не испытывают скручивания при своей укладке в пазы 30 и при размещении головных ветвей над свободными концами пальцев 81.
Кроме того, упорядоченное расположение витков 73 вокруг монтажного инструмента 80 обеспечивает очень эффективную передачу толкающего усилия головки 83 на витки 73, которые наиболее удалены от нее, т.е. на витки 73, расположенные в самой верхней части монтажного инструмента 80.
Поэтому порядок намотки витков 73 обеспечивает положение, при котором каждая головная ветвь 712 витка опирается по меньшей мере на две головные ветви 712 непосредственно расположенного верхнего витка, при этом каждая из обеих головных ветвей 712 опирается на две другие головные ветви 712 выше расположенного витка и т.д. Таким образом, толкающее усилие очень равномерно распределяется по периметру монтажного инструмента.
Поскольку все секции 70 обмотки укладываются за одну операцию, то головка должна оказывать значительное толкающее усилие на головные ветви 712. Для этого монтажный инструмент 80 снабжен двумя приводами, из которых нижний привод толкает головку вверх, а верхний тянет ее вверх. В результате этого головка 83 обладает необходимой мощностью для укладки головных ветвей 712 в благоприятных условиях.
Согласно еще одному особо оптимальному признаку головные ветви 712 и соединительные сегменты 72, сформированные на операции 1), имеют высоту по оси, которая возрастает или убывает вдоль секции 70 обмотки.
Как показано на фиг.3, секция 70 обмотки в конце операции 1) располагается в продольном направлении, при этом все боковые ветви 711 расположены практически поперечно и являются полностью параллельными между собой в продольном направлении.
Все головные ветви 712 зубцов 71 расположены с одной и той же стороны от прямой линии и изогнуты, при этом головные ветви вогнуты в сторону боковых ветвей 711.
Соединительные сегменты 72 расположены со стороны прямой линии, противолежащей головным ветвям 712, и имеют также вогнутую форму в направлении к боковым ветвям 711.
Как можно видеть на фиг.3, все боковые ветви 711 имеют одинаковую длину в поперечном направлении, однако осевая высота изогнутых головных ветвей 712 и соединительных сегментов 72 изменяется вдоль секции 70 обмотки. Под осевой высотой изогнутых головных ветвей 712 и соединительных сегментов 72 понимается высота, если смотреть в поперечном направлении.
Кроме того, полюсный шаг, т.е. продольное расстояние между последовательными боковыми ветвями 711 по прямой линии, сохраняется постоянным вдоль всей секции 70 обмотки. В порядке исключения две боковые ветви 711 могут быть разделены другим шагом в особых точках секции 70 обмотки.
Витки 73, которые должны быть уложены первыми в пазы 30 и боковые ветви которых 711 расположены в радиальных наружных положениях в основании пазов 30, в конце операции 1) содержат головные ветви 712 и соединительные сегменты 72, относительная высота которых в поперечном направлении превышает высоту витков 73, боковые ветви которых 711 занимают радиальные внутренние положения.
В примере на фиг.1 все головные ветви 712 и соединительные элементы 72 одного и того же витка 73 имеют одинаковую высоту.
Эта высота равномерно убывает от одного витка 73 к другому вдоль секции 70 обмотки.
Совершенно понятно, что необходимо сохранять один и тот же полюсный шаг вдоль секции обмотки для обеспечения между ветвями 711 постоянного зазора, соответствующего зазору между отверстиями пазов, в которые эти ветви укладываются.
Разница по высоте между головными ветвями 712 и соединительными сегментами 72 разных витков 73 одной и той же секции обмотки компенсирует положение, при котором последовательные боковые ветви 711 наружного витка расположены в основании пазов 30 и разделены между собой большим расстоянием, чем боковые ветви 711 внутреннего витка, причем эти ветви располагаются на входе в пазы 30.
После укладки витков в шихтованный пакет 10 головная ветвь 712 или соединительный сегмент 72, связывающий между собой две наружные ветви 711, будет в большей степени открытым, чем головная ветвь 712 или соединительный сегмент 72, связывающий две внутренние ветви 711. Вследствие своей большей открытости он подвергнется сплющиванию, в результате чего его высота сравнится с высотой головной ветви 712 или соединительного сегмента 712, связывающего между собой две внутренние ветви 711.
Таким образом, будут получены пучки, все элементы которых будут иметь одинаковую высоту по оси, как показано на фиг.2В.
Описанное изменение в поперечном направлении высоты витков 73 вдоль секции 70 обмотки, предназначенное для компенсации разницы расстояний между ветвями 711 наружной и внутренней обмоток, может комбинироваться с другим изменением высоты в поперечном направлении витков для получения ступенчатых пучков.
При втором изменении, проводимом дополнительно к первому, достигается положение, при котором высота головных ветвей 712 или соединительных сегментов 72 одного и того же пучка будет возрастать или уменьшаться снаружи внутрь. Известный из уровня техники статор, изображенный на фиг.1А, содержит такую ступенчатость головных ветвей 712 и соединительных сегментов 72 в пучках. Такая конфигурация пучков способствует охлаждению.
Подобный результат может быть получен на основе статора, пучки которого состоят из элементов одинаковой высоты, в этом случае после операции 3) дополнительно проводится операция 4) для формирования пучков механическим наклоном соединительных сегментов 72 и/или головных ветвей 712 в направлении внутрь или наружу.
Такой наклон может быть выполнен, например, с помощью кулачка, перемещающегося радиально внутрь или наружу и деформирующего соединительные сегменты 72 и/или головные ветви 712.
Согласно еще одному особо оптимальному признаку способ включает в себя проводимый между операциями 1) и 2) операцию 1') локального изменения формы провода 60 в зонах 61 провода, предусмотренных для перекрещивания с проводами 60 других секций 70 обмотки, или в других зонах этого же провода после укладки секций 70 обмотки в статор.
На фиг.4 зоны 61 отмечены кружочками.
Локальное изменение формы провода 60 состоит в локальной деформации провода 60 по его сечению или в локальном изгибе.
Деформация служит для локального сплющивания по сечению для уменьшения толщины в заданном направлении, но без снижения общего сечения для протекающего тока. Зоны перекрещивания 61 проводов 60 накладываются в зависимости от заданного направления таким образом, что размер двух уложенных друг на друга проводов 60 оказывается уменьшенным. Применительно к проводу 60 круглого сечения сплющивание приводит, как правило, к образованию овального сечения.
Сплющивание в зоне 61 может производиться сжатием соответствующими зажимами, штамповкой на прессе с соответствующей пресс-формой или накаткой с применением вращающегося инструмента.
Придание проводу 60 локального изгиба в зоне 61 позволяет сместить точку перекрещивания проводов на более свободный участок пучка 40, являющийся достаточным для перекрещивания проводов 60.
Указанный изгиб проводится с помощью крюков, которыми путем натяжения локально деформируют провод.
Как известно, провод 60 имеет, как правило, круглое сечение. Для упрощения упорядоченного расположения боковых ветвей 711 в пазах 30 и повышения плотности меди в этих пазах ширину пазов 30 вдоль окружности выбирают равной нескольким диаметрам провода.
Эта ширина обычно равна одному или двум диаметрам провода 60. В качестве варианта выполнения ширина паза превышает диаметр провода в два раза, например, в три или четыре раза.
В том случае, когда ширина пазов 30 вдоль окружности соответствует диаметру провода 60, боковая ветвь 711, занимающая радиальное положение в наиболее внутренней части, т.е. положение, наиболее близкое к внутренней периферии шихтованного пакета 10, деформируется уширением по окружности, как показано на фиг.11А. Эта боковая ветвь 711 опирается на обе радиальные противоположные поверхности паза и блокируется в этом положении в пазе 30. В результате боковые ветви 711, занимающие другие положения, удерживаются внутри паза 30.
Указанная деформация проводится после операции 3), т.е. после укладки боковой ветви 711, как правило, в трех точках. В результате круглое сечение провода преобразуется в овальное.
В том случае, когда пазы 30 имеют ширину вдоль окружности, равную по меньшей мере двум диаметрам провода 60 (фиг.11 В), пазы 30 с внутренней радиальной стороны имеют отверстие 31, частично перекрытое с обеих сторон двумя осевыми выступами 32, называемыми также основанием зубьев и выступающими со стороны зубьев 35. Находящиеся в каждом пазу 30 боковые ветви 711 удерживаются внутри его заклинивающей пластиной 33, опирающейся на выступы 32 с внутренней стороны паза 30, как показано на фиг.11В.
Заклинивающая пластина располагается по всей осевой ширине паза 30 и имеет прямоугольную форму.
Необходимо отметить, что в том случае, когда ширина паза 30 соответствует диаметру провода 60, необходимость в наличии выступов зубьев 35 отсутствует и заклинивающие пластины 33 могут не применяться. За счет этого упрощается конструкция шихтованного пакета 10, а также способ укладки секций 70 обмотки в пазы 30.
Наконец, для упрощения упорядоченного расположения боковых ветвей 711 в пазах 30 последние могут быть выполнены с радиальной глубиной, превышающей в несколько раз диаметр провода 60.
Как показано на фигурах 11А, 11В, размеры, выбранные для пазов 30, таковы, что боковые ветви 711 провода 60 обычно укладываются в виде нескольких радиальных, хорошо упорядоченных прямых линий на операции 3), т.е. при укладке в пазы 30.
Следовательно, очевидно, что описанный выше способ обеспечивает множество преимуществ.
Продолжительность одного цикла является короткой, так как укладка всех секций фазной обмотки производится за одну операцию.
Однако операции по подготовке секций обмотки проводятся особо тщательно и внимательно. Операции 1) и 1') позволяют получить после операции 3) укладки хорошо упорядоченные пучки с малым числом дефектов. Последующие операции по контролю и устранению дефектов проводятся очень быстро, продолжительность цикла сокращена.
Образование пучков происходит надлежащим образом благодаря тому, что толкающее усилие головки хорошо передается с витков, расположенных в нижней части монтажного инструмента, на витки в его верхней части. Это усилие равномерно распределяется по всему периметру инструмента.
Наконец, данный способ приспособлен под существующие инструменты и требует лишь незначительного их изменения.
Статоры согласно изобретению также обладают преимуществами.
Благодаря чередованию витков разных секций обмотки на очередности их укладки пучки хорошо проветриваются. Таким образом, охлаждение пучков существенно упростилось. Расход охлаждающего воздуха при прохождении через пучки может превысить 10 л в секунду.
Поскольку электропроводящие провода выполнены, как указывалось выше, из меди, то плотность меди в пазах может быть увеличена до 65%, при этом под плотностью понимается соотношение между площадью сечения неизолированных боковых ветвей и площадью сечения неизолированного паза. Эта плотность в известных из уровня техники статорах не превышает более 45-50%.
Указанный результат является комбинированным следствием нескольких аспектов изобретения.
Он достигнут прежде всего за счет того, что укладка боковых ветвей в пазы производится в упорядоченном виде.
Также этот результат обусловлен хорошей подготовкой зон перекрещивания проводов, что позволяет правильно располагать пучок и, следовательно, эффективно оптимизировать положение боковых ветвей 711 в пазах.
Наконец, выбор размеров пазов, отказ от заклинивающих пластин или применение заклинивающих пластин прямоугольной формы вместо U-образных заклинивающих элементов, известных из уровня техники, также способствуют получению указанного результата.
Необходимо отметить, что практически вертикальное расположение зубцов витков на монтажном инструменте в сочетании с укладкой витков в пазы путем осевого смещения инструмента позволяет практически не деформировать провода при их укладке. Следовательно, провода в зонах перекрещивания 61, форма которых перед укладкой подвергаются существенному изменению, не деформируются и равномерно располагаются в пучках статора.
Описанный выше способ предназначен для статоров с любым количеством пазов и для обмоток с любым количеством секций фазной обмотки. Особенно он предназначен для статоров с 36-96 пазами под ротор с 6-8 полюсами и для обмотки с 3-6 секциями фазной обмотки.
Обмотка может быть выполнена простой волновой или распределенной волновой.
Способ пригоден для провода любого диаметра, в данном случае для провода цилиндрической формы с круглым сечением или, как вариант, с квадратным сечением, и для обычных статоров любого диаметра, а также для статоров генераторов переменного тока для автомобилей.
Следует отметить, что статор согласно изобретению предназначен преимущественно для применения в генераторе переменного тока с встроенным вентилятором, таком как, например, описанный в документе ЕР-А-0515259. Такой генератор переменного тока содержит статор, охватывающий ротор, например ротор с зубцами или ротор с выступающими полюсами.
Ротор жестко связан с валом, установленным по центру с возможностью вращения на шарикоподшипниках, расположенных в корпусе и состоящих из двух частей: переднего и заднего подпятников. Подпятники выполнены полыми и каждый содержит основание с отверстиями для впуска воздуха и периферийный заплечик также с отверстиями для выпуска воздуха. Основания подпятников расположены в целом поперечно и содержат в центре шарикоподшипник для монтажа несущего вала ротора. Основания продолжены по их наружному периметру периферийным заплечиком в осевом направлении, усиленным для монтажа корпуса статора, содержащего обмотку с множеством секций фазной обмотки, каждый пучок которых расположен с осевым выступом по обеим сторонам корпуса статора ниже отверстий на периферийных заплечиках подпятников, собранных с помощью, например, винтов или стягивающих болтов для образования корпуса для размещения в нем статора и ротора. Ротор содержит по меньшей мере на одном из своих осевых концов вентилятор, установленный радиально под соответствующим пучком. Задний подпятник несет на себе по меньшей мере одну щетку, а шкив, жестко связанный с несущим валом ротора, примыкает к переднему подпятнику. В отношении других компонентов генератора переменного тока следует обратиться к указанному выше документу, имея при этом в виду то, что ротор с зубцами и обмоткой возбуждения может быть заменен статором с выступающими полюсами и несколькими обмотками возбуждения. Выпрямительный мост, например, на диодах подключен к секциям фазной обмотки. В качестве варианта такой выпрямительный мост может быть выполнен также в виде инвертора, как это описано, например, в FR-A-2745444, для подачи тока в секции фазной обмотки статора и приведения в действие генератора переменного тока в качестве электродвигателя, например, для запуска теплового двигателя автомобиля, такой генератор переменного тока называется стартером переменного тока.
В любом случае при вращении несущего вала ротора вентилятор или вентиляторы создают поток воздуха между входным и выходным воздушными отверстиями, проходящий через пучки обмотки согласно изобретению. В частности, отдельная операция подготовки проводов, затем операция образования секций фазной обмотки перед их укладкой в пазы позволяют придать головкам, называемым пучками, обмотки статора симметричные свойства, которые позволяют образовать в пучках проходы для воздуха и выполнить наклон, повышающий циркуляцию воздуха через пучки, например, при расходе свыше 10 л/с.
Само собой разумеется, что в качестве варианта выполнения пучок может располагаться на более высоком уровне по оси, чем другой пучок благодаря применению инструмента согласно изобретению.
Само собой разумеется, что перед укладкой проводов в пазы помещается изоляция и преимущественно закрепляется. На фиг.11А, 11В в целях упрощения изоляция в пазах не показана, но она видна на фиг.1А, 2В, 9 и 11C.
Сечение электропроводящих проводов может быть выполнено круглым, как показано на фигурах, квадратным, прямоугольным, эллиптическим или иной формы.
На фигурах корпус статора показан цилиндрической формы. В качестве варианта выполнения корпус статора по наружному периметру имеет не цилиндрическую форму, а, например, бочкообразную. Пазы, предусмотренные в каждом листе шихтованного пакета, могут быть выполнены, в качестве варианта, наклонными по отношению к осевому направлению.
Благодаря изобретению многофазная вращающаяся электрическая машина, оснащенная статором с обмоткой согласно изобретению, обладает повышенной мощностью.
Каждая секция обмотки содержит один или несколько проводов. Например, каждая секция фазной обмотки может содержать по меньшей мере два провода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2047257C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УКЛАДКИ ВОЛНОВЫХ ОБМОТОК В ШИХТОВАННЫЕ ПАКЕТЫ РОТОРОВ И СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2004 |
|
RU2344534C2 |
| СПОСОБ И УСТРОЙСТВО НАМОТКИ ОБМОТКИ НА ШИХТОВАННЫЙ ПАКЕТ ДЛЯ ЭЛЕКТРОДВИГАТЕЛЯ | 2012 |
|
RU2631337C2 |
| Статор электрической машины | 1990 |
|
SU1714749A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ЕГО СБОРКИ | 2018 |
|
RU2682895C1 |
| СТАТОР АСИНХРОННОГО ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2002 |
|
RU2218648C1 |
| Устройство для укладки обмотки в пазы статора электрической машины | 1980 |
|
SU1008853A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И ЕГО ИЗГОТОВЛЕНИЕ | 2015 |
|
RU2658631C2 |
Изобретение относится к области электротехники и касается способа укладки волновой обмотки в статор многофазной электрической машины переменного тока, в частности генератора переменного тока, а также конструкции статоров с любым количеством пазов и уложенной таким способом фазной обмоткой с любым количеством секций. Сущность изобретения состоит в том, что согласно предложенному способу укладки волновых обмоток формуют каждую секцию (70) фазной обмотки в виде последовательности зубцов (71) с двумя боковыми ветвями (711) для укладки в установочное положение в пазу, размещают секции (70) обмотки на монтажном инструменте (80), укладывают витки (73) в пазы статора в порядке, обратном порядку намотки, при этом секции (70) обмотки одновременно укладывают вокруг монтажного инструмента (80), причем витки (73), следующие друг за другом в заданном порядке намотки, относятся попеременно к разным секциям (70) обмотки, которая может быть выполнена простой волновой или распределенной волновой. Также предложен статор многофазной вращающейся машины, содержащий шихтованный пакет (10) с центральным отверстием и аксиальными пазами (30), выполненными с внутренней стороны на радиальной поверхности шихтованного пакета (10), в которых размещена волновая обмотка, уложенная в пазы статора согласно предложенному способу. Технический результат - повышение мощности многофазной электрической машины переменного тока. 2 н. и 16 з.п. ф-лы, 16 ил.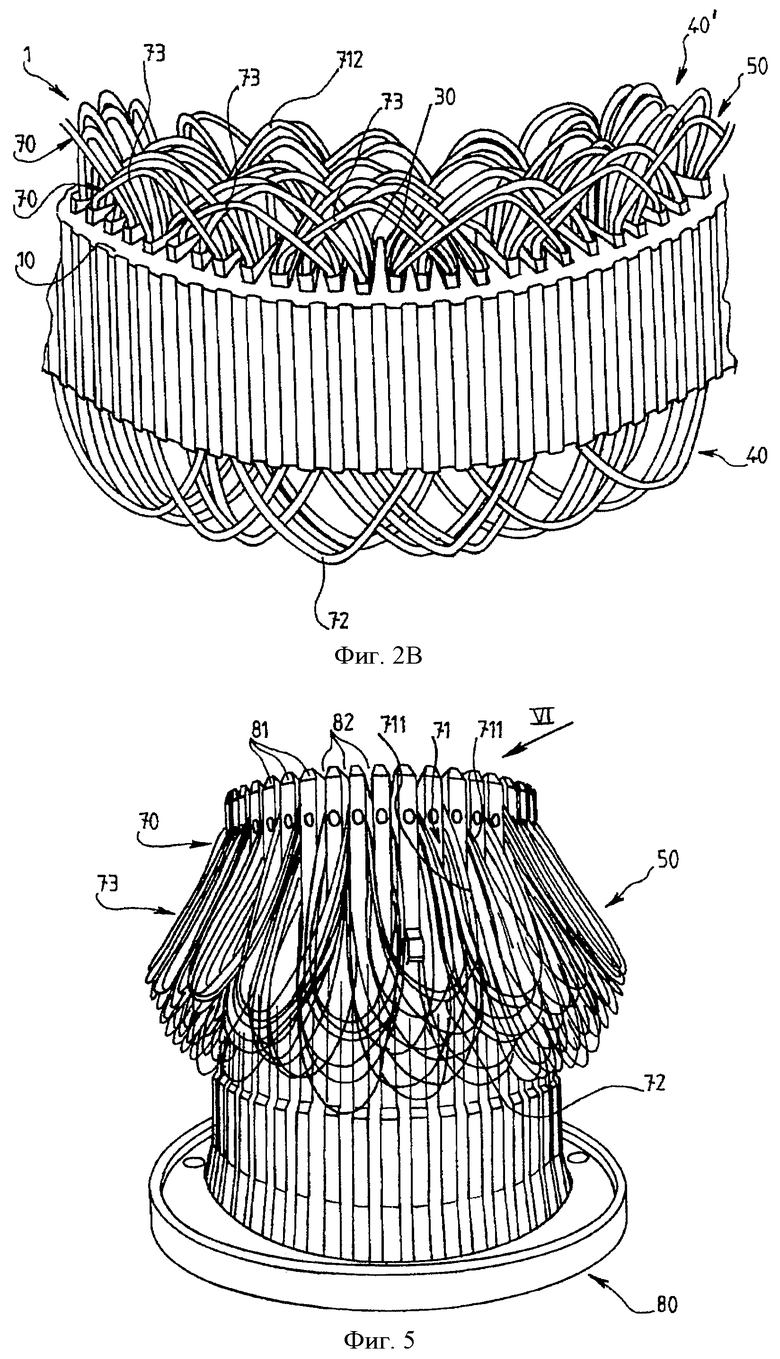
1) формируют каждую секцию (70) обмотки, при этом провод (60) секции образует последовательность зубцов (71), соединенных соединительными сегментами (72), причем каждый зубец содержит две боковых ветви (711), расположенные друг против друга и предназначенные для укладки в установочное положение внутри паза (30), и головную ветвь (712), соединяющую обе боковые ветви (711),
2) размещают секции (70) обмотки на монтажном инструменте (80),
3) укладывают витки (73) в пазы (30) статора, отличающийся тем, что операцию 2) проводят с применением цилиндрического монтажного инструмента (80), при этом каждая секция (70) обмотки состоит из нескольких витков (73), уложенных вокруг монтажного инструмента (80), причем витки (73) накладывают друг на друга в определенном порядке, секции (70) обмотки наматывают вокруг монтажного инструмента (80) одновременно, при этом витки (73), следующие друг за другом в заданном порядке намотки, попеременно относятся к разным секциям (70) обмотки.
| US 4864715 А, 12.09.1989 | |||
| Способ изготовления обмотки полого цилиндрического якоря электрической машины | 1985 |
|
SU1300600A1 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ КАТУШЕК ВОЛНОВОЙ ОБМОТКИ | 1992 |
|
RU2038676C1 |
| Статор трехфазной электрической машины | 1983 |
|
SU1252867A1 |
| ЯКОРЬ МНОГОФАЗНОГО СИНХРОННОГО ГЕНЕРАТОРА | 1991 |
|
RU2124796C1 |
| ЕР 1294082 A1, 19.03.2003 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

