О Изобретение относится к литейному производству.в частности к получению литейных форм по выплавляемым моделям Цель изобретения - улучшение качества отливок путем повьпиения точности оболочковых форм до и после прокалки, повышение газопроницаемости, а также улучшение выбиваемости. При изготовлении многослойных форм по выплавляемым моделям.по общепринятому техпроцессу используют обсыпочный огнеупорный материал, который наносят на слой, полученный из огнеупорной суспензии.
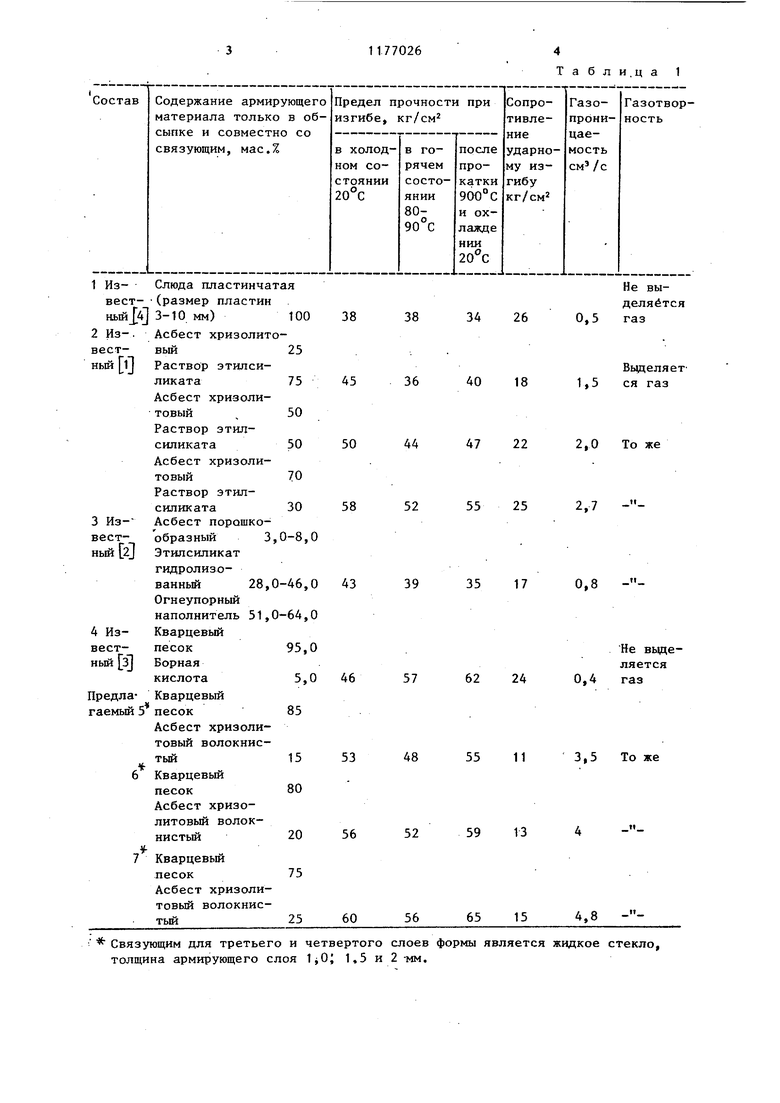
Для получения обсыпочного огнеупоркого материала были изготовлены составы 5-7, приведенные в табл.1. Каждый состав приготавливали отдельно и наносили на оболочковую форму в пескосыпе с кипящим слоем.
Для сопоставления экспериментгшьных данных предлагаемого техническог решения с известными бьши исследованы физико-механические свойства обсыпочного материала для армирования модельной оболочки.
По разработанной технологии поверхность модели 4020 10 мм покрывают последовательно в два слоя огнеупорным облицовочным материалом, затем обсыпают в четыре слоя до получения образца размером мм для известных и предлагаемого обсыпочного материала. Связующим облицовочно и обсыпочного материалов является этилсиликат-40, а связующим третьего и четвертого слоя предлагаемого обсыпочного материала является жидкое стекло, На просушенную оболочку моделей наносят огнеупорное покрытие. Удале ние модельного состава из оболочки осуществляют горячим воздухом 8090°С с последующим охлаждением до температуры помещения . Для каж го обсьшочного материала изготовлен по десять образцов. В табл. 1 и 2 приведены Сопостав тельные данные свойств оболочковых 1177
ние ударному изгибу после прокалки проверяют ударом свободно падающего груза в середине образца, опертого по концам.
Газопроницаемость каждого образца устанавливают следующим образом: к одной стороне поверхности образца подводят воздух под избыточным давлением, а с противоположной стороны отбирают его в объем.
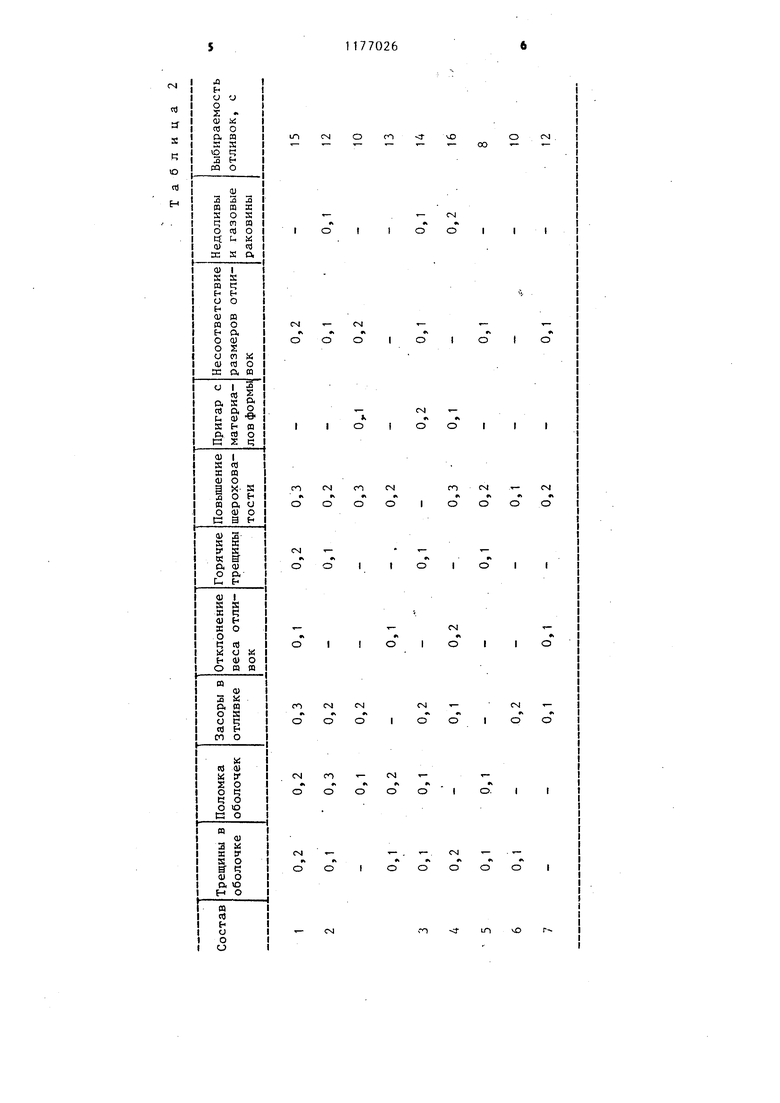
Образцы, выполненные по предлагаемому обсыпочному материалу, при прокалке не выделяют продуктов горения. Характеристику остальных показателей проводят визуально, выражают отношение к каждой партии из 10 образцов.
Выбиваемость определяется на вибросите до полного удаления разрушенного образца через отверстия диаметром 10 мм.
Как видно из табл. 1, при использовании предлагаемого обпыпочного материала прочность оболочковых форм до и после прокаливания больше,чем 262 форм и качественная оценка форм и отливок. При испытаниях на изгиб образец устанавливают концами длинной стороны на опоры и прикладывают нагрузку в середине по всей ширине. Таким же образом проводят испытания образцов в горячем состоянии при 80-90°С и после прокалки 900°С в охлажденном состоянии при 20°С. Сопротивлепри использовании известных составов. Кроме того.улучшается газопроницаемость оболочек после прокаливания за счет армирующего свойства хризолитового асбеста, у которого необратимо изменяются механические свойства и который является хорошим адсорбентом, что способствует уменьшению загрязнения внешней среды вредными примесями. Как видно из табл. 2, качественная оценка форм и отливок, полученных с использованием предлагаемого обсыпочного материала, выше (лучшее состоя ние поверхности, меньше горячих трещин, пригаров, недоливов, газовьЕх пор и засоров), чем при использовании известных технических решений.
Т а б л и .ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| Суспензия для изготовления промежуточных слоев литейных керамических форм,получаемых по выплавляемым моделям | 1979 |
|
SU863695A1 |
| Смесь для изготовления литейных форм | 1976 |
|
SU740378A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2016 |
|
RU2631568C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2295419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
СОСТАВ ДЛЯ ОБСЬШКИ ОБОЛОЧКОВЫХ ФОРМ, получаемых по выплавляемым моделям, включающийминеральный волокнисто-слоистый материал, отличающийся тем, что,с целью улучшения качества отливок путем повьппения точности оболочковых форм до и после прокалки, повышения газопроницаемости, а также улучшения выбиваемости, состав содержит в качестве минерального волокнисто-слоистого материала асбест хризолитовый и дополнительно кварцевый песок при с:ледующем. соотношении ингредиентов, мае.%: Асбест хризолитовый , 15-25 (Л Кварцевый песок 75-85
Связующим для третьего и четвертого слоев толщина армирующего слоя IjOj 1,5 и 2 -мм.
стекло. формы является жидкое
nj Я
s к ю rt н
см
АОо N
----00-CSI
«
о
о
сч
«t
о
см
CN
| Смесь для изготовления литейных форм | 1976 |
|
SU740378A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Керамическая смесь для изготовления литейных форм | 1975 |
|
SU637190A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литейное производство, 1973, № 6, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Обсыпочный материал при армировании форм в литье по выплавляемым моделям | 1978 |
|
SU706178A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
