Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления клиновых ремней, в частности безоблицовочных.
Цель изобретения повышение качества решений.
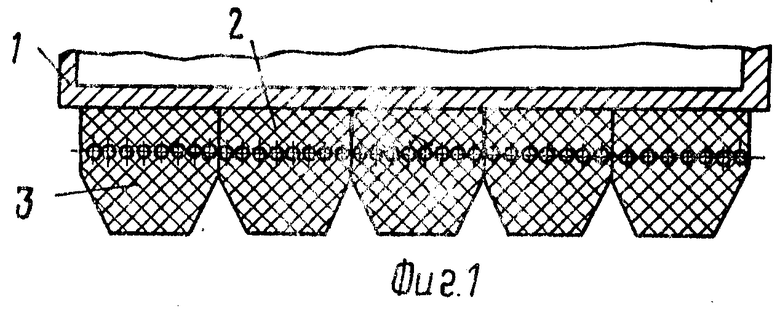
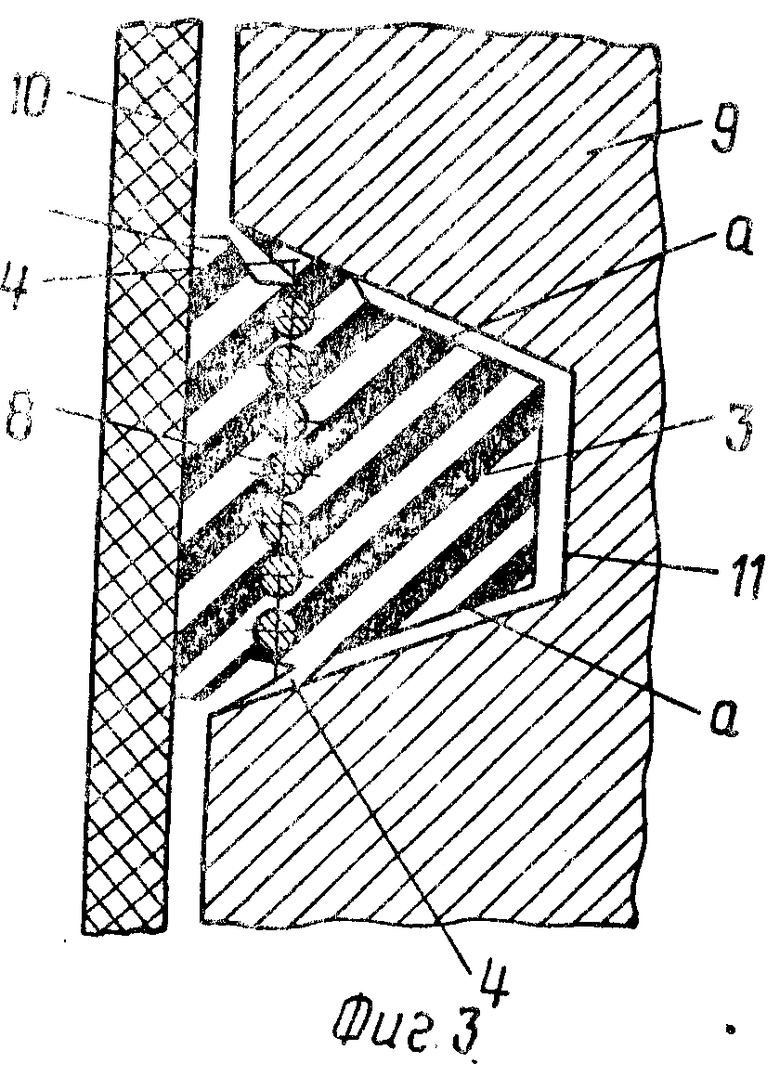
На фиг. 1 изображен викель, разделенный на кольцевые заготовки; на фиг. 2 формование кольцевых выступов; на фиг. 3 заготовка в процессе соединения кольцевых выступов с боковыми гранями и вулканизации.
Предлагаемый способ может быть осуществлен следующим образом.
На барабане 1 методом обратной сборки собирают викель 2 (см. фиг. 1), затем разделяют его на кольцевые заготовки 3, имеющие трапецеидальную форму сечения. Далее на боковых гранях а заготовок 3 образуют кольцевые элементы 4 с клиновидным сечением путем объемного сжатия заготовки в пресс-форме в течение 30-40 с при 40-60оС и давлении 8-10 МПа. Для этого может быть использована пресс-форма с нижней 4 и верхней 5 полуформами и вкладышами 6 и 7 из эластомерного материала, в частности термостойкой резины на основе силоксановых каучуков. Заготовку 3 загружают в пресс-форму, а последнюю устанавливают на пресс и осуществляют формование кольцевых элементов 4 в соответствии с указанным выше режимом. При этом обеспечивается вкладышами 6 и 7, герметизирующими формующую полость пресс-формы, объемное сжатие заготовки 3, в результате которого предотвращается истечение резиновой смеси в плоскость разъема полуформ и смещение армирующего кордшнура 8 несущего слоя ремня.
Формование кольцевых элементов можно производить одновременно по всей длине ремня или последовательными участками, заготовку 3 извлекают из пресс-формы и помещают в устройство для вулканизации, например, имеющее профильный барабан 9 и опрессовочную диафрагму 10. При помещении заготовки 3 в гнездо 11 барабана 9 кольцевые элементы 4 поворачиваются в вертикальной плоскости до соединения с боковыми гранями а заготовки 3. При этом элементы 4 закрывают полностью корд 8 несущего слоя. Далее осуществляют вулканизацию ремня.
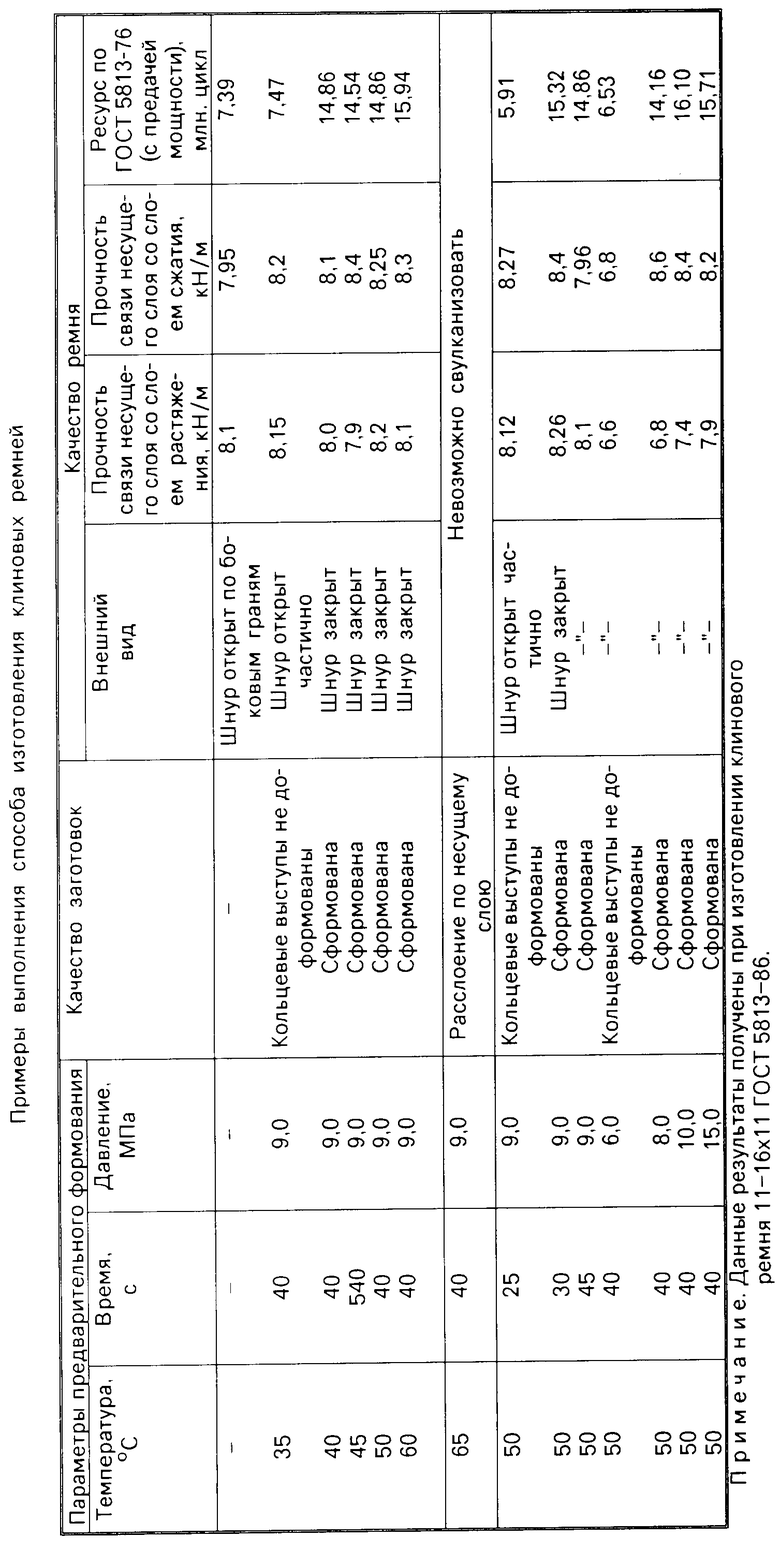
Предлагаемый способ изготовления безоблицовочных клиновых ремней гарантирует отсутствие оголенного кордшнура на боковых гранях ремней. В результате предотвращается разрушение ремней вследствие расслоения, повышается их качество и ресурс работы. Примеры осуществления способа приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления клиновых ремней | 1987 |
|
SU1452704A1 |
| Устройство для изготовления бесконечных ремней | 1987 |
|
SU1512782A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| Способ изготовления зубчатых клиновых ремней | 1985 |
|
SU1279841A1 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1999 |
|
RU2176955C2 |
| Способ изготовления приводного ремня | 1987 |
|
SU1523392A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1728051A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Устройство для формования и вулканизации клиновых ремней | 1986 |
|
SU1391911A1 |
Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления клиновых ремней, в частности, безоблицовочных. Цель изобретения повышение качества ремней. Для этого кольцевые элементы 4 образуют на боковых гранях a заготовки 3 путем объемного сжатия заготовки в пресс-форме 4, 5 в течение 30 40 с при 40 60°С и давлении 8 10 МПа. Элементы 4 затем поворачивают в вертикальной плоскости до соединения с боковыми гранями a заготовки. В результате элементы 4 закрывают полностью корд 8 несущего слоя ремня. 3 ил. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ, при котором собирают викель, разделяют его на кольцевые заготовки, образуют на боковых гранях последних кольцевые элементы с клиновидным сечением, поворачивают последние в вертикальной плоскости до соединения с боковыми гранями заготовки для предотвращения оголения корда на них, затем производят вулканизацию заготовок, отличающийся тем, что, с целью повышения качества ремней, кольцевые элементы образуют на боковых гранях путем объемного сжатия заготовки в пресс форме в течение 30 40 с при 40 60oС и давлении 8 10 МПа.
| Способ изготовления клиновых ремней | 1987 |
|
SU1452704A1 |
| Солесос | 1922 |
|
SU29A1 |
