Изобретение относится к станкостроению, в частности к станкам для сверления и фрезерования печатных плат.
Известен прижим для станка, выполненный в виде двух камер сложной конфигурации, одна из которых связана непосредственно со шпинделем, другая (нижняя) вступает в контакт с обрабатываемой заготовкой. Камеры фиксируются между собой пневмоцилиндром и четырьмя пружинами растяжения. В нижнюю камеру встроены два кольца, одно из которых выполнено из материала с малым коэффициентом трения скольжения и в момент фрезерования с помощью пакета тарельчатых пружин и двух пневмоцилиндров прижимает заготовку к столу. Второе кольцо выполнено из материала с большим коэффициентом трения скольжения и прижимает заготовку к столу в момент окончания фрезерования. Фиксация нижней камеры относительно верхней, а следовательно, и относительно шпинделя осуществляется управляемым пневмоцилиндром с возвратной пружиной. Возврат нижней камеры после окончания фрезерования в исходное состояние осуществляется четырьмя пружинами растяжения, встроенными в камеру.
Недостатками такого прижима являются сложность конструкции, состоящей из большого количества оригинальных деталей, и малая надежность фиксации камер пневмоцилиндром из-за нестабильности возврата нижней камеры в исходное состояние по окончании фрезерования.
Наиболее близкой по технической сущности к предлагаемой является фрезерная головка, выполненная в виде корпуса, непосредственно связанного со шпинделем,и колодки с прижимным элементом, подвижным в радиальном направлении, несущим втулку, выполненную из неметаллического материала, и устройство для фиксации прижимного элемента в виде пневмоцилиндров, на основании штоков которых выполнены фаски.
К недостаткам этой фрезерной головки можно отнести несинхронность движения цилиндров устройства для фиксации прижимного элемента из-за различной степени износа и загрязнения деталей, разного количества смазки, различного изгиба трубок подвода воздуха к пневмоцилиндрам.
В связи с этим тот цилиндр, который двигается раньше, первым начинает смещать кольцо. Смещение кольца происходит до тех пор, пока не произойдет встреча фаски противоположного поршня с фаской кольца. При этом усилия, действующие на
кольцо со стороны поршней, практически уравновешиваются.
Некоторая разность в усилиях обусловлена разностью сжатия цилиндрических
пружин. Чтобы под действием этой разности происходило центрирование кольца, ею (этой разностью) должна быть преодолена весьма значительная сила трения между кольцом и стаканом. Сами по себе пружины
0 не могут быть идентичными, поэтому даже
если уничтожить трение между кольцом и
стаканом (например, воздушной подушкой),
центрирования кольца все равно не будет.
Целью изобретения является упроще5 ние конструкции и повышение надежности в работе прижима.
Поставленная цель достигается тем, что в прижиме функции фиксации прижима в момент фрезерования и возврата его в ис0 ходное состояние по окончании фрезерования объединены в одном устройстве, выполненном в виде силовых цилиндров, расположенных перпендикулярно оси прижима. Жесткая и точная фиксация в исход5 ном положении колодки, подвижной в радиальном направлении обеспечивается тем, что поршни силовых цилиндров стоят на упоре, касаясь штоками беззазорно или с минимальным зазором неподвижного
0 корпуса, при этом недоход хотя бы одного поршня до упора невозможен, т.к. противодействующая сила отсутствует ввиду того, что любой другой противоположный поршень тоже на упоре.
5 На чертеже показан прижим, разрез.
Прижим состоит из корпуса 1, закрепленного на шпинделе 10, и колодки 2, связанной с корпусом 1 и подвижной в радиальном направлении посредством
0 кольцевого сепаратора 3 с телами качения, подпружиненного пружинами 4. Колодка 2 состоит из втулки 5, выполненной из материала с малым коэффициентом трения и подпружиненной пружинами 6, и резиново5 го кольца 7. В колодке 2 установлено устрой- ство фиксации и центрирования, выполненное в виде силовых цилиндров с поршнями 8 и штоками 9. Прижатие прижима к обрабатываемой заготовке производят
0 пневмоцилиндры 11.
Головка работает следующим образом.
По команде от системы управления
станком в лневмоцилиндры 11 и в полости
поршней 8 силовых цилиндров подается ра5 бочее давление. Поршни 8 силовых цилиндров становятся на упор в колодке 2 и штоками 9 фиксируют колодку 2 в центральном положении, центрируя беззазорно или с минимальным зазором колодку 2 относительно кольца 1. Прижим перемещается
вниз до врезания фрезы на требуемую глубину фрезерования. Пневмоцилиндры 11 при этом сжимаются и штоками прижимают колодку 2 с втулкой 5 к поверхности обрабатываемого материала. Втулка 5 располага- ется при этом концентрично режущему инструменту. По программе от системы числового программного управления происходит обработка материала по любому сложному контуру, в процессе которой втул- ка 5, подпружиненная пружинами 6, скользит по поверхности обрабатываемого материала. При завершении реза по команде с СЧПУ увеличивается давление в пнев- моцилиндрах 11 и одновременно сбрасывается давление в полостях поршней 8 силовых цилиндров. Пневмоцилиндры 11 дожимают колодку 2 вниз, сжимая дополнительно пружины 6, и выбирают зазор между резиновым кольцом 7 и обрабатываемым материалом. Поршни 8, штоки 9 и, следовательно, колодка 2 освобождаются от фиксации в радиальном направлении из-за отсутствия давления в силовых цилиндрах. Ввиду того, что трение качения кольца 1 по телам качения сепаратора 3 меньше трения скольжения резинового кольца 7 по обрабатываемому материалу, колодка 2 с кольцом 7 останавливаются и удерживают вырезаемую деталь от сдвига. Дорезание перемыч- ки происходит при относительном качении корпуса 1 по телам качения сепаратора 3. Пружины 4 при этом деформируются. После отрезки детали прижим отводят по команде в верхнее положение так, что втулка 5 не касается обрабатываемого материала. Сепаратор 3 под действием пружин 4 возвращается в центральное положение. В силовые цилиндры подают рабочее давление; поршни 8 становятся на упор в колодке 2 и штоками 9 производят центрирование и фиксацию корпуса 2 относительно корпуса 1.
Применение изобретения обеспечивает надежный прижим при фрезеровании по любому сложному контуру и в момент дорезания перемычки, что позволяет повысить надежность в работе, точность и качество обработки, упрощает конструкцию, существенно снижает возможность поломки инструмента, позволяет использовать фотоэлектрический датчик поломки инструмента.
Формула изобретения Фрезерная головка с вертикально расположенным шпинделем, включающая корпус, колодку, установленную с возможностью радиального перемещения относительно последнего, связанную с ним посредством кольцевого сепаратора и несущую прижимной элемент, выполненный из неметаллического материала, и устройство для фиксации и центрирования колодки, включающее силовые цилиндры, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности работы, силовые цилиндры встроены в колодку, при этом на колодке выполнены упоры для поршней цилиндров, а штоки последних предназначены для взаимодействия с корпусом, который закреплен на шпинделе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная головка | 1991 |
|
SU1776500A1 |
| Фрезерная головка | 1984 |
|
SU1177082A1 |
| Фрезерная головка | 1989 |
|
SU1632651A1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1991 |
|
RU2016715C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2011 |
|
RU2485478C1 |
| Устройство для фрикционно-механического нанесения покрытий | 1990 |
|
SU1783000A1 |
| Устройство к протяжным станкам для закрепления нежестких деталей | 1985 |
|
SU1329925A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ВРАЩЕНИЯ ДЕТАЛИ ТИПА "КОЛЬЦО" | 1992 |
|
RU2012475C1 |
| Устройство для намотки ленты на оправку | 1986 |
|
SU1368244A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
Использование: в станкостроении, станки для сверления и фрезерования печатных плат. Сущность изобретения: головка включает вертикально расположенный шпиндель 10 и прижим. Прижим состоит из корпуса 1, закрепленного на шпинделе 10, и колодки 2, связанной с корпусом 1 и подвижной в радиальном направлении посредством кольцевого сепаратора 3 с телами качения, подпружиненного пружинами 4. Колодка 2 состоит из втулки 5, вы- полненкой из материала с малым коэффициентом трения и подпружиненной пружинами 6, и резинового кольца 7. В колодке 2 установлено устройство фиксации и центрирования, выполненное в виде силовых цилиндров с поршнями 8 и штоками 9. Штоки 9 взаимодействуют с корпусом 1, а поршни 8 устанавливаются на упорах в колодках. Прижатие прижима к заготовке производится при помощи пневмоцилиндров 11. 1 ил. (Л С Ю -ч -ч ю 00 00 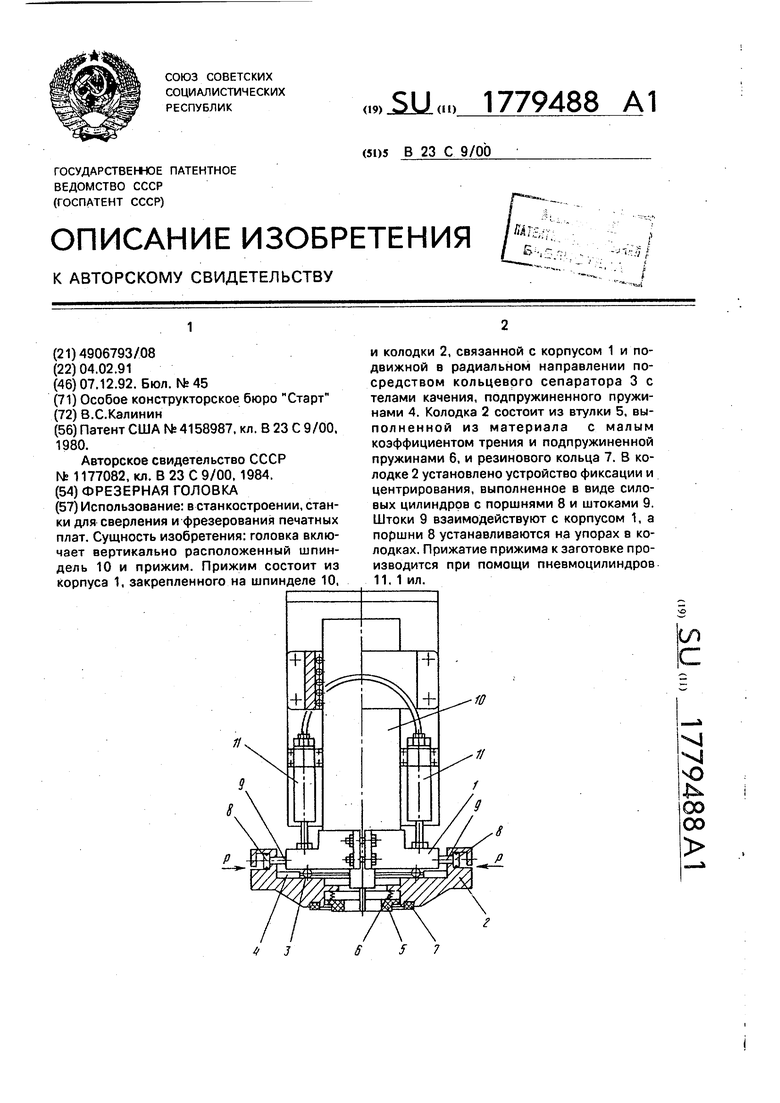
| Патент США № 4158987, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Фрезерная головка | 1984 |
|
SU1177082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
