Повернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНАЯ ГОЛОВКА | 1991 |
|
RU2016715C1 |
| Фрезерная головка | 1984 |
|
SU1177082A1 |
| Фрезерная головка | 1991 |
|
SU1776500A1 |
| Сверлильный станок | 1982 |
|
SU1047610A2 |
| Фрезерная головка | 1991 |
|
SU1779488A1 |
| Сверлильная головка | 1977 |
|
SU733873A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Поворотное устройство | 1988 |
|
SU1523305A1 |
| Главный шпиндель, в особенности шпиндель для фрезерования при больших частотах вращения, для металлорежущих станков | 1987 |
|
SU1832072A1 |
| Сверлильный станок | 1987 |
|
SU1429452A1 |
Изобретение относится к станкостроению и может быть использовано на сверлильно-фреэерных станках для обработки наружного контура и фигурных пазов в печатных платах. Головка включает корпус, несущий вертикально расположенный шпиндель. В корпусе на штоках пневмоцилиндра закреплена колодка 5. В коподке 5 установлены пневмоцилиндры b фиксации. Штоки пневмоцилиндров выполнены с двумя цилиндрическими ступенями 7, 8, между которыми выполнена коническая поверхность 9. Штоки снабжены в хвостовой части буртами 11 для взаимодействия с прижимным элементом 12, несущим втулку 13. Штоки своими ступенями 8 установлены в базнровочных отверстиях 14 прижимного элемента 12. В колодке 5 выполнены каналы для подачи сжатого воздуха в кольцевую аэростатическую опору 15, образуемую торцовой плоскостью колодки 5 и соприкасающейся с ней плоскостью прижимного элемента 12. 3 ил. а & (Л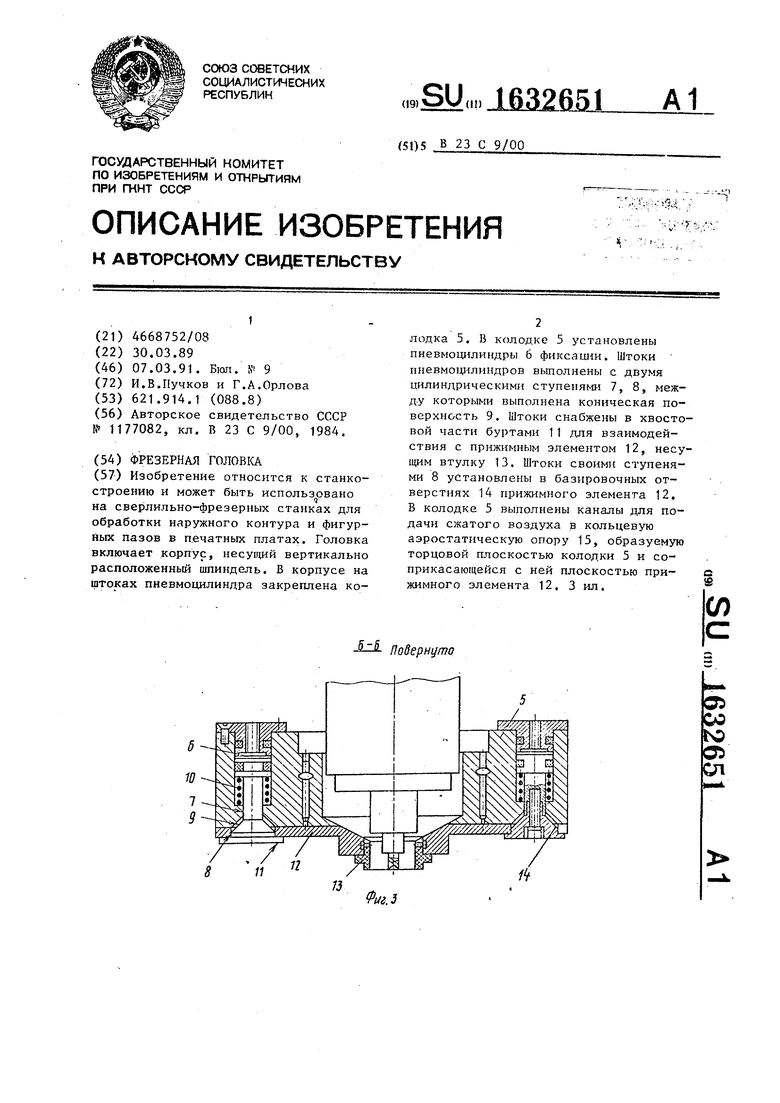
5 -
ft
Фиг. 5
Изобретение относится к станкостроению и может быть использовано на сверлильно-фрезерных станках для обработки наружного контура и фигурных пазов в печатных платах.
Цель изобретения - повышение надежности прижима заготовки и упрощение конструкции - достигается за счет плотного прижима плоскости прижимного элемента к торцовой поверхности колодки, расположения пневмо- цилиндров фиксации за пределами кольцевой аэростатической опоры, создающей воздушное уплотнение.
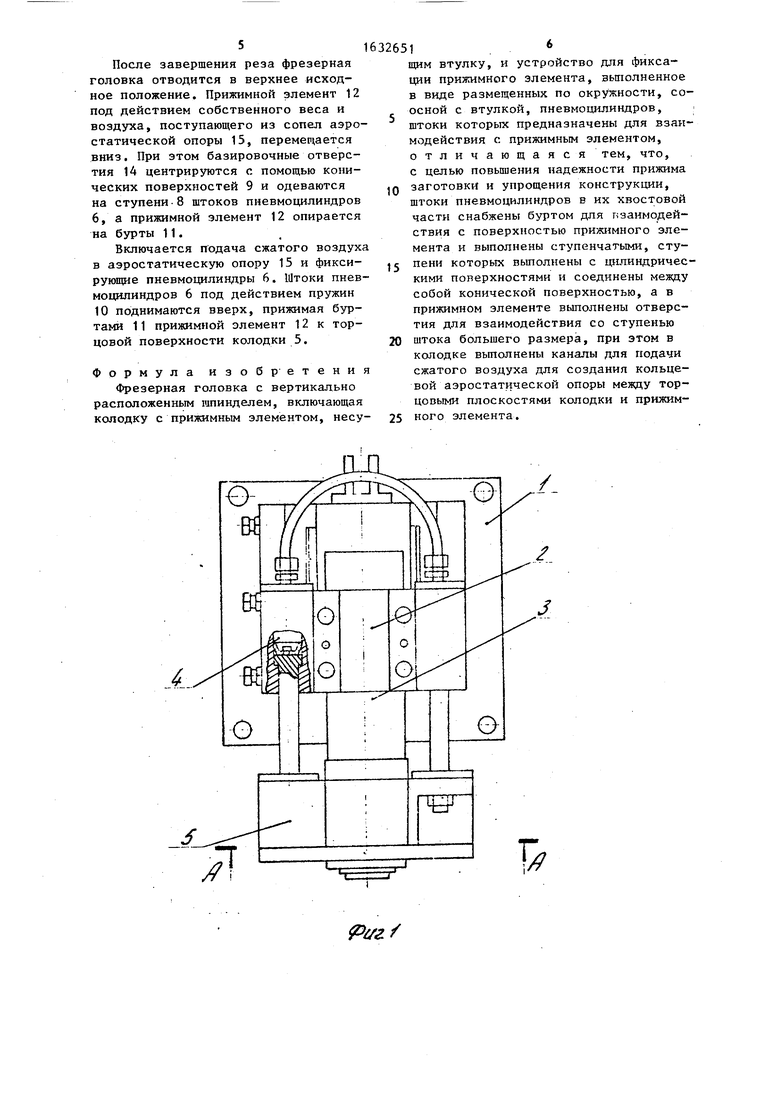
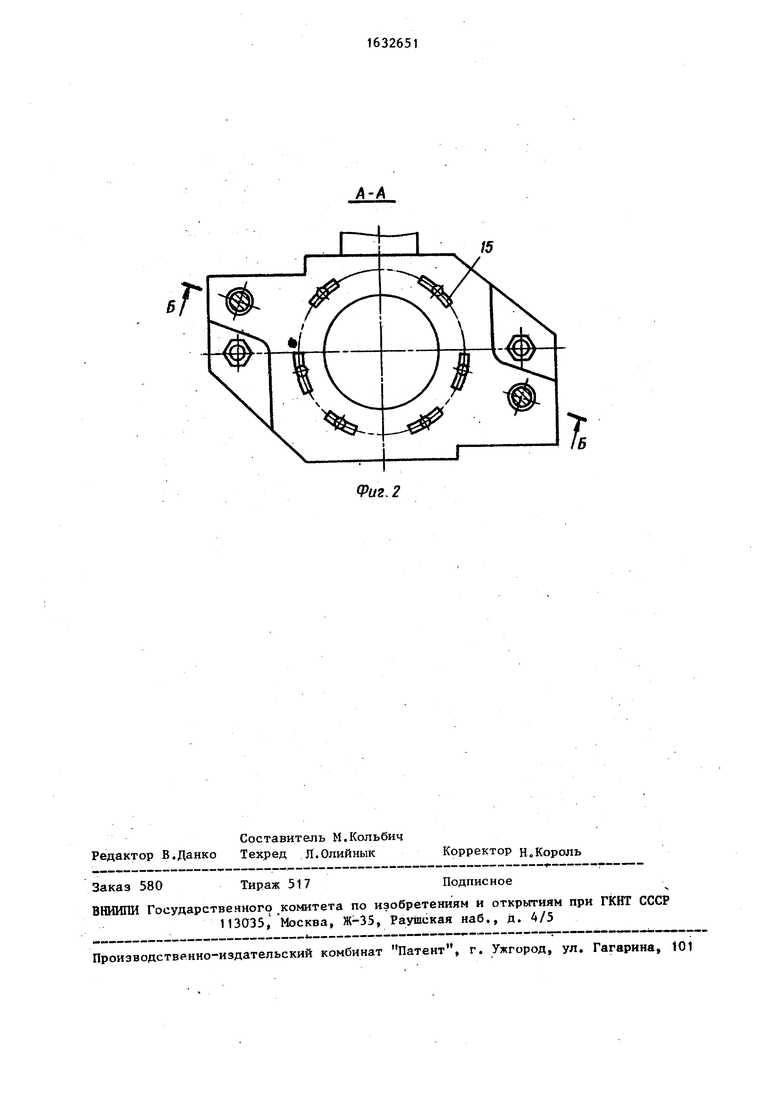
На фиг. 1 дана фрезерная головка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.2.
Фрезерная головка содержит плиту 1 с перемещаемым по направляющим качения с помощью привода станка корпусом 2, несущим вертикально расположенный шпиндель 3. В корпусе 2 выполнены два нажимных пневмоцилиндра 4, на штоках которых жестко закреплена колодка 5. В колодке 5 установлены ва пневмоцилиндра 6 фиксации, штоки которых имеют две цилиндрические ступени 7 и 8, между которыми выполнена коническая поверхность 9. Штоки подпружинены винтовыми пружинами 10 и снабжены в хвостовой части буртами 11, поддерживающими прижимной элемент 12, несущий втулку 13. Штоки своими цилиндрическими ступенями 8 установлены в базировочных отверстиях 14 прижимного элемента 12. В колодке 5 выполнены каналы для подачи сжатого воздуха в кольцевую аэростатическую опору 15, образуемую торцовой плоскостью колодки 5 и соприкасающейся с ней плоскостью прижимного элемента 12.
Фрезерная головка работает следующим образом.
В исходном положении фрезерной головки в нажимные пневмоцилиндры 4 подан сжатый воздух, а в фиксирующие пневмоцилиндры 6 и каналы Аэростатической опоры 15 подача сжатого воздуха не производится. Пружины 10 поджимают штоки пневмоцилиндров 6 в верхнее положение, а те в свою очередь буртами 11 поджимают прижимной элемент 12, несущий втулку 13, к нижней торцовой плоскости колодки 5. На координатный стол станка устанавливают печатную с технологичес
5
0
5
0
5
0
5
0
5
кой подложкой. С помощью привода станка корпус 2 со шпинделем 3 перемещается вниз до врезания фрезы на требуемую глубину фрезерования. При этом печатная плата прижимается втулкой 13 к координатному столу.
Необходимое прижимное усилие обеспечивается пневмоцилиндрами 4. По программе происходит перемещение координатного стола. При этом втулка
13прижимного элемента 12 удерживается от радиального смещения ступенями 8 и скользит по поверхности печатной платы. Пыль и стружка при фрезеровании отводятся через патрубок в корпусе колодки 5.
При завершении фрезерования контура печатной платы в момент, когда перемычка между ней и заготовкой составляет 4-6 мм, подастся сжатый воздух в фиксирующие пневмоцилиндры 6 и в каналы аэростатической опоры 15. Штоки пневмоцилиндров 6, сжимая пружины 10, перемещаются вниз. Ступени 8 выходят из базировочных отверстий
14прижимного элемента 12 и освобождают последний. При этом между бази- ровочными отверстиями 14 и ступенями 7 штоков пневмоцилиндров 6 образуется кольцевой зазор величиной около
6 мм. Воздух, поступающий на аэростатическую опору 15, сжимая пневмоцилиндры 4, приподнимает вверх колодку 5 на 15-20 мкм и образует слой воздушной смазки между торцовой поверхностью колодки 5 и соприкасающейся с ней плоскостью прижимного элемента 12.
Ввиду того, что трение в аэростатической опоре во много раз меньше трения втулки 13 по печатной плате, скольжение втулки 13 по поверхности платы прекращается. При дальнейшем перемещении координатного стола прижимной элемент 12 скользит по газовой смазке относительно торцовой поверхности колодки 5, при этом втулка 13 остается неподвижной относительно обрабатываемой платы и обеспечивает ее прижим. Благодаря этому исключается сдвиг печатной платы и обеспечивается завершение реза без скола перемычки между платой и заготовкой.
Воздух, вытекающий из аэростатической опоры, препятствует проникновению пыли, образующейся в момент дорезания перемычки, в щель между колодкой и прижимным элементом 12.
После завершения реза фрезерная головка отводится в верхнее исходное положение. Прижимной элемент 12 под действием собственного веса и воздуха, поступающего из сопел аэростатической опоры 15, перемеряется вниз. При этом базировочные отверстия 14 центрируются с помощью конических поверхностей 9 и одеваются на ступени 8 штоков пневмоцилиндров 6, а прижимной элемент 12 опирается на бурты 11.
Включается подача сжатого воздуха в аэростатическую опору 15 и фиксирующие пневмоцилиндры 6. Штоки пневмоцилиндров 6 под действием пружин 10 поднимаются вверх, прижимая буртами 11 прижимной элемент 12 к торцовой поверхности колодки 5.
Формула изобретения
Фрезерная головка с вертикально расположенным шпинделем, включающая колодку с прижимным элементом, несу1
JL
326516
щим втулку, и устройство для фиксации прижимного элемента, выполненное в виде размещенных по окружности, со- осной с втулкой, пневмоцилиндров, штоки которых предназначены для взаимодействия с прижимным элементом, отличающаяся тем, что, с целью повышения надежности прижима
JQ заготовки и упрощения конструкции, штоки пневмоцилиндров в их хвостовой части снабжены буртом для ьзаимодей- ствия с поверхностью прижимного элемента и выполнены ступенчатыми, стуJ5 пени которых выполнены с цилиндрическими поверхностями и соединены между собой конической поверхностью, а в прижимном элементе выполнены отверстия для взаимодействия со ступенью
20 штока большего размера, при этом в колодке выполнены каналы для подачи сжатого воздуха для создания кольцевой аэростатической опоры между торцовыми плоскостями колодки и прижим25 ного элемента.
&/г
Составитель М.Кольбич Редактор В.Данко Техред Л.Олийнык
Заказ 580
Тираж 517
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
5
(Риг. 2
Корректор н„Король
Подписное
| Фрезерная головка | 1984 |
|
SU1177082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
