(5) ЛИНИЯ ОКРАСКИ ЭЛЕКТРООСАЖДЕНИЕМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для нанесения покрытий электроосаждением | 1977 |
|
SU726221A1 |
| Линия электрофорезного покрытия малогабаритных изделий | 1983 |
|
SU1176642A1 |
| Линия для окрашивания изделий | 1986 |
|
SU1406098A1 |
| КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ПРИ НАНЕСЕНИИ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОФОРЕЗА | 1991 |
|
RU2023764C1 |
| Установка для нанесения покрытий методом электроосаждения | 1978 |
|
SU749942A1 |
| Агрегат для очистки изделий | 1981 |
|
SU1013000A1 |
| Подвесной конвейер | 1979 |
|
SU772938A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ МЕТОДОМ ЭЛЕКТРООСАЖДЕНИЯ | 1991 |
|
RU2008370C1 |
| Установка для изготовления изделий гальванопластикой | 1980 |
|
SU926081A1 |
| Поточная линия для нанесения многослойных покрытий | 1975 |
|
SU564010A1 |
I
Изобретение относится к окрасочной технике, в частности к линиям окраски методом электроосаждения, и может использоваться для окраски. металлических изделий, например в автомобильной промышленности.
Известна линия для нанесения покрытий, содержащая ряд ванн с рабочими растворами, сушильные камеры, транспортирующее устройство, источникпитанияи устройства для передачи напряжения на изделие в зоне обработки lj.
Недостатком этой линии является то, что она металлоемка и занимает большие производственные площади. Кроме того, если необходима окраска части изделий в другой цвет или другим лакокрасочным материалом,, необходимо либо иметь.рядом вторую подобную линию, либо периодически менять лакокрасочный материал в ваннах электроосаждения, что требует значительных дополнительных трудозатрат на промывку всей системы и изменения режимов их нанесения. Еще одним недостатком указанной линии является сложность и ненадежность механического подвода электрического напряжения к изделию, передвигаемому через ванну электроосаждения транспортным устройством.
Известно устройство для передачи напряжения на.транспортируемые подвесным конвейером изделия, в котором на каждой подвеске один над дру гим закреплены взаимодействующие с электрошинами подпружиненные контакты и двуплечие подпружиненные прижимные к изделию рычаги,предварительно поднятые над изделием при помощи неправляющей лыжи,установленной на поворотах горизонтально замкнутого подвесного пути. Это устройство обеспечивает
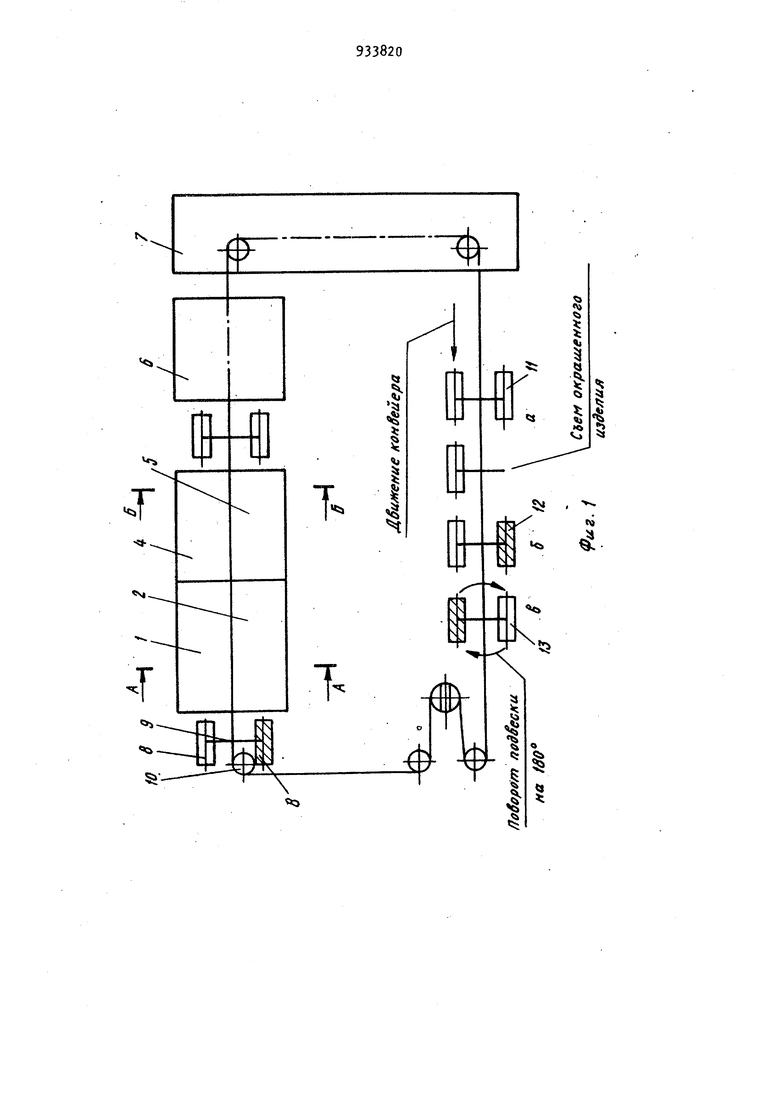
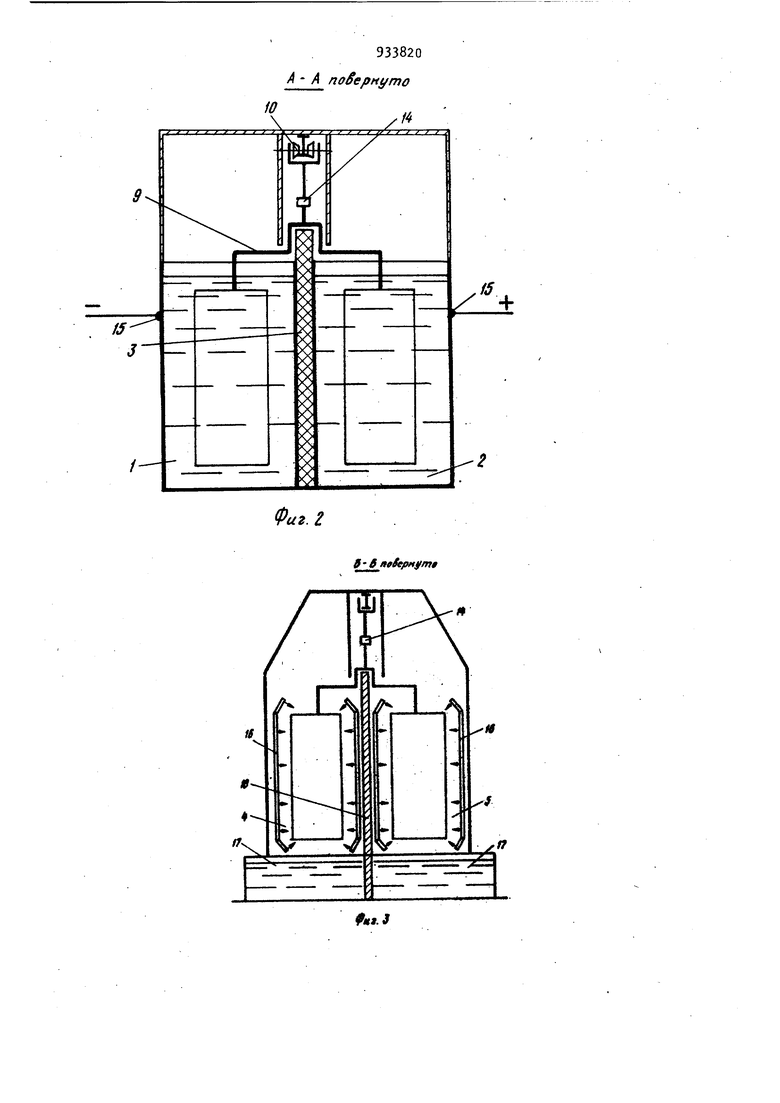
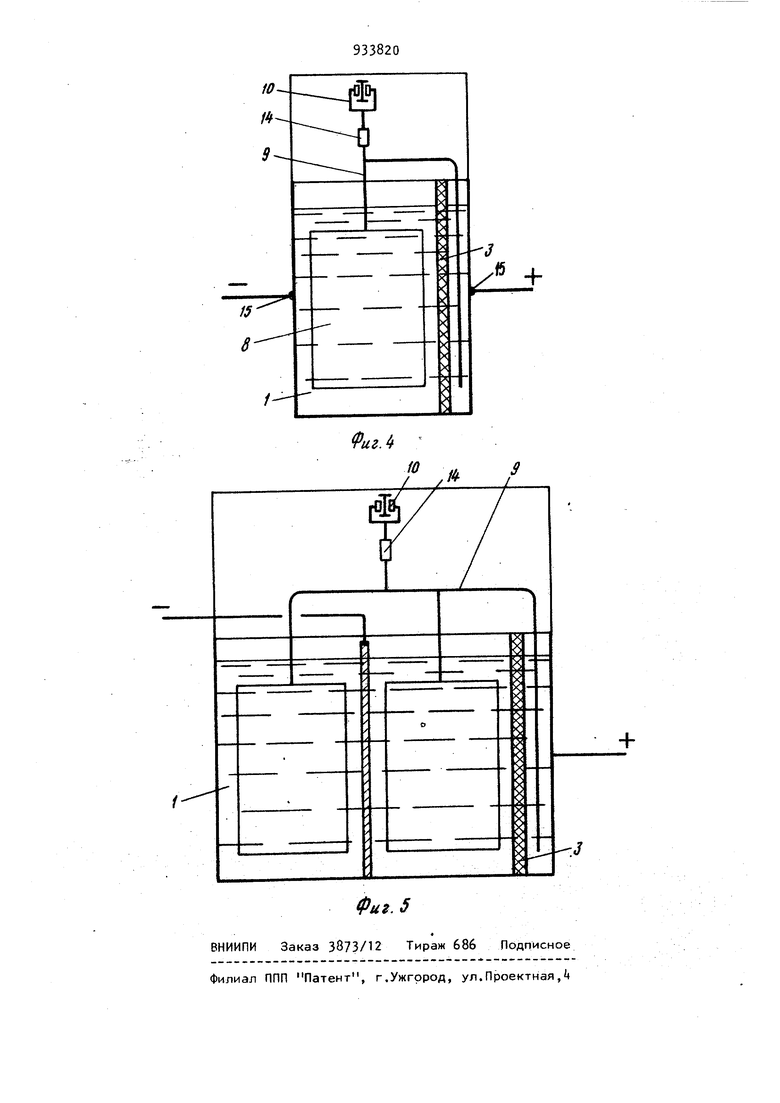
20 автоматическое подключение напряжения к изделию в момент окунания и отключения его в момент выхода из ванны электроосаждения f2J. 3 Однако это устройство также весь на неудовлетворительно решает пробл му подвода напряжения к изделию, так как ненадежно в работе и требует для осуществления дополнительное сложное и металлоемкое оборудование Процент брака при окраске методом электроосаждения из-за плохого элек рического контакта составляет не ме нее 01. Известна также линия окраски электроосаждения, содержащая ванну с анодами и катодами, подключенными к источнику питания, камеры сушки и конвейер с электрически изолированными от него подвесками. В этой линии перед входом в зону электроосаж дения смонтирована система передачи движения от грузовых конвейеров на токонесущие и синхронизации перемещ ния грузовых и токонесущих подвесок З., Недостатками этой линии являются большая металлоемкость и габариты, а также значительный брак окрашенных изделий из-за недостаточно надежног устройства подачи напряжения на изделие . Цель изобретения - снижение металлоемкости линии и занимаемой ею производственной площади, расширение технологических возможностей и повышение надежности электрического контакта при подводе питания к пере мещаемым через ванны изделиям. Поставленная цель достигается тем, что в-линии окраски электроосаждением, содержащей ванну с анодами и катодами, подключенными к ис точнику питания, камеры сушки и кон вейер с электрически изолированными от него подвесками и источник питания, ванна снабжена изолированным карманом для электролита и размещения электрода, подвеска выполнена с Г-Образным токопроводящим элементом, горизонтальная составляющая ко торого закреплена на подве.ске, а вертикальная установлена с возможностью размещения в кармане ванны. При этом ванна снабжена продольной перегородкой, соединенной с источником тока, а подвески конвейера выполнены в виде коромысел. На фиг.1 изображена принципиальная технологическая схема линии окрашивания электроосаждением с предварительным электрообезжириванием поверхности; на фиг.2 - разрез А-А 04 на фиг Л; на фиг.З - разрез Б-Б на фиг.1; на фигЛ - вариант выполнения ванны окунания с токоподводом; на фиг.5 - вариант выполнения ванны окунания с тремя отсеками. Линия окраски электроосаждением содержит ванну окунания, выполненную с отсеком 1 электроосаждения и отсеком 2 электрообезжиривания, раэделенные сплошной электроизолирующей перегородкой 3, зоны 4 и 5 промывки после электроосаждения и электрообезжиривания, также разделенные перегородкой, общую сушильную камеру 6 и камеру 7 охлаждения. Изделия 8 расположены на подвесках 9, имеющих возможность поворота на 180 в местах загрузки и разгрузки и установленных на подвесном конвейере 10. После камеры 7 охлаждения подвеска с.изделиями поступает к месту съема окрашенного изделия 11, (см. фиг.1,а), затем загрязненное из,делие 12 навешивают на подвеску (см. фиг. 1,6) подвеску поворачивают на 180 Сем. фиг.1, в, где загруженное изделие 12 меняется местами с обезжиренным изделием 13Подвески 9 изолированы от конвейера 10 с помощью изолирующей встав/ки 14. Боковые стенки ванны имеют контакты 15 для соединения с источником питания (не показано). В зоне ( промывки имеются контура облива 16, ванны 17 Для слива промывной воды и перегородка 18 для предотвращения смешивания промывных вод. Работа линии осуществляется следующим образом. В зоне загрузки (а, б, в) к обоим концам коромыслообразной подвески 9 подвешивают изделия 12 и 13, причем изделие 13, закрепленное на том конце подвески, который попадает в отсек 1 электроосаждения уже предварительно обезжирено, а на противоположный конец - загрязненное изделие 12. После загрузки изделия 12 и 13 поступают в ванны окунания, к которым подведено напряжение от источника питания либо к внутренним стенкам ванны контактами 15, либо к специально опущенным в ванны электродам сне показаны. Изделия 12 и 13 окунаются каждое в соответствующий отсек 2 и 1 ванны. Электрическая цепь замыкается через внутренние стенки ванны, обезжиривающий раствор и материал для элект.роосаждения, а также через изделия 12 и 13, погруженные в ванну и коромыслообразную подвеску 9, изолированную от конвейера 10. В это время происходит одновременно два процесса - электрохимическое обезжиривание и окрашивание электроосаждением. Далее изделия поступают в зоны t и 5 промывки, затем по ходу конвейера 10 сушатся в общей сушильной камере 6 и охлаждаются в камере 7. На месте разгрузки (см. фиг.1, а) снимают окрашенное изделие 11, на его место (см. фиг.1, б) навешивается новое Сзагрязненное 12 и подвеска поворачивается на 180° Сем. фиг.1,.вК Таким образом, изделие, которое прошло процесс обезжиривания, при движении конвейера попадает в отсек окрашивания электроосаждением, а вновь навешенное изделие 12 - в отсек 2 электрохимического обезжиривания, т.е. изделие окрашивается за два прохода по конвейеру с поворотом подвески в месте загрузки. Преимущество данной линии в том, что электрический ток подводится .пря МО к изoл ;poвaнным ваннам( нет никаких скользящих контактов ), что повышает их надежность и уменьшает про цент брака. Объединение в единой конструкции агрегата подготовки поверхности и установки окраски электроосаждением, двух сушильных камер в одну и двух камер охлаждения в одну позволяет уменьшить занимаемые ими площади. Заменив зону электрохимического обезжиривания зоной катафореза, можно окрашивать в одной линии одновременно два изделия различными по цвету и типу пленкообразующего лакокрасочными материалами. Выполнение одной ванны с несколькими отсеками, разделенными перегородкой, вместо двух раздельных, позволяет уменьшить металлоемкость и га бариты всей линии за счет сокращения количества ванн и другого оборудования в окрасочной линии, так как в каждом из отсеков ванны можно проводить параллельно разные процессы, например: в одном отсеке электрохимическое обезжиривание,, в другом электроосаждение; в одном отсеке окрошиаание изделий методом анофореза. В другом катофореза; в одном отсеке окрашивание изделий в один цвет, в параллельном отсеке в другой цвет. В этих случаях при некоторомувеличении габаритов ванн в ширину, общая длина линии и конвейера уменьшается вдвое, а за счет подвода электрического напряжения к рабочим растворам ванн, разделенным изоляционной перегородкой, рабочие растворы - электролиты служат жидкостными контактами, и при замыкании цепи через изолированную от конвейера подвеску позволяют вести два электрических процесса одновременно без использования сложного и ненадежного механического подвода электроэнергии. При этом устраняется опасность получения брака покрытия из-за нарушения Электрического контакта. Формула изобретения 1.Линия окраски электроосаждением, содержащая ванну с анодами и катодами, подключенными к источнику питания, камеры сушки и конвейер с электрически изолированными от него подвесками, отличающаяс я тем, что, с целью снижения ее металлоемкости и расширения технологических возможностей, ванна снабжена изолированным карманом для электролита и размещения электрода, подвеска выполнена с Г-образным токопроводящим элементом, горизонтальная составляющая которого закреплена на подвеске, а вертикальная установ-. лена с возможностью размещения в кармане ванны. 2,Линия по п. 1,отличающ а я с я тем, что ванна снабжена продольной перегородкой, соединенной с источником тока, а подвески конвейера выполнены в виде чоромысел. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 723014, кл. С 25 D 19/00, 19772.Авторское свидетельство СССР № 87821, кл. В 65 G 49/02, 1971. 3.Липовский А.Л. и др. Опыт проектирования и внедрения линий окг раски деталей автомобиля Москвич методом злектроосаждения. - Лакокрасочные материалы и их применение, 1975, If 5. А А noSepMt/mo
Фиг. г
А 1 Л
0- /;.
V
933820
f4
9- 6 etepnjfmt
I А
./7
