2, Горелка для дуговой сварки в защитных газах, содержащая корпус с закрепленным в нем электрододержателем, сопло с торцовым выступом и выходным каналом, выполненным в вид торового диффузора, в котором установлено кольцо, концентричное оси горелки, отличающаяся тем, что, с целью повыпения качества сварного шва путем улучшения газовой защиты сварочной ванны и части шва, прилегающего к сварочной ванне, она снабжена вторым кольцом, эксцентричным оси горелки и установленным между торцовым выступом и первым кольцом, стенки колец и торцового выступа установлены под углом 0-15° к оси горелки, а торовый диффузор расположен эксцентрично оси горелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для аргоно-дуговой сварки | 1974 |
|
SU498119A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1074679A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1127720A1 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Горелка для дуговой сварки в среде защитных газов | 2016 |
|
RU2633197C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1984 |
|
SU1206034A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |

1. Горелка для дуговой сварки в защитных газах, содержащая корпус с закрепленным в нем электрододержателем, сопло с торцовым выступом и 20 21 выходным каналом, выполненным в виде торового диффузора:, концентричного оси горелки, и установленное в выходном канале кольцо, концентричное оси горелки, отличающаяся тем, что, с целью повышения качес.тва сварного шва путем улучшения газовой защиты сварочной ванны и части шва, прилегакидего к сварочной ванне, она снабжена вторым кольцом, эксцентричньм оси горелки и установленным между торцовым выступом и первым кольцом, а стенки колец и торцового выступа расположены под ё углом 0-15 к оси горелки (Л 19 ч ел О5 4ib ГО ft/e. 1
1
Изобретение относится к сварке, в частности, к горелкам для сварки неплавящимся электродом в защитных газах, и может быть использовано в судостроении, машиностроении и други отраслях промьшшенности.
Цель изобретения - повьш1ение качества сварного шва путем улучшения газовой защиты сварочной ванны и части шва, прилегающего к сварочной ванне.
На фиг.1 схематически показана горелка, обыщи вид; на фиг.2 - расположение второго кольца и выходного канала сопла (разрез А-А на фиг.1) на фиг.З - выходной канал сопла, в котором стенки колец и торцового выступа расположены параллельно оси электродаj на фиг.4 - то же, стенки колец и торцового выступа расположены под углом к оси электрода-, на фиг.5 то же, стенки колец расположены па-.раллельно, а стенка второго кольда и стенка торцового выступа - под углом к оси электрода.
Горелка состоит из сборного рифленного корпуса 1 (например, из дюралюминия) , покрытого пленкой изоляционного материала 2 (например, фторопластом) , электр од одержат еля 3. с токоподводом (не показан), трехкамерной системы газовой защиты, включающей накопительную камеру А, демпферную камеру 5 и успокоительную камеру 6, и быстроразъемного сопла 7 с торцовым выступом 8, направленным внутрь успокоительной камеры 6. Сопло 7 соединено с корпусом 1 с возможностью перемещения в направлении оси электрда и образует с корпусом 1 наружной
поверхностью накопительную камеру 4 и демпферную камеру 5, которая представляет собой кольцевую щель, внутренней поверхностью с торцовой частью 5 электрододержателя 3 - успокоительную камеру 6, ас нижней частью электрододержателя 3 - выходной канал 9 в -., виде торового диффузрра, в котором концентрично оси электрода 10 (оси
О горелки) установлено кольцо 11, а эксцентрично () - кольцо 12, расположенное между торцовым выступом 8 и кольцом 11. Для поступления защитного газа В горелку в корпусе 1 имеется
5 вводной штуцер 13.
Стенки 14-17 колец 11 и 12, а также р.тенки 18 торцовоговыступа 8 расположены параллельно или под углом о к оси электрода.
Угол об наклона стенок выбирается таким, чтобы достигалось направленное вьщеление газовой струи в сторону хвостовой части ванны с возможностью дополнительного использования ее для защиты от вредных факторов и охлаждения нагретой поверхности участка шва, прилегающего к сварочной ванне. Это обеспечивается при угле не более , так как газовый поток при угле боль тем 15 перестает воздействовать на : шов и околошовную зону. Вылет электрода 10 регулируется перемещением электрододержателя 3. Электрод 10 закреплен в электрододержателе 3 винтом 19..
5 В верхней части электрододержателя 3 закреплен маховичок 20 из токонепроводящего материала (например, текстолита) . В корпусе 1 и сопле 7
вьтолнены полости 21 и 22 для сбора
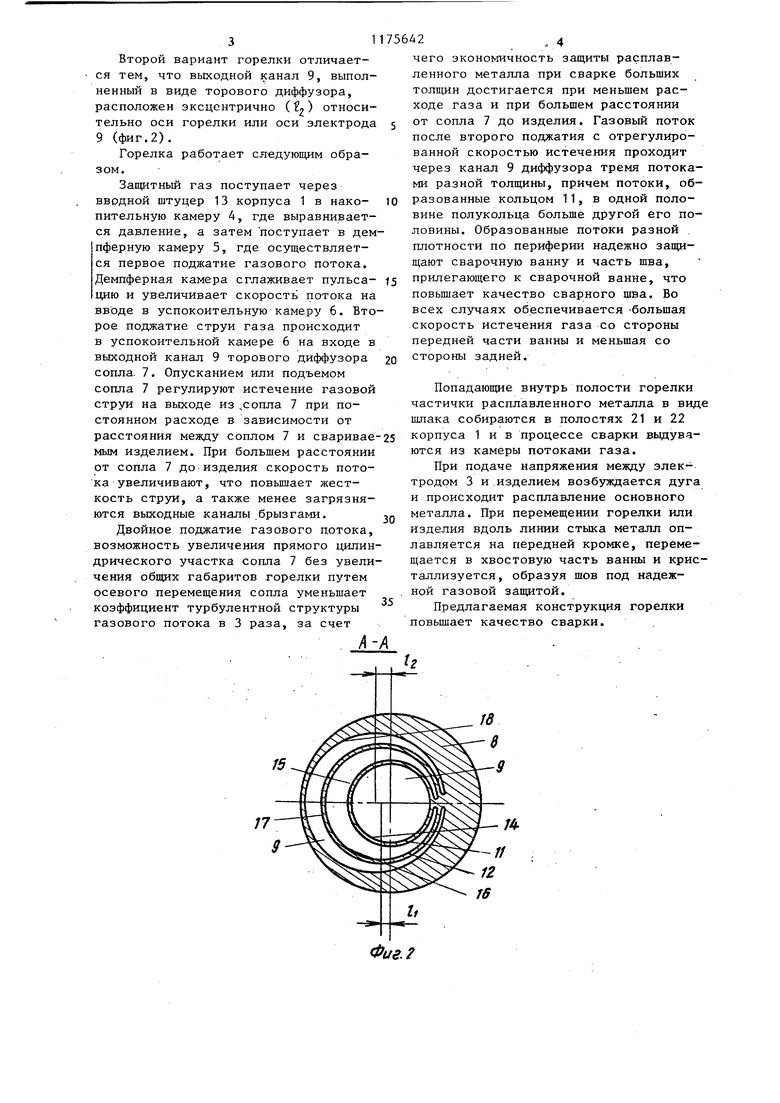
0 шлака. 31 Второй вариант горелки отличается тем, что выходной канал 9, выполненный в виде торового диффузора, расположен эксцентрично ({л) относительно оси горелки или оси электрода 9 (фиг.2). Горелка работает следующим образом. Защитный газ поступает через вводной штуцер 13 корпуса 1 в накопительную камеру 4, где выравнивается давление, а затем поступает в дем пферную камеру 5, где осуществляется первое поджатие газового потока. Демпферная камера сглаживает пульсацию и увеличивает скорость потока на вводе в успокоительную камеру 6. Вто рое поджатие струи газа происходит в успокоительной камере 6 на входе в выходной канал 9 торового диффузора сопла. 7. Опусканием или подъемом сопла 7 регулируют истечение газовой струи на выходе из ,сопла 7 при постоянном расходе в зависимости от расстояния между соплом 7 и сваривае мым изделием. При большем расстоянии от сопла 7 до изделия скорость потока увеличивают, что повышает жесткость струи, а также менее загрязняются выходные каналы брызгами. Двойное поджатие газового потока, возможность увеличения прямого цилин дрического участка сопла 7 без увели чения общих габаритов горелки путем осевого перемещения сопла уменьшает коэффициент турбулентной структуры газового потока в 3 раза, за счет
18 8
Фие. 42 чего экономичность защиты расплавленного металла при сварке больших толщин достигается при меньшем расходе газа и при большем расстоянии от сопла 7 до изделия. Газовый поток после второго поджатия с отрегулированной скоростью истечения проходит через канал 9 диффузора тремя потоками разной толщины, причем потоки, образованные кольцом 11, в одной половине полукольца больше другой его половины. Образованные потоки разной . плотности по периферии надежно защищают сварочную ванну и часть щва, прилегающего к сварочной ванне, что повьш1ает качество сварного шва. Во всех случаях обеспечивается -большая скорость истечения газа со стороны передней части ванны и меньшая со стороны задней. Попадающие внутрь полости горелки частички расплавленного металла в виде шлака собираются в полостях 21 и 22 корпуса 1 и в процессе сварки выдуваются из камеры потоками газа. При подаче напряжения между электродом 3 и изделием возбуждается дуга и происходит расплавление основного металла. При перемещении горелки или изделия вдоль линии стыка металл оплавляется на передней кромке, перемещается в хвостовую часть ванны и кристаллизуется, образуя шов под надежной газовой защитой. Предлагаемая конструкция горелки повьш1ает качество сварки.
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU889333A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для аргоно-дуговой сварки | 1974 |
|
SU498119A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| , | |||
