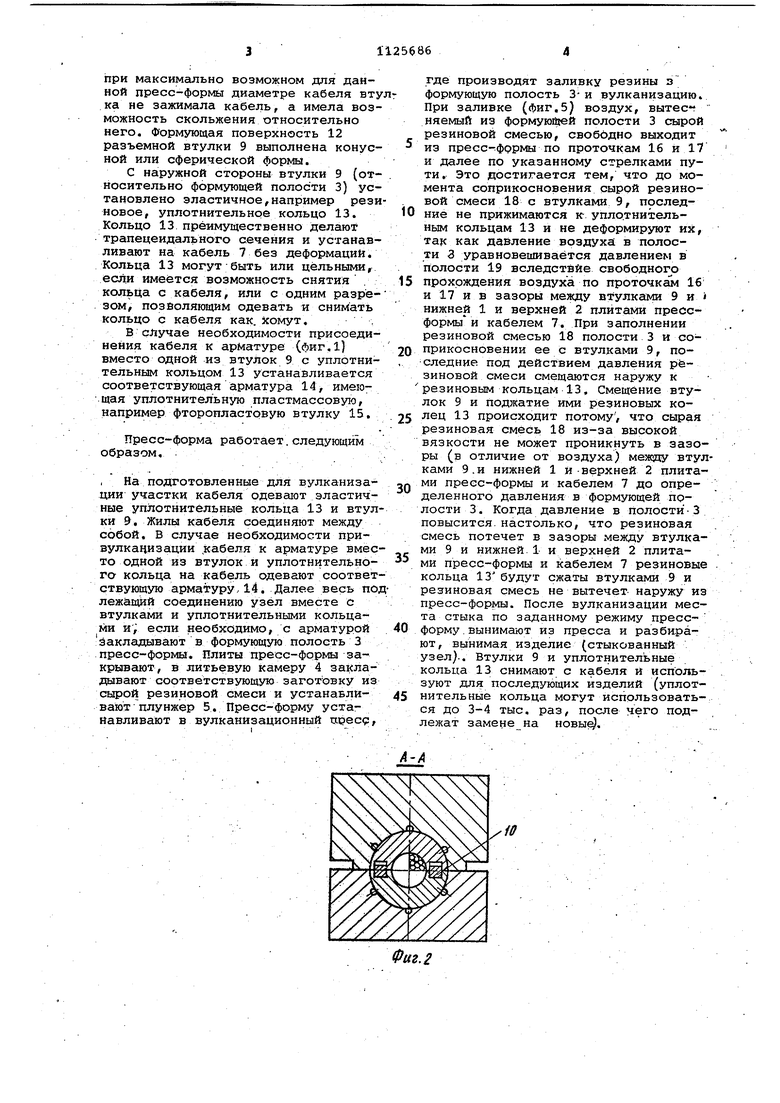
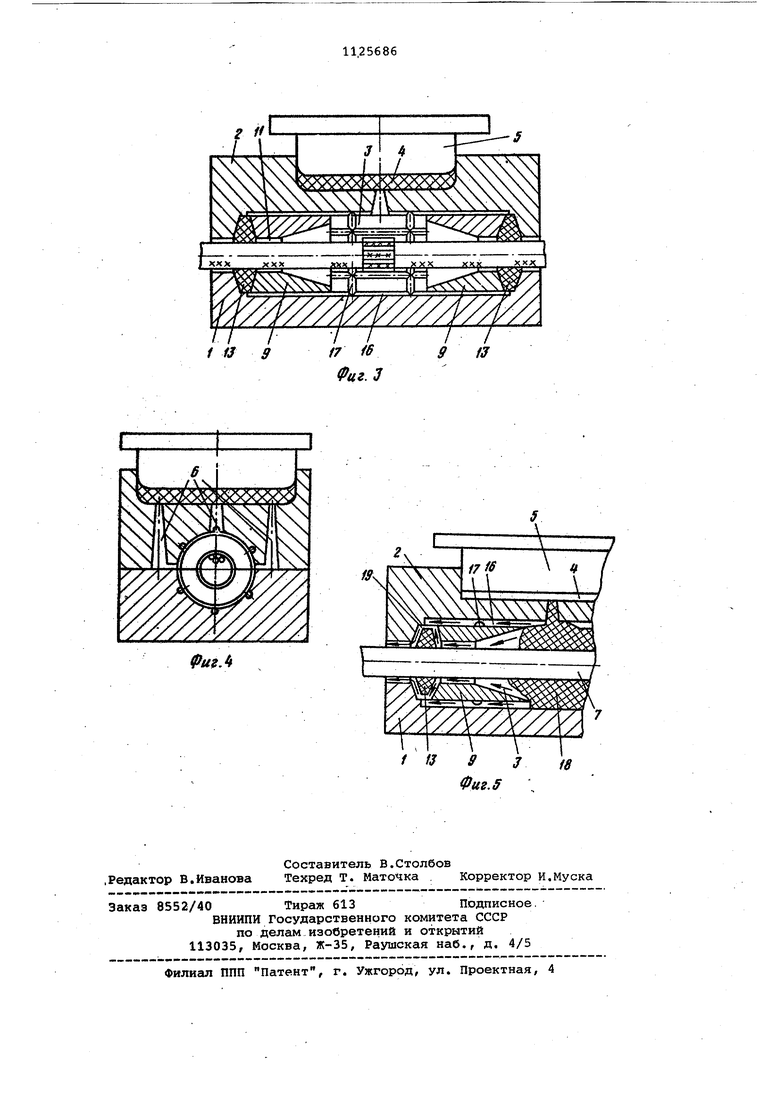
Изобретение относится к технологии изготовления неразъемных соединений отрезков электрических кабелей с резиновой оболочкой Или не« разъемных соединений таких кабелей с арматурой, конкретнее к прессформс1м для получения таких соединений. Известны плунжерно-литьевые прес формы для получения неразъемных сое динений отрезков кабелей или при вулканизации кабеля к арматуре/)при меняемые в серийном производстве на заводах резинотехнических изделий. Пре сс-форма содержит верхнюю и нижнюю плиты, в которых выполнена формующая полость. На торцах верзсней и нижней плит установлены сменные разъемные вкладьзши, через отверстия которых в формующую полость вводят; отрезки кабеля, Вкладнраи подбираюгг таким обраяом, чтобы размеры отверс тий вкладышей соответствовали диаметру стйкуемых отрезков кабеля 1 (Однако при освоении производства неразъемных кабельных вводов с помощью указанных пресс-форм имеет место большой процент брака изделий недопрессовка, трещины, сдиры, вырывы на: оболочке кабеля. Это вызвано тем, что металлические сменные разъемные вкладышу, уплотняющие отрезков кабеля из пресс-формы, не обеспечивают из-за разброса допусков на кабель и невозможности Точного- подбора внутреннего диаметра вкладышей и- кабеля, достаточного уплотнения сырой резиновой смеси в (процессе- формования. Недостаточное уплотнение, с одной стороны, снижает давление в формующей полости, что ведет к недопрессовкам, с другой стороны, вытеканадая в зазор между вкладышами и кабелем резиновая смесь захватывает за собой резиновую оболочку кабеля, вызывая тем самим в ней сдиры, трещины и другие разрушения, Известно уплотнение с предварительным поджатием. резиновых колец сухарями в пресс-форме 2. Однако такой тип уплотнения с предварительным поджати1ем резиновог го уплотнения не может быть использован в пресс-формах для сращивания отрезков кабеля, так как он при ведет к закупорке воздуха в формующей полости и, следовательно, к браку в виде недооформленных участков сращивания, пузырей. Наиболее близкой к изобретению является пресс-форма для сращивания отрезков кабеля и присоединения их к арматуре, содержащая верхнйю и нижнюю плиты с выполненной в них фор мующей полостью, литьевую камеру с плунжером и узел уплотнения кабеля в отверстии пресс-формы, В известном устройстве узел уплотнения выполнен из серий дисков со строго оп-. ределенным размером центрального отверстия, соответствующего диаметру кабеля {з , Известная конструкция пресс-формы предназначена главным образом для ремонтных целей и в условиях серийного производства является нетехнологичной, так как требует подбора комплекта дисков для каждого типа размера кабеля. Кроме того, она имеет те же недостатки, присущие прессформам со сменными металлическими вкладышами. Целью изобретения является улучшение технологичности пресс-формы при одновременном повышении качества мест соединения отрезков табеля или кабеля с арматурой. Поставленная цель достигается тем, что в пресс-форме для сращивания отрезков кабеля и присоединения их к арматуре, содержащей верхнюю и нижнюю плиты с выполненной вних формующей полостью, литьевую 1 амеру с плунжером и, узел уплотнения кабеля в отверстии пресс-формы, узел уплотнения выполнен в виде установленной с возможностью скольжения относительно плит пресс-формы, кабеля разъемной втулки, опирающейся с наружной стороны.на эластичное уплотнительное кольцо, установленное на кабель в свободном состоянии. На фиг.1 дана пресс-форма для привулканизации кабеля к арматуре, продольный разрез; на фиг.2 - разрез А-А на фиг.1} на фиг.З - прессформа для сращивания отрезков кабеля, продольный разрез, на фиг.4 то же, поперечный разрез по месту расположения литниковых отверстий, на фйг;5 - пресс-форма в момент заполнения формующей полости сырой резиновой смесью, поперечный разрез. Пресс-форма включает нижнюю 1 и верхнюю 2 плиты с выполненной в них формующей полостью 3. В верхней плите выполнена литьевая камера 4, в которую входит плунжер 5. Для заливки сырой резиновой смеси в формующую полость имеются литниковые отверстия 6. Для ввода кабеля 7 в пресс-форму в плитах 1 и 2 выполнены отверстия 8. В формующей полости 3 установлены разъемные втулки 9, состоящие из двух половин, фиксируемых одна относительно другой с помощью шпонок 10. Втулки 9 посажены в формующем гнезде по скользящей посадке и имеют возможность перемещения под давлением резиновой смеси. Внутреннее отверстие 11 втулки выполнено такого размера, чтобы
при максимально возможном для данной пресс-формы диаметре кабеля вту ка не зажимала кабель, а имела возможность скольжения относительно него. Формующая поверхность 12 разъемной втулки 9 выполнена конусной или сферической формы.
С наружной стороны втулки 9 (относительно формующей полости 3) установлено эластичное,например резиновое, уплотнительное кольцо 13. Кольцо 13. преимущественно делают трапецеидального сечения и устанавливают на кабель 7 без деформаций. Кольца 13 могут-быть или цельными, если имеется возможность снятия . кольца с кабеля, или с одним разрезом, позволяющим одевать и снимать кольцо с кабеля как. хомут. .
В случае необходимости присоединения кабеля к арматуре (Лиг.1) вместо одной из втулок 9 с уплотнительным кольцом 13 устанавливается соответствующая арматура 14, имеющая уплотнительную пластмассовую, например фторопластовую втулку 15.
Пресс-форма работает.следующим образом.
, На подготовленные для вулканизации участки кабеля одевают эластичные уплотнитёльные кольца 13 и втулки 9, Жилы кабеля соединяют между собой, в случае необходимости привулкачизации .кабеля к арматуре вместо одной из втулок и уплотнительного кольца на кабель одевают соответствующую арматуру,14. Далее весь по лежаний соединению узел вместе с втулками и уплотнительными кольцами и; если необходимо, с арматурой закладывают в формующую полость 3 пресс-формы. Плиты пресс-формы закрывают, в литьевую камеру 4 за сладывают соответствующую заготовку из сырой резиновой смеси и устанавливают- плунжер 5. Пресс-форму устанавливают в вулканизационный upecq,
где производят заливку резины з формующую полость 3-й вулканизацию. При заливке (фиг.5) воздух, вытесг няемый из формую11{ей полости 3 сырой резиновой смесью, свободно выходит из пресс- фррмы по проточкам 16 и 17 и далее по указанному стрелками пути. Это достигается тем, что до момента соприкосновения сырой резиновой смеси 18 с втулками 9, последние не прижимаются к упло.тнительным кольцам 13 и не деформируют их, так как давление воздуха в полости 3 уравновешивается давлением в полости 19 вследствие cвoбoднoгjэ прохождения воздуха по проточкам 16 и 17 и в зазоры между втулками 9 и нижней 1 и верхней 2 плитами прессформы и кабелем 7. При заполнении резиновой смесью 18 полости 3 и соприкосновении ее с втулками 9, последние под действием давления резиновой смеси смещаются наружу к резиновым кольцам 13, Смещение втулок 9 и поджатие ими резиновых колец 13 происходит потому, что сырая резиновая смесаь 18 из-за высокой вязкости не может проникнуть в зазоры (в отличие от воздуха) мезщщ втулками 9.и нижней 1 и-верхней 2 плитами пресс-формы и кабелем 7 до определенного давления в формующей полости 3. Когда давление в полости-3 повысится, настолько, что резиновая смесь потечет в зазоры между втулками 9 и нижней 1 и верхней 2 плитами пресс-формы и кабелем 7 резиновые кольца 13 будут сжаты втулками 9 и резиновая смесь не вытечет наружу из пресс-формы. После вулканизации места стыка по заданному режиму прессформу.вынимают из пресса и разбирают, вынимая изделие (стыкованный узел}.. Втулки 9 и уплотнитёльные . кольца 13 снимают с кабеля и используют для последующих изделий (уплотнитёльные кольца моГут использоваться до 3-4 тыс. раз, после чего подлежат замене на новы.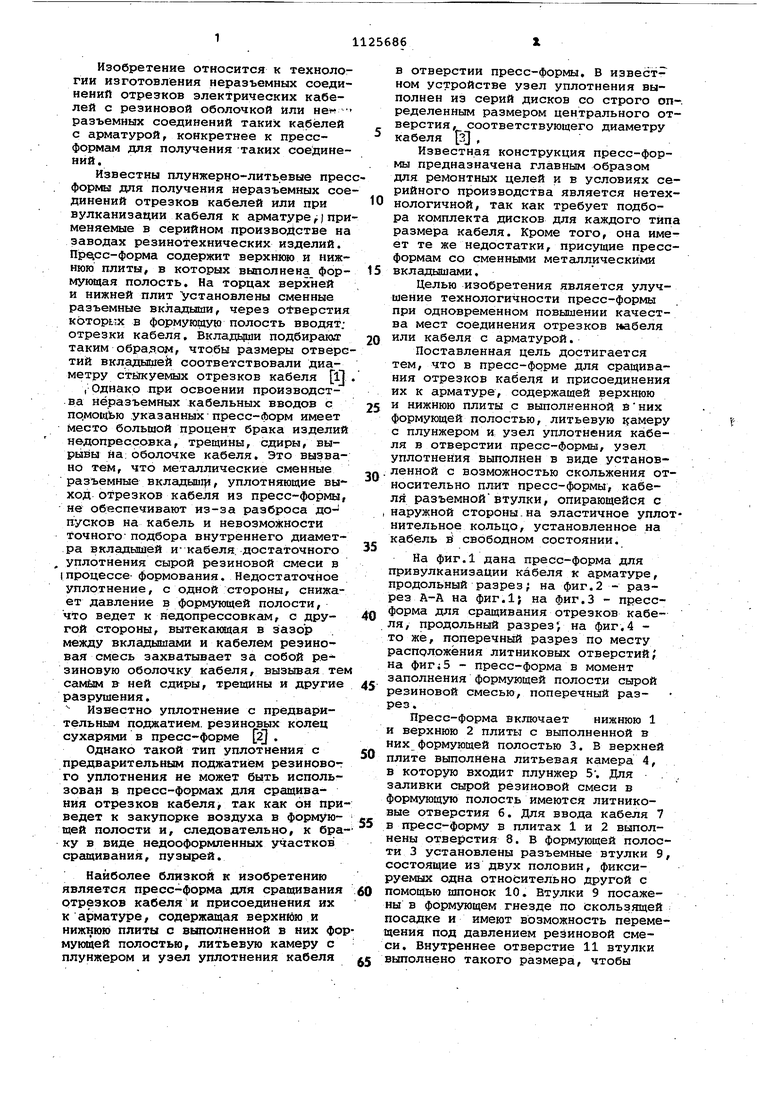
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления изделий из полимерных материалов | 1979 |
|
SU785045A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Устройство для изготовления кольцевых резиновых изделий | 1981 |
|
SU958123A1 |
| Вулканизатор для ремонта пневматических камер | 1983 |
|
SU1073125A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
ПРЕСС-ФОРМА ДЛЯ СРАЩИВАНИЯ ..ОТРЕЗКОВ КАБЕЛЯ И ПРИСОЕДИНЕНИЯ ИХ к АРМАТУРЕ, содержащая верхнюю и нижнюю плиты с выполненной в них Л формующей Полостью литьевую камеру с плунжером и узел уплотнения кабеля в отверстии пресс-формы, отличающаяся тем, что, с целью улучшения, технологичности пресс-формы при одновременном повышен и качества мест соединения отрезков кабеля или кабеля с арматурой, узел уплотнения выполнен в виде установленной с возможностью скольжения относительно плит прессформы и кабеля разъемйой втулки, опирающейся с наружной стороны на эластичное уплотнительное кольцо, установленное на кабель в свободном состоянии. (П It IS
г
Фиг.З
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кабельные вводы для специальной техники и специального судостроения, ТУ 8-1051194-78 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
