Описываемый литьевой вулканизационный автомат для производства массовых резино-технических изделий, включаюпдий в себя литьевые пресс-формы с термообогревом, впрыскивающее и съемпое устройства, является более производительным при уменьшенном количестве нижних половинок пресс-форм, чем известные автоматы того же назначения.
Особенность литьевого вулканизационного литьевого автомата состоит в том, что в нем применены расположенные одна над другой три бесконечные цепи, в звеньях которых закреплены пресс-формы.
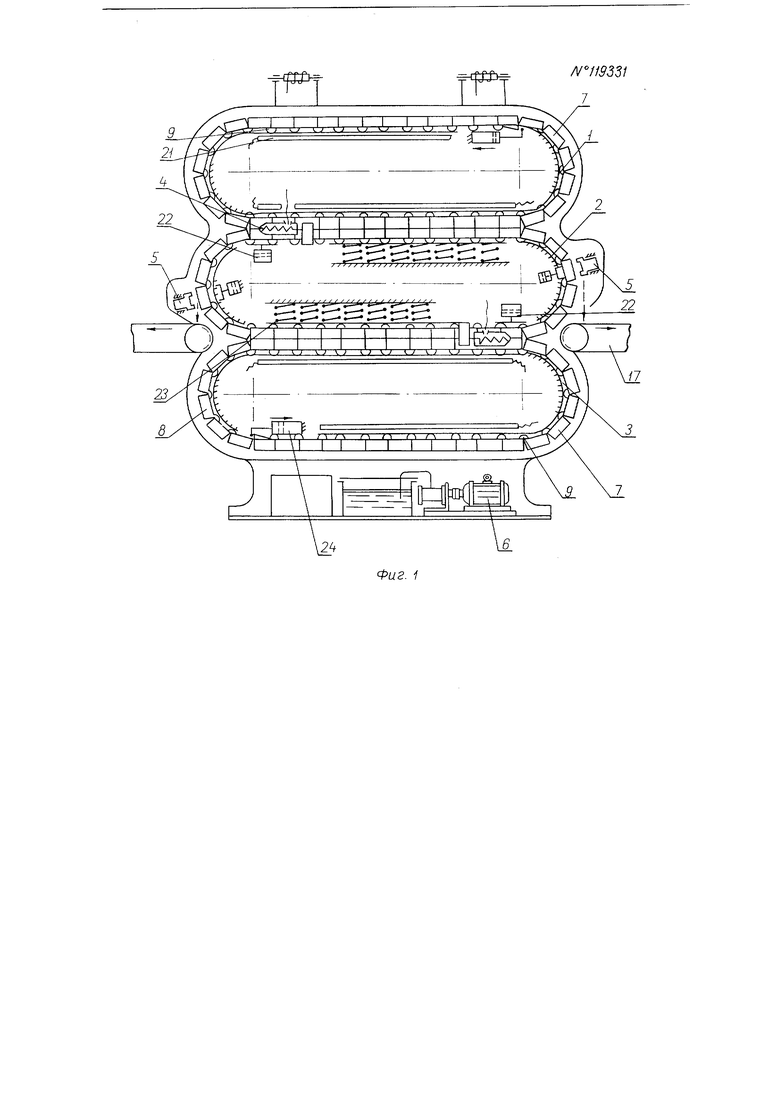
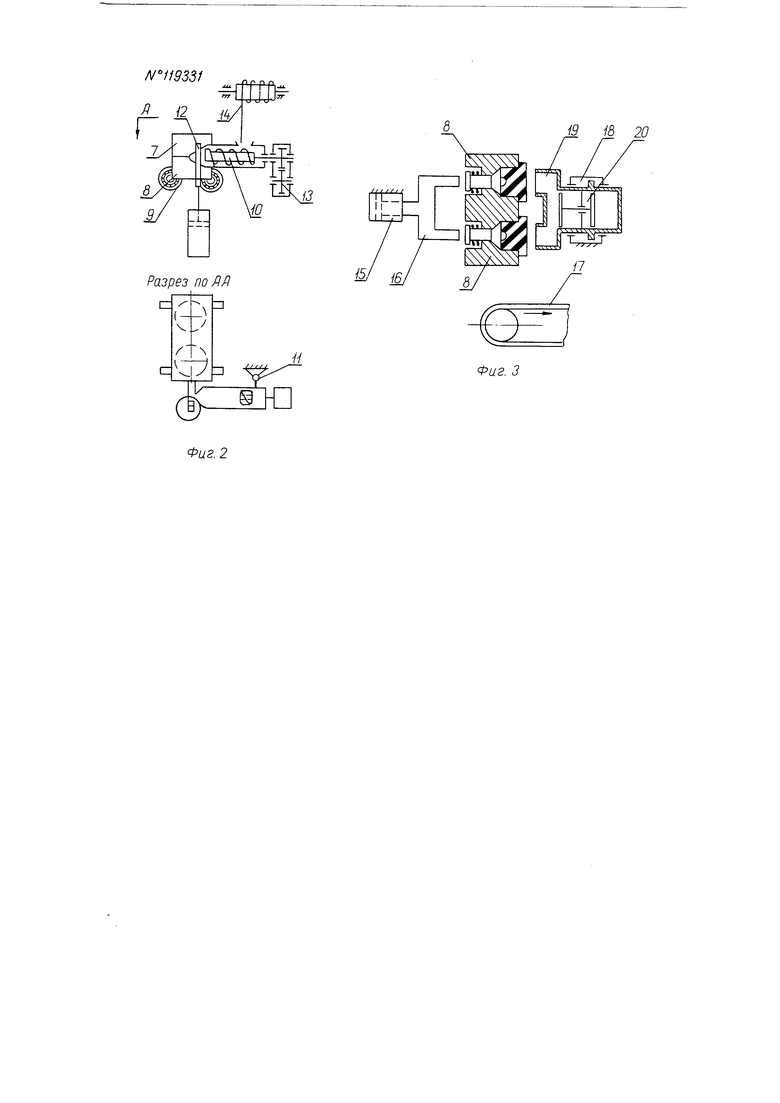
На фиг. 1 изображена схема автомата; на фиг. 2-схема впрыскивающего устройства; на фиг. 3-схема съемного устройства.
На раме литьевого вулканизационного автомата монтированы три бесконечные цепи /, 2 и 5, расположенные одна над другой, впрыскивающие устройства 4 и два съемных устройства 5. В нижней части рамы расположен гидравлический привод с двигателем б, обеспечивающий работу исполнительных устройств автомата. С обеих боковых сторон автомата на стыке между бесконечными цепями 2 и 5 установлены приемные транспортеры для готовых массовых формовых резино-технических изделий.
На звеньях цепей 1 и 3 укреплены верхние половинки 7 пресс-форм, на звеньях цепи 2-нижние половинки 8 пресс-форм. Число нижних половинок пресс-форм вдвое меньше числа верхних половинок. Половинки пресс-форм связаны между собою шарнирно осями, несущими на концах опорные ролики 9, перекатывающиеся по неподвижной направляющей, укрепленной на раме.
Каждое впрыскивающее устройство состоит из червяка W, заключенного в корпусе, связанном с рамой щарниром 11, клинового приспособления 12 для поджатия литьевой головки к пресс-форме гидравлического цилиндра 13 для вращения червяка и ролика 14 с запасом резинового щнура для питания .червяка по мере расходования им резиновой смеси на заливку пресс-форм.
№ 119331
Каждое съемное устройство включает в себя гидравлический цилиндр /5 с выталкивателем 16 изделий и механизм съема и сбрасывания изделий на приемный транспортер 17. Этот механизм выполнен в виде корпуса с тремя полостями 18, 19 и 20. В полость 18 подается гидравлика для прижатия механизма съема к изделию, вытолкнутому из гнезда нижней половинки нресс-формы, и отвода изделия из гнезда. В полости 19 создается разрежение для присасывания готового изделия при движении поршня вправо (по чертежу) в полости 20.
Обогрев всех пресс-форм для вулканизации производится термоизлучателями 21, установленными вдоль цепей.
Сжатие половинок пресс-форм в момент впрыскивания в них резиновой смеси производится гидравлическим приспособлением 22. Система пружин 23 обеспечивает сжатие половинок пресс-форм в процессе вулканизации. Гидравлический цилиндр 24 с храповым механизмом служит для периодического поворота цепей на одно звено.
После поворота цепей автомата на одно звено концевой выключатель, на который воздействует в конце хода шток цилиндра 24, дает импульс на гидрораспределители, упра1вляюш,ие работой впрыскивающих и съемных устройств.
Одновременно с впрыскиванием резиновой смеси в свободную пресс-форму осуществляют съем готового изделия из другой пресс-формы на приемный транспортер. Время прохождения каждой пресс-формой пути от момента 1впрь1ск1ивания резиновой смеси до момента съема готового изделия определяется временем, необходимым для вулканизации.
Предмет изобретения
Литьевой вулканизациониый автомат гусеничного типа «ЛМЖ для производства массовых формовых резино-технических изделий, состоящий из литьевых пресс-форм с термообогревом, впрыскивающего и съемного устройств, отличающийся тем, что, с целью увеличения производительности, а также у{йеньщения количества нижних половинок пресс-форм вдвое, применены расположенные друг над другом три бесконечные цепи, в звеньях которых закреплены пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевой вулканизанионный автомат "лмж" | 1957 |
|
SU117680A1 |
| Ротационный литьевой автомат | 1960 |
|
SU139422A1 |
| Литьевой червячный пресс "ЛМЖ" | 1958 |
|
SU115181A1 |
| Приспособление для нанесения на внутреннюю поверхность металлических труб изоляционной массы | 1959 |
|
SU126696A1 |
| Устройство для обрезки выпрессовок резиновых изделий | 1960 |
|
SU135214A1 |
| Агрегат для разгрузки из пресс-форм деталей и механической обработки их | 1961 |
|
SU145343A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| УСТРОЙСТВО ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2015894C1 |
| Автоматический вулканизационный пресс роторного типа | 1960 |
|
SU140568A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031789C1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Н. С. КутафинаГр. 158
Информационно-издательский отдел.Подп. к печ. 21.IV-59 г.
Объем 0,34 п. л.Зак. 2615Тираж 810Цена 50 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Мсюква, Петровка, 14,
