ч
о
00
ю
1 .
Изобретение относится к станкостроению и может быть использовано на сверлильно-фрезерных станках для обработки наружного контура и фигурных пазов в печатных платах.
Цель изобретения - повьппение надежности прижима в зоне обработки, достигаемая тем, что независимо от состояния контактирующей поверхности прижимной втулки, а также колебания давления в сети сжатого воздуха, трение качения стального корпуса колодки по закаленным шарикам относительно прижимного кольца всегда, по меньшей мере, на порядок ниже трения скольжения прижимной втулки по поверхности. Это практически исключает возможность скола перемычки при фрезеровании контура.
Жесткая и точная фиксация в исходном положении кольца, подвижного в радиальном направлении, обеспечивается за счет конических фасок на штоках пневмоцилиндров и самом кольце, что исключает возможность люфта кольца даже при наличии значительного износа контактирующей поверхности.
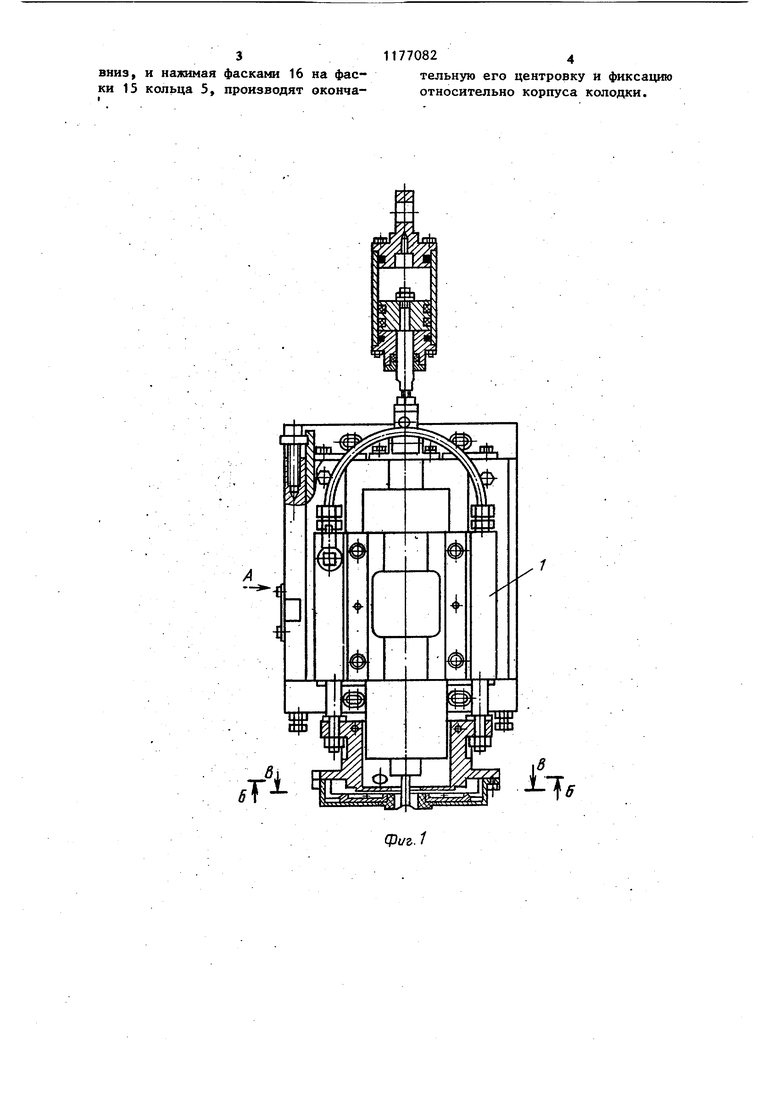
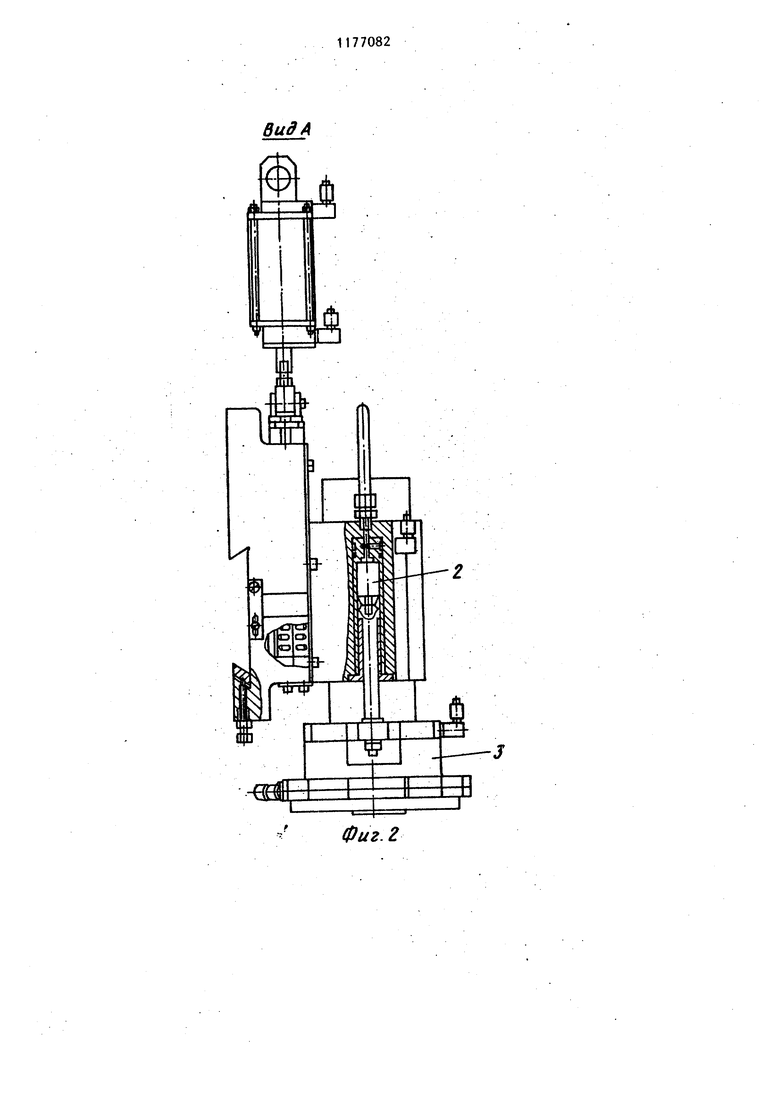
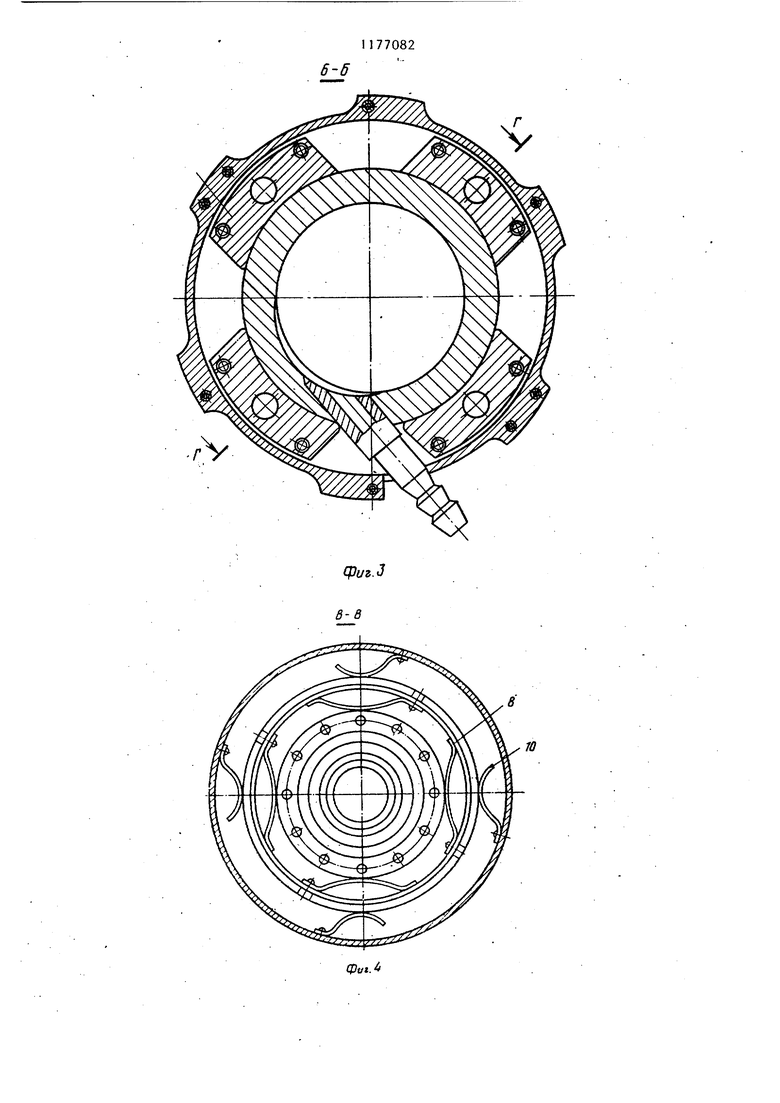
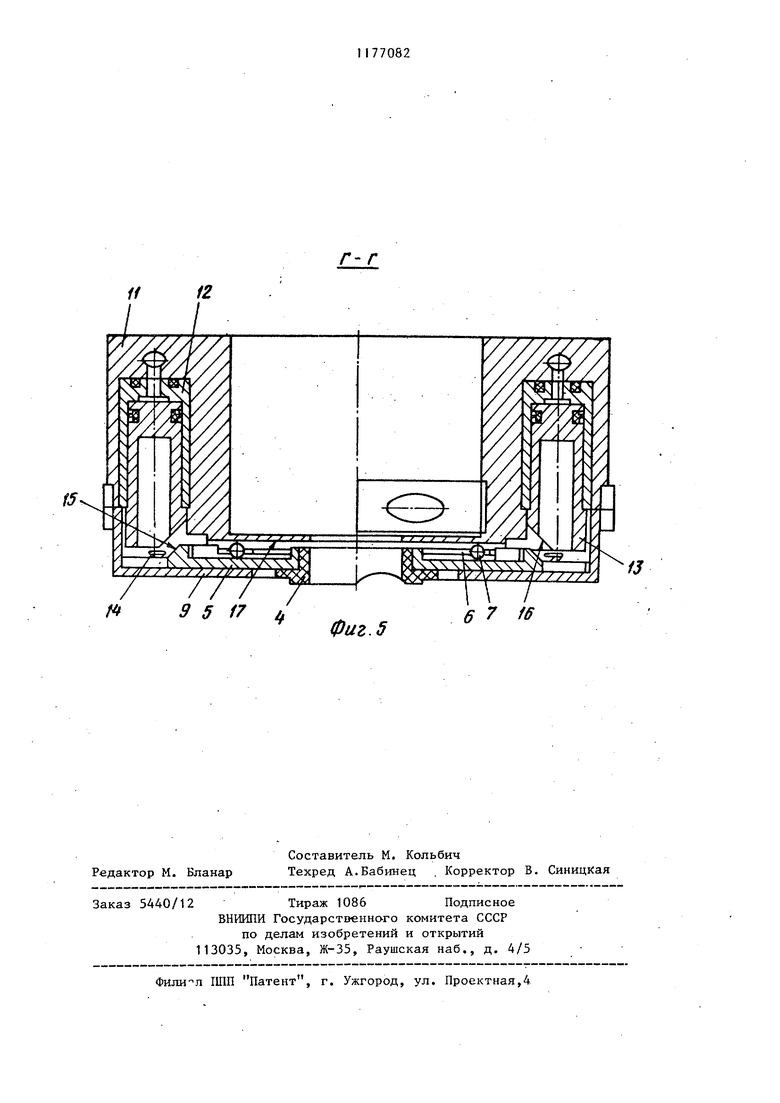
На фиг.1 изображена фрезерная головка, общий вид на фиг.2 - вид на фиг.1; на фиг.З - разрез Б-Б на фиг.1, на фиг.4 - разрез В-В на фиг.1; на фиг.З - разрез Г-Г на фиг.3.
Фрезерная головка состоит из корпуса с вертикальным шпинделем 1, пневмоцилиндров 2, на штоках которых закреплена прижимная колодка 3. Последняя состоит из прижимного элемента, выполненного в виде втулки 4 из полиамида.и .устройства фиксации. Втулка 4 установлена на кольце 5, подвижном в радиальном направлении посредством кольцевого сепаратора 6 с телами качения в виде шариков 7, подпружиненного плоскими пружинами 8. Кольцо 5 установлено в стакане 9 и подпружинено плоскими пружинами 10. I
Устройство фиксации состоит из
корпуса 11, в котором размещены по окружности, соосной с кольцом 5i не менее двух пневмоцилиндров 12 со штоками 13, подпружиненными пружинами сжатия 14. Кольцо 5 по наружному диаметру вьшолнено с фаской 15, а основания штоков 13 выполнены с фаской 16. Между опорно
70822
поверхностью корпуса фрезерной головки 17 и шариками 7 имеется гарантированный зазор. . Устройство 1)аботает следующим
5 образом.
По команде от системы управления станком в пневмоцилиндры 2 и 12 подается рабочее давление сжатого воздуха. Штоки 13, сжав пружины
O сжатия 14, контактируют с кольцом 5 через фаски 15 и 16, выполненные как по наружному диаметру кольца 5, так и в основаниях штоков 13, фиксируя кольцо 5 в центральном положении. Фрезерная головка перемещается вниз до врезания фрезы на требуемую глубину фрезерования. Пневмоцилиндры 2 при этом сжимаются и штоками прижимают колодку 3 втулкой 4 к поверхности печатной платы. Втулка 4 располагается при этом концентрично режущему инструменту. По программе от системы ЧПУ происходит обработка контура печатной
5 платы, в процессе которой втулка 4 скользит по поверхности платы. ;,
При завершении реза по команде сбрасывается давление сжатого воздуха в пневмоцилиндрах колодки.
Q Штоки 13 отжимгиотся пружинами сжатия 14 в верхнее положение, освобожддя кольцо 5, штоки пневмоцилиндров 2 дожимают корпус прижимной колодки вниз, выбирая зазор между шариками 7 и поверхностью корпуса 11. При этом образуется зазор между плоскостью кольца 5 и стаканом 9. В виду того, что трение качения
Q поверхности корпуса 11 по шарикам 7 много меньше трения скольжения втулки 4 по обрабатываемой плате, кольцо 5 с втулкой 4 останавливаетс.ч и удерживает печатную плату от сдвига.
5 Дорезание перемычки осуществляют при относительном качении корпуса 11 по шарикам 7. Плоские пружины 8 и 10 при этом деформируются.
После отрезки платы фрезерную головку отводят П9 команде в верхн-яе положение так,что втулка 4 не касается платы. Под действием плоских пружин 8 и 10 возвращаются в центральное положение кольцо 5 и; кольцевой сепаратор 6.
В пневмоцилиндры колодки подают рабочее давление, штоки 13 опускают
вниз, и нажимая фасками 16 на фаски 1 5 кольца 5, производят оконча11770824
тельную его центровку и фиксацию относительно корпуса колодки.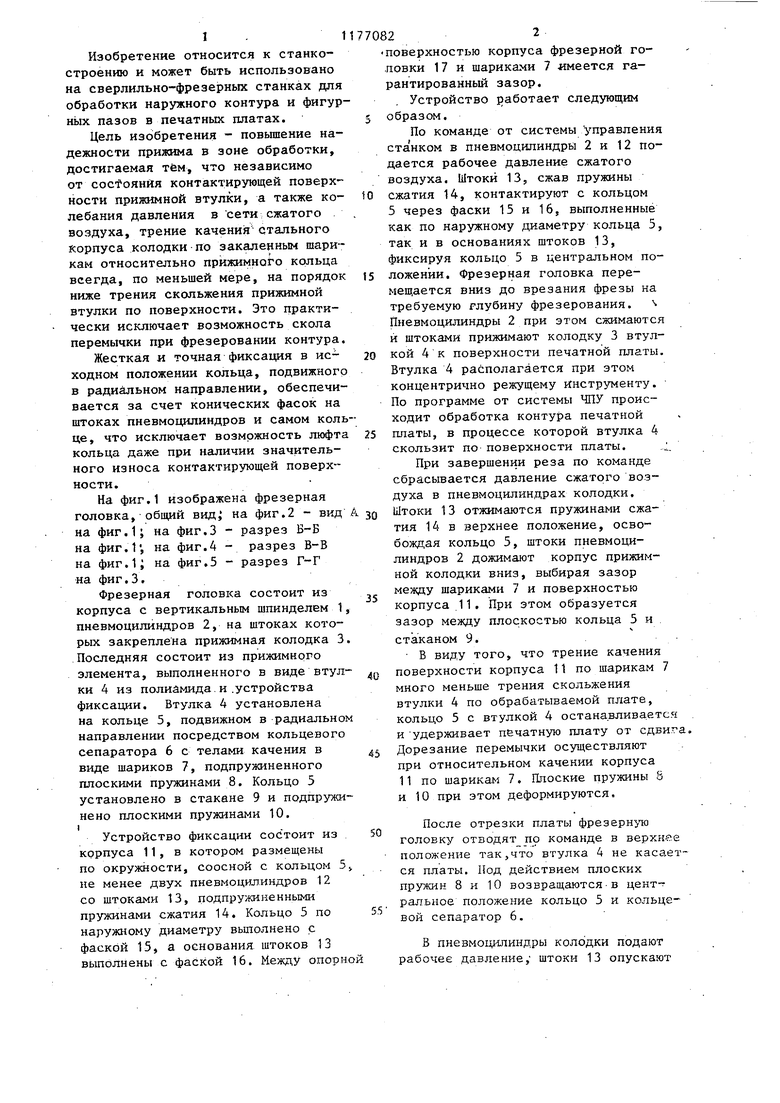
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНАЯ ГОЛОВКА | 1991 |
|
RU2016715C1 |
| Фрезерная головка | 1991 |
|
SU1776500A1 |
| Фрезерная головка | 1991 |
|
SU1779488A1 |
| Фрезерная головка | 1989 |
|
SU1632651A1 |
| Сверлильная головка | 1977 |
|
SU733873A1 |
| Механизм автоматической смены инструмента станков с ЧПУ | 1988 |
|
SU1620266A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| ДИСКОВЫЙ ТОРМОЗ С МЕХАНИЗМОМ СТОЯНОЧНОГО ТОРМОЗА | 2005 |
|
RU2288384C2 |
| Фиксатор регулируемого положения узла транспортного средства | 2016 |
|
RU2633066C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
ФРЕЗЕРНАЯ ГОЛОВКА с вертикально расположенным шпинделем, включающая колодку с прижимным элементом, подвижным в радиальном направлении, несущим втулку, выполненную из неметаллического материала, и устройство для фиксации прижимного элемента, отличающаяся тем, что, с целью повышения надежности прижима в зоне обработки, прижимной элемент вьшолнен в виде кольца, установленного с возможностью взаимодействия с введенные в устройство кольцевым сепаратором с телами качения, размещенными с зазором относительно прижимной колодки, а устройство для фиксации выполнено в виде размещенных по окрг жности, соосной с кольцом, пневмоцилиндров, на основании штоков которых выполнены фаски, предназначенные для взаимодействия с кольцом по наружному диаметру, на котором (Л также выполнены фаски.
Фиг. г
.V
8-В
Сриг.З
8
| Патент США № 4158987, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
