Производство формовых резиновых изделий осуществляется в основном двумя приемами - пре|Ссованием и вулканизацией в плитных прессах и заполнением форм при помощи литьевых прессов с последующей вулканизацией в плитных прессах или автоклавахИзвестные литьевые преосы выполняют только заливку резиновой смеси в форму, требуют систематического подогрева резиновой смеси и не позволяют производить заливку жестких смесей. Плитные же прессы осуще|:твляют только прессование и вулканизацию, остальные операции по изготовлению изделий на этих прессах проводятся вручную.
Описываемый литьевой вулканизационный пресс-автомат для изготовления формовых резиновых изделий с использованием съемных электронагревательных элементов по сравнению с известными является малогабаритным, имеет большую производительность и осуществляет все необходимые операции по производству формовых резиновых изделий.
В литьевом вулканизационном автомате совокупно применены вулканизационный вертикальный барабан с радиальными клиновидными гнездами, литьевой плунжерный пресс высокого давления и разъемные самозапирающиеся и автоматически параллельно раскрывающееся при выдвижении из гнезд барабана клиновидные формы.
Для автоматизации запора форм и их раскрывания каждая половина формы снабжена по бокам двумя направляющими, которые, взаимодействуя с соответствующими пазами в гнезде барабана, образуют самозапирающийся клиновой замок.
В торцовой части форма имеет литниковый канал, над которым в теле верхней половины формы монтирован подпружиненный запорный штифт с конусообразным концом.
Под углом к вулканизациояному барабану установлен гидравлический цилиндр, на наружном конце штока которого закреплена вилка по форме наружного контура изделия.
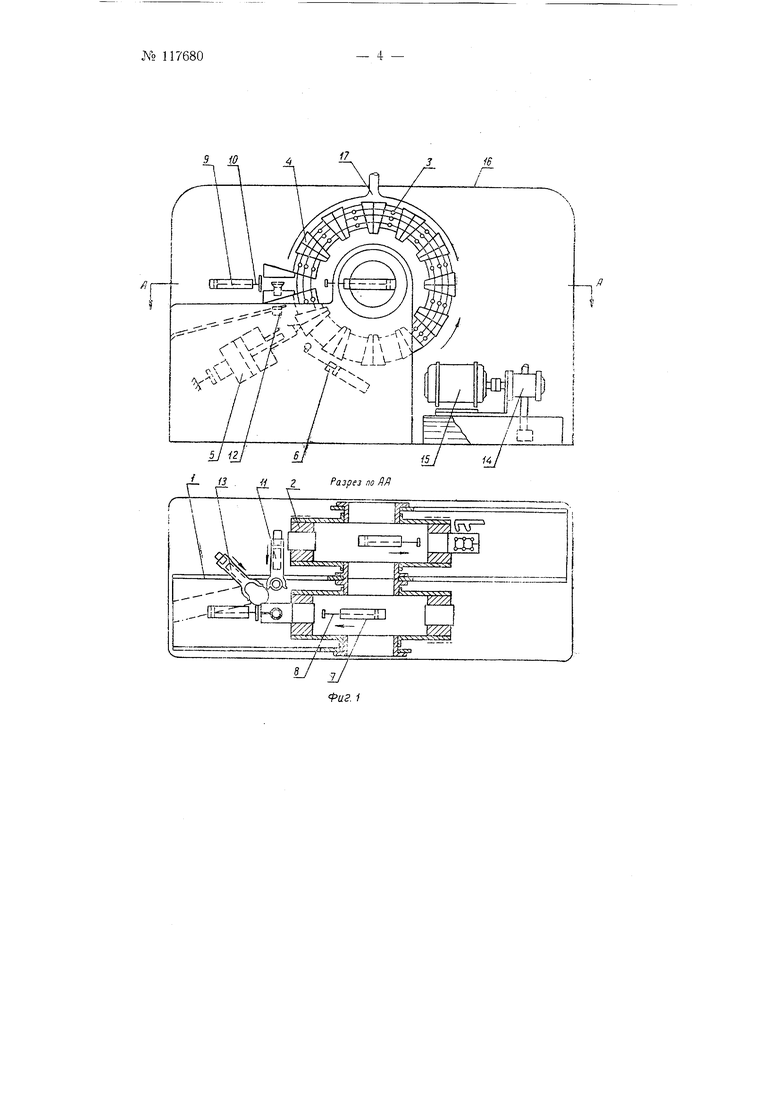
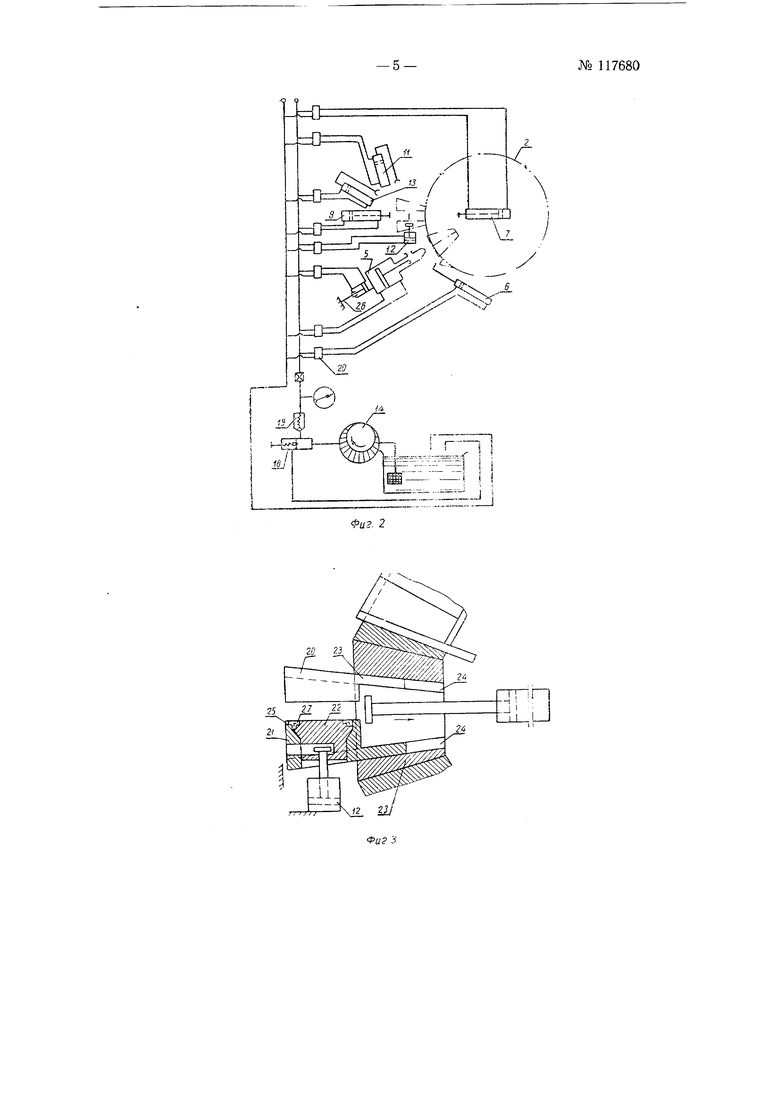
На фиг. 1 изображен вид автомата сбоку; на фиг. 2 - схема гил.равлической системы автомата; на фиг. 3 - схема пресс-формы автомата, выдвинутой из гнезда вулканизационного барабана.
№ 117680- 2 Литьевой вулканизационный автомат включает в ребя следующие основные узлы: раму 1; вулканизационный вертикальный барабан 2 с радиальными клиновидными гнездами и съемными электронагревательными элементами 3; разъемные самозаиирающиеся и автоматически параллельно раскрывающиеся преас-формы 4, расположенные по окружности барабана 2 в его гнездах; сдвоенный гидроцилиндр 5 для заливки пресс-формы резиновой смесью; гидрохраповой механизм 6 поворота барабана 2; гидроцилиндр 7 со штоком 8 для выталкивания пресс-формы из гнезда барабана; гидроцилиндр 9 со щтоком 10 для заталкивания прессформы в гнездо барабана; гидроцилиндр 11с захватом для подачи и укладки арматуры; гидроцилиндр 12 для подъема изделия из пресс-формы и гидроцилиндр 13, установленный под углом к барабану 2. На наружном конце штока гидроцилиндра 13 закреплена вилка, имеющая форму наружного контура изделия и предназначенная для его съема с автомата.
Гидравличе|Ская система автомата питается от насоса 14, приводимого в действие электродвигателем 15. Все рабочие узлы автомата защищены теплоизоляционным кожухом 16 с вентиляционной вытяжкой через патрубок 17. В коммуникации гидросистемы находится предохранительный клапан 18 и обратный клапан 19. Автоматизация операций, выполняемых автоматом, достигается применением стандартного гидроэлектромагнитного золотника 20. Контрольно-измерительная аппаратура для замера температуры и времени вулканизации давления в гидросистеме, а также регулируюиаде приборы, монтированы на общем щит;{е управления (на чертеже не показан).
Каждая пресс-форма автомата имеет клиновидную форму (в сборе) соответственно радиальному клиновидному гнезду барабана 2 и состоит из верхней половины 20 и нижней половины 21 с сердечником 22.
Обе части пресс-формы по бокам имеют направляющие 23, которые при установке пресс-формы в гнезде барабана входят в соответствующие пазы 24 гнезда и образуют таким образом самозапирающийся клиновой замок. Для фиксации преас-формы в рабочем положении в теле верхней ее половины монтирован подпружиненный запорный щтифт с конусообразным концом- Этот щтифт расположен над литниковым каналом 25 пресс-формы, находящимся в торцовой ее части (щтифт на чертеже не показан).
В положении, изображенном на фиг. 3, гидроцилиндр 7 вывел пресс-форму из гнезда барабана 2 для укладки в нее арматуры, которая производится гидроцилиндром // с захватом для подачи и укладки арматуры. Пресс-форма с вложенной в нее арматурой вводится в гнездо барабана и запирается штоком 10 гидроцилиндра 9. После этого приводится в действие гидро-храповой механизм 6, барабан 2 поворачивается на заданный угол и пресс-форма занимает позицию для заливки ее резиновой смесью посредством сдвоенного гидроцилиндра 5. Вначале шток. 26 одного цилиндра подводит цилиндр 5 к преос-форме, а затем резиновая смесь плунжером этого цилиндра заливается в пресс-форму.
По окончании заливки гидроцилиндр 5 отводится в начальное положение, а барабан 2 поворачивается до позиции заливки следующей прессформы. В процессе вращения барабана 2 происходит процесс вулканизации по установленному режиму.
Одновременно с заливкой резиновой смесью очередной пресс-формы предыдущая пресс-форма выталкивается вместе с резиновым изделием 27 и раскрывается. В выдвинутом положении сердечник 22 с готовым изделием приподнимается штоком гидроцилиндра 12, и вилка штока гидроцилиндра 13 снимает готовое изделие.
Питание автомата резиной производится или калиброванным шнуром или гранулами без подогрева.
В случае работы автомата при изготовлениИ безарматурных изделий рабочие операции аналогичны описанным, но при этом выпадает операция укладки арматуры.
Предмет изобретения
1.Литьевой вулканизационный автомат «ЛМЖ для изготовления формовых резиновых изделий с использованием съемных электронагревательных элементов, отличающийся тем, что, с целью повышения производительности и уменьшения габаритных размеров, в нем совокупно применены вулканизационный вертикальный барабан с радиальными клиновидными гнездами, литьевой плунжерный пресс высокого давления и разъемные самозапираюш,иеся и автоматически параллельно раскрывающиеся при выдвижении из гнезд барабана клиновидные формы.
2.Форма выполнения автомата по п. 1, отличающаяся тем, что с целью осуществления автоматизации процесса запора форм и параллельного их раскрытия при выдвижении из гнезд вулканизационного барабана, каждая половина формы снабжена по бокам направляющими, которые, взаимодействуя с соответствующими пазами в гнезде барабана, образуют самозапирающийся клиновой замок.
3.Форма выполнения автомата по пп. 1 и 2, отличающаяся тем, что для заполнения резиновой сме,:ью гнезда формы, она снабжена в торцовой части литниковым каналом, над которым в теле верхней половины формы монтирован подпружиненный запорный штифт с конусообразным концом.
4.Форма выполнения автомата по п. 1,отличающаяся тем, что для съема изделий в нем применен установленный под углом к вулканизационному барабану гидравличе|Ский цилиндр, на наружном конце щтока которого закреплена вилка по форме наружного контура изделий.
- 3 -№ 117680
иг. i
i6
.