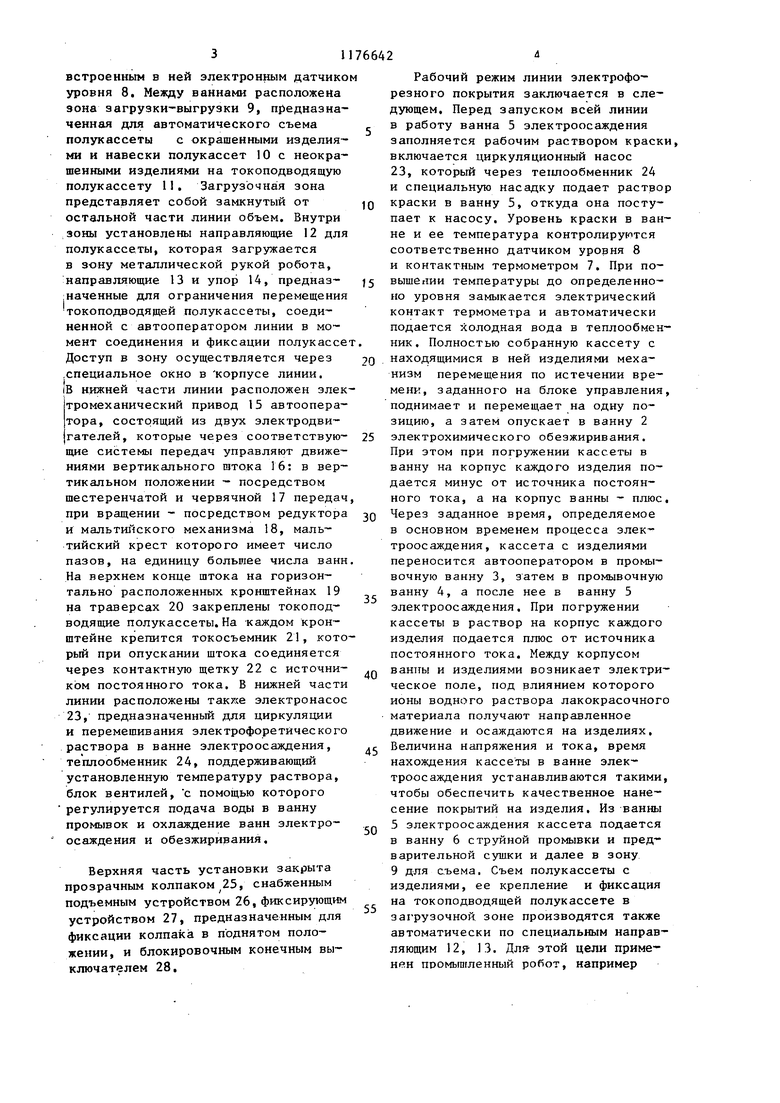
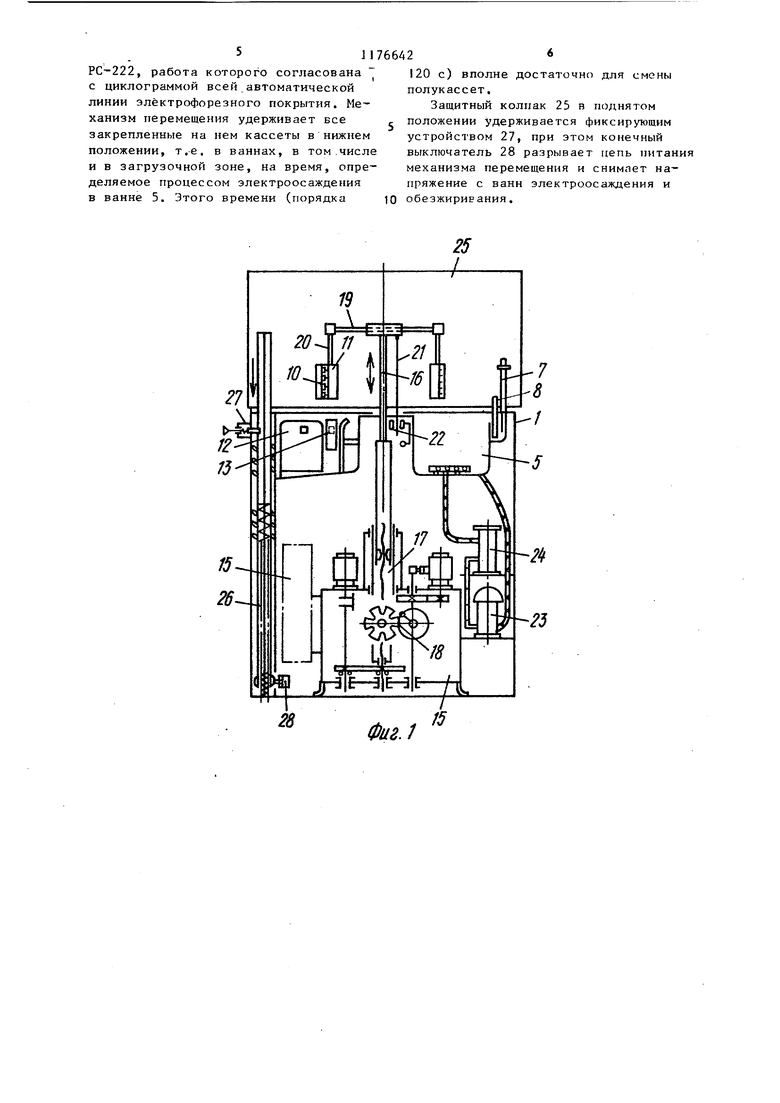
встроенным в ней электронным датчико уровня 8. Между ваннами расположена зона загрузки-выгрузки 9, предназначенная для автоматического съема полукассеты с окрашенными изделиями и навески полукассет 10 с неокрашенными изделиями на токоподводящую полукассету 11. Загрузочная зона представляет собой замкнутый от остальной части линии объем. Внутри зоны установлены направляющие 12 для полукассеты, которая загружается в зону металлической рукой робота, направляющие 13 и упор 14, предназ:наченные для ограничения перемещения токоподводящей полукассеты, соединенной с автооператором линии в момент соединения и фиксации полукассе Доступ в зону осуществляется через .специальное окно в корпусе линии. iB нижней части линии расположен элек тромеханический привод 15 автооператора, состоящий из двух электродвигателей, которые через соответствующие системы передач управляют движениями вертикального штока 16: в вертикальном положении - посредством шестеренчатой и червячной 17 передач при вращении - посредством редуктора и мальтийского механизма 18, мальтийский крест которого имеет число пазов, на единицу большее числа ванн На верхнем конце штока на горизонтально расположенных кронштейнах 19 на траверсах 20 закреплены токоподводящие полукассеты.На каждом кронштейне крепится токосьемник 21, кото рый при опускании штока соединяется через контактную щетку 22 с источником постоянного тока. В нижней части линии расположены также электронасос 23, предназначенный для циркуляции и перемешивания электрофоретического раствора в ванне электроосаждения, теплообменник 24, поддерживающий установленную температуру раствора, блок вентилей, с помощью которого регулируется подача воды в ванну промывок и охлаждение ванн электроосаждения и обезжиривания. Верхняя часть установки закрыта прозрачным колпаком 25, снабженным подъемным устройством 26, фиксирующим устройством 27, предназначенным для фиксации колпака в поднятом положении, и блокировочнььм конечным выключателем 28. Рабочий режим линии электрофорезного покрытия заключается в следующем. Перед запуском всей линии в работу ванна 5 электроосаждения заполняется рабочим раствором краски, включается циркуляционный насос 23, который через теплообменник 24 и специальную насадку подает раствор краски в ванну 5, откуда она поступает к насосу. Уровень краски в ванне и ее температура контролируются соответственно датчиком уровня 8 и контактным термометром 7. При повышении температуры до определенноно уровня замыкается электрический контакт термометра и автоматически подается холодная вода в теплообменник. Полностью собранную кассету с находящимися в ней изделиями механизм перемещения по истечении времени, заданного на блоке управления, поднимает и перемещает на одну позицию, а затем опускает в ванну 2 электрохимического обезжиривания. При этом при погружении кассеты в ванну на корпус каждого изделия подается минус от источника постоянного тока, а на корпус ванны - плюс. Через заданное время, определяемое в основном временем процесса электроосаждения, кассета с изделиями переносится автооператором в промывочную ванну 3, затем в промывочную ванну 4, а после нее в ванну 5 электроосаждения. При погружении кассеты в раствор на корпус каждого изделия подается плюс от источника постоянного тока. Между корпусом вантты и изделиями возникает электрическое поле, под влиянием которого ионы водного раствора лакокрасочного материала получают направленное движение и осаждаются на изделиях. Величина напряжения и тока, время нахождения кассеты в ванне электроосаждения устанавливаются такими, чтобы обеспечить качественное нанесение покрытий на изделия. Из ванны 5 электроосаждения кассета подается в ванну 6 струйной промывки и предварительной сушки и далее в зону 9 для съема. Съем полукассеты с изделиями, ее крепление и фиксация на токоподводящей полукассете в загрузочной зоне производятся также автоматически по специальным направляющим 12, 13. Для этой цели применен промьгашенный робот, например
РС-222, работа которого согласована с циклограммой всей автоматической линии элёктрофорезного покрытия. Механизм перемещения удерживает все закрепленные на нем кассеты в нижнем положении, т.е. в ваннах, в том .числе и в загрузочной зоне, на время, определяемое процессом электроосаждения в ванне 5. Этого времени (порядка
120 с) вполне достаточно для смены полукассет.
Защитный колпак 25 в поднятом
положении удерживается фиксирующим устройством 27, при этом конечный выключатель 28 разрывает цепь питания механизма перемещения и снимает напряжение с ванн электроосаждения и
обезжиривания.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ПРИ НАНЕСЕНИИ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОФОРЕЗА | 1991 |
|
RU2023764C1 |
| Кассета для размещения малогабаритных изделий в электрофорезном покрытии | 1985 |
|
SU1275062A1 |
| Линия электрофорезного покрытия малогабаритных изделий | 1986 |
|
SU1648991A1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Подвеска для гальванической обработкидлиННОМЕРНыХ дЕТАлЕй ВРАщЕНия | 1979 |
|
SU836238A1 |
| Установка для нанесения гальванических покрытий | 1982 |
|
SU1033582A1 |
| Способ контроля толщины покрытий в процессе осаждения | 1987 |
|
SU1578452A1 |
| Установка для нанесения гальванических покрытий | 1983 |
|
SU1113433A1 |
| Установка для нанесения покрытий методом электроосаждения | 1978 |
|
SU749942A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
1. ЛИНИЯ ЭЛЕКТРОФОРЕЗНОГО ПОКРЫТИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ, содержащая ряд ванн для технологического процесса с зоной загрузкивыгрузки, расположенных по кругу, автооператор с траверсами, кассеты с изделиями, выполненные в виде двух полукассет, одна из которых имеет токоподводящий элемент, Изобретение относится к области механизации и автоматизации HaHece ния покрытий на малогабаритные изделия методом злектроосаждения. Целью изобретения является повышение производительности труда. На фиг,1 представлена линия электрофорезного покрытия малогабритных изделий, общий вид; на фиг.2 то же, вид сверху. Лийия имеет корпус 1 цилиндри ческой формы, в верхней части которого по периметру расположены пять ванн 2-6, Все ванньг представляют системы циркуляции, подачи и слива технологических растворов, отличающаяся тем, что, с целью повьшения производительности труда, она снабжена направляющими для полукассеты с изделиями и направляющими и упором для токоподводящего злемента, расположенными в зоне загрузкивыгрузки. 2.Линия поп.1,отличающ а я с я тем, что токопо;а,водящий злемент выполнен в виде полукассеты, установленной на траверсе. 3.Линия по пп.1 и 2, о т л и чающая ся тем, что, с целью повышения точности позиционирования § углового положения траверсы с токо(О подводящей полукассетой, она снабжена мальтийским механизмом, размещеиным на автооператоре, мальтийский крест которого имеет число пазов на единицу больше числа ванн. О5 О5 собой сваренные из листовой нержавеющей стали емкости, имеющие наклонные днища со сливными штуцерами и разбрызгивающими насадками. Наиболее ответственными являются ванна электрообезжиривания и ванна злектроосаждения, где имеется карман для сбора пены, в котором установлен контактный термометр 7, соединенный электрически через реле блока управления с электромагнитным вентилем, включающим или выключающим подачу .колодной воды в теплобменник. Рядом с термометром расположена трубка со
г
/4
| Установка для электрофоретического нанесения покрытий | 1982 |
|
SU1033579A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Установка для нанесения покрытий методом электроосаждения | 1978 |
|
SU749942A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
