Изобретение отноСитсй к занесению покрытий методом электроосаждения и может быть использовано при нанесении изоляционных, защитных и декоративных покрытий на изделия электротехнической, радиотехнической, приборостроительной промышленности, сельскохозяйственного машиностроения, электробытовых машин и др. Известна установка для нанесения покрытий электрофорезом Ц. Установка содержит ряд пойготовитель ных ванн, ванну для окраски, снабженную перфорированным коническим колоколом, суженный конец которого соединен с нагнетательным трубопроводом, а расширен ный - с всасывающим трубопроводом, ряд ванн для промывки, ванны для окончательной обработки, пульсирующий конвейер с траверсами и систему трубопроводов. Перфорированный колокол в ванне окраски способствует некоторому улучшению качества покрытий за счет уменьшения пенос разованйя на поверхности краски IB ванне. Известно устройство для электроосаждения лаков методом электрофореза 23. В этом устройстве перемешивание производится вне ваниы в трубе и винтом выталкивается в ванну, где разбрызгивается распределителями, вьтолненными в виде перфорированных труб, омывая дно и стенки .ванны. Такое перемешивание при предельно допустимых скоростях рабочего раствора не устраняет вьтадения твердой фазы в осадок и не позволяет получить высокую степень однородности раствора, необходимую для качественного покрытия. Цель изобретения - повышение качества покрытия. Указанная цель достигается тем, что в известной установке для нанесения покрытий методом электроосаждения, содержащей ряд подготовительных ванн, . BajHHy осаждения, подключенную к источнику питания и снабженную устройством
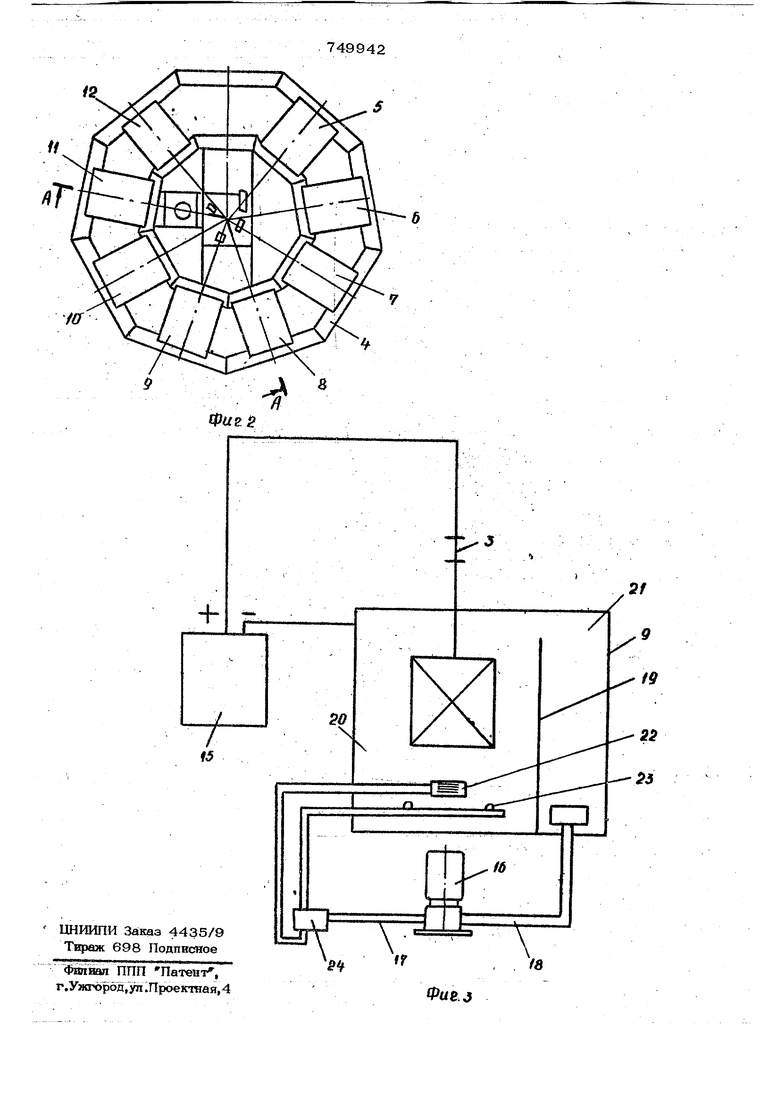
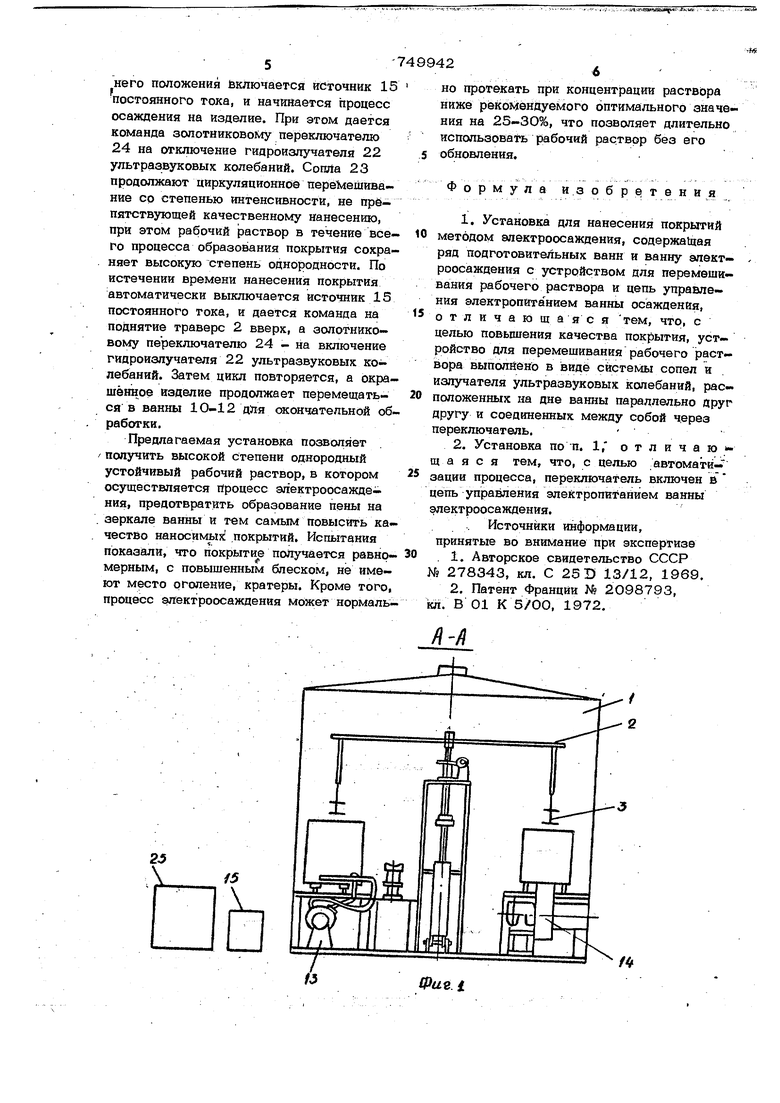
749942 перемешивания, ряд ванн для промывки и цепь управления электропитанием ванны осаждения, устройство для перемешивания оаствора вьшолнено В виде системы сопел, излучателя ультразвуковых колебаний, расположенных на дне ванны парал лельно друг другу и соединенных между собой через переключатель. С цельй автоматизации процесса золотниковый пере1шючатепь подключен в цепь управления электропитанием ванны осаждения.. ; Такое конструктивное решение позволяет в процессе работы установки осу ществить два режима перемешивания: непосредственно при электроосаждении и в промежутках между процессами электроосаждения. В первом случае используется оптимальное перемешивание, исключаю щее смывание покрытия, а во втором обеспечивается интенсивное, перемешивание, при котором рабочий раствор приобре тает BbicoKyip степень однородности и сохраняет ее в течение процесса электроосаждения, обуславливая тем самым качественное покрытие. На фиг. 1 -скематически изображена установка, общий ввд| на фиг. 2 - то же, вид сверху; на фиг. 3 - ванна электро- осанадения. Установка .содержит камеру 1, в центре которой установлен пульсирующий конвейер карусельного типа с траверсами 2 и подвесками 3. . При траектории перемешивания траверс 2 расположены установленные на станине 4 ванны для предварительной оёработки: обезжиривания 5, промывки б и 7, обдув ки горячим воздухом 8, ванна 9 электроосаждения и ряд ванн для окончательной обработки окрашенного изделия: ванны для промывки 10 и 11 и для обдувки I2 Под ваннами 6, 7, 10 и 11 для промывки установлены центробежно- ихревые; насосы 13, а поток воздуха в ваннах 8 и 12 для обдувки создается с помощью вентиляторов 14. Ванна 9 электроосаждения подключена к источнику 15 постоянного тока и снабжена системой циркуляционной подачи рабочего раствора посреддтвом насоса 16, нагнётательн6го 17 и всасывающего 18 трубопроводов. Корпус ванны 9 электроосаждения представляет собой сварную емкость из нержавеющей стали прямозптатьной формы, разделенную перегородкой 19 на рзабочий отсек 20 и карман 21. В рабочем отсеке 20 ванны электроосаждания установлен гидроизлучатель 22 ультразвуковых колебаний, а на ее дне смонтирована система сопел 23. ГИдроиалуЧатель 22 и сопла 23 подсоединены к нагнетательному трубопроводу 17 через золотниковый электромагнитный переключатель 24, а патрубок всасывающего трубопровода 18 установлен на дне кармана .21. Отдельно от камеры 1 размещен пульт 25 управления, обеспечиватющий. работу установки по заданной программе в автоматическом режиме, в том числе подъем, поворот на заданный угол и опускание траверс 2, а также продолжительность каждой операции. Установка работает следующим образом. . Изделия, подлежащие окраске, закрепляются на Подвесках 3. С пульта 25 управленИя пускают установку для автоматической работы. По мере перемещения траверс 2 изделия постепенно проходят весь териологический процесс окраски, который состоит из последовательной об- . работкиизделий в каждой ванне, куда они попадают в результате подъема, поворота и опускания траверс. Режим работы ванны 9 электроосаж- дения связан с циклом работы пульсирую - щего конвейера. В момент, когда траверсы 2 пульсирующего конвейера с подвесками 3 из нижнего рабочего положения начинают перемещаться вверх,. дается команда электромагнитному золотниковому переключателю 24 ца включение гидроиз- лучателя 22 ультразвуковых колебаний. Пока работает гидроизлучатель ультразвуковых колебаний, .траверсы 2 достигают крайнего верхне.го положения, поворачиваются на некоторый угол и, достигнув центрального. положения над ваннами, опускаются. За это время гидроизлуча- тель 22 ультразвуковых колебаний и система сопел 23 интенсивно перемешивает рабочий раствор, в результате чего последний приобретает высокую степень однородности, при которой исключается выпадение твердой фазы в осаДок. Кроме то- . го, вследствие изменения структуры молекул уменьшается вязкость раствора и предотвращается пенообразование. При опускании траверс 2 изделие, прошедшее предварительную обработку в ваннах 5-8, опускается на свободную от пены поверхность рабочего раствора в ванне 9 электроосаждения и погружается в него. По Достижении траверсами 2 нвжнего положения Ёключается источник 15 постоянного тока, и начинается процесс осаждения на изделие. При этом дается команда золотниковому переключателю 24 на отключение гидроизлучателя 22 ультра;звуковых колебаний. Conrta 23 продолжают циркуляционное перевешивание со степенью интенсивности, не прёпятствзпющей качественному нанесению, при этом рабочий раствор в течение всего процесса образования покрытия сохраняет высокую степень однородности. По истечении времени нанесения покрытия автоматически выключается источник 15 постоянного тока, и дается команда на поднятие траверс 2 вверх, а золотниковому переключателю 24 - на включение гидроизлучателя 22 ультразвуковых колебаний. Затем цикл повторяется, а окрашёнцое изделие продолжает перемещаться в ванны 10-12 для сжончательной об работки. Предлагаемая установка позволяет / получить высокой степени однородный устойчивый рабочий раствор,в котором осуществляется Процесс электроосаждения, предотвратить образование пены на .зеркале ванны и тем самым повысить ка чество наносимых покрытий. Испытания показали, что покрыти е получается равно мерным, с повышенным блеском, не имеют место оголение, кратеры. Кроме того процесс электроосаждения может нормаль НО протекать при концентрации раствора ниже рекомендуемого оптимального значения на 25-30%, что позволяет длительно использовать рабочий раствор без его обновления. Ф о р м у л а и 3 о б р е т е н и я 1.Установка для нанесения покрытий методом электроосаждения, содержащая ряд подготовительных ванн и ванну электроосаждения с устройством для перемешивания рабочего раствора и цепь управления электропитанием ванны осаждения, отличающаяся тем, что, с целью повьпиения качества покрытия, устройство для перемешивания рабочего раствора выполйено в )видё системы сопел и излучателя ультразвуковых колебаний, расположенных на дне ванны параллельно Друг другу и соединенных между собой через переключатель. 2.Установка по п. 1, о т л и ч а ю щ а я с я тем, что, с целью автоматизации процесса, переключатель включен в цепь управления электропитанием ванны электроосаждения. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 278343, кл. С 25D 13/12, 1969. 2. Патент Франции № 2098793, кл. В 01 К 5/00, 1972.
2
15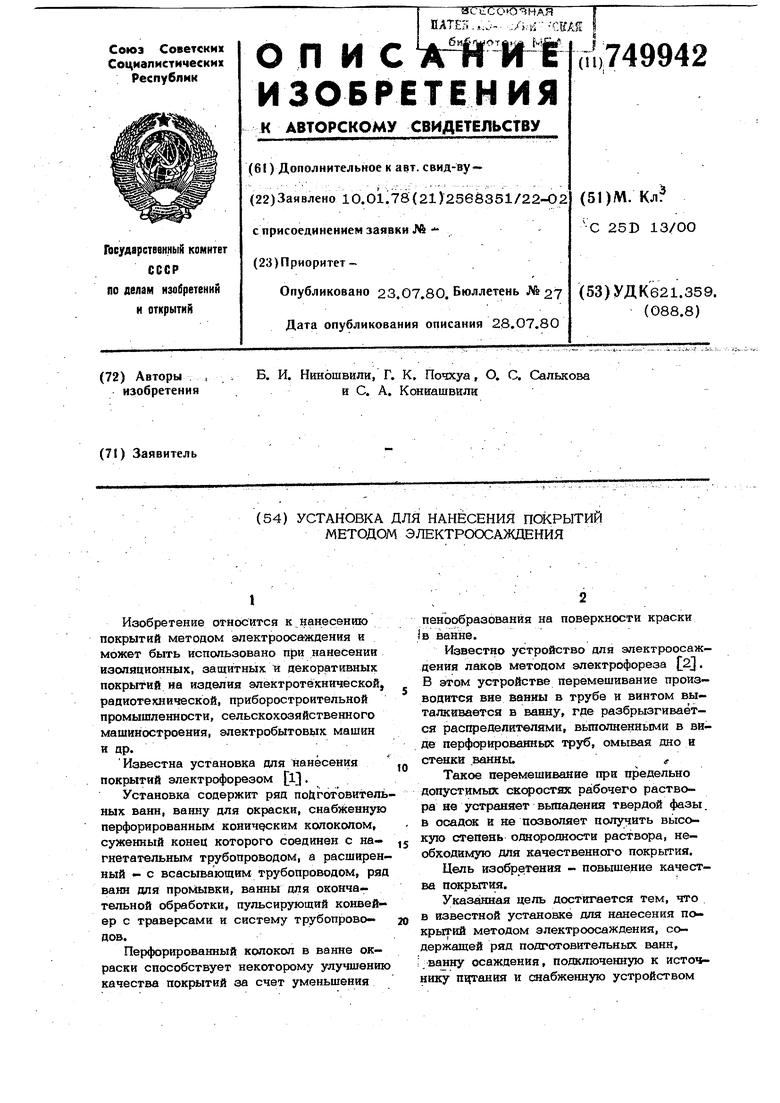
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЭМАЛИ НА СТАЛЬНЫЕ ДЕТАЛИ | 1997 |
|
RU2109846C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРОФОРЕЗОМ | 1970 |
|
SU278343A1 |
| Устройство для нанесения покрытий методом электроосаждения | 1984 |
|
SU1194912A1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Способ предварительной обработки мелкоразмерных деталей из сплавов на основе меди с внутренними отверстиями и пазами для электроосаждения на них покрытий | 2020 |
|
RU2750731C1 |
| УСТРОЙСТВО ЭЛЕКТРООСАЖДЕНИЯ | 2017 |
|
RU2719218C2 |
| УСТРОЙСТВО ЭЛЕКТРООСАЖДЕНИЯ | 2017 |
|
RU2704778C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ ИРИДИЯ НА АРСЕНИД ГАЛЛИЯ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2013 |
|
RU2530963C2 |
| Подвеска для нанесения покрытий электроосаждением | 1977 |
|
SU726221A1 |