Изобретение относится к станкостроению и может быть использовано на сверлильно-фрезерных станках для обработки наружного контура и фигурных пазов в печатных платах.
Известно зажимное устройство для металлорежущего станка с вертикальным шпинделем, содержащее прижимную колодку с подпружиненной с четырех сторон прижимной планкой, несущей втулку и устройство фиксации прижимной планки в виде двух цилиндрических пальцев [1].
Известна фрезерная головка, содержащая колодку с прижимным элементом, выполненным в виде кольца с фаской по наружному диаметру, несущим втулку. Кольцо имеет возможность перемещения в полости колодки в радиальном направлении по опорным плоскостям, на одну из которых оно опирается при работе через шарики, заключенные в кольцевой сепаратор. Кольцо и сепаратор с шариками подпружинены в радиальном направлении четырьмя плоскими пружинами каждый. Фиксация кольца осуществляется по наружной фаске с помощью фигурных штоков четырех пневмоцилиндров, расположенных по окружности, соосной с прижимной втулкой [2].
Недостатками известных решений являются сложность конструкций и низкая надежность прижима заготовок вследствие попадания пыли, образующейся при обработке печатной платы, внутрь колодки и засорения трущихся поверхностей прижимного элемента.
Наиболее близким к изобретению техническим решением, выбранным в качестве прототипа, является фрезерная головка с вертикально расположенным шпинделем, включающая колодку с прижимным элементом, несущим втулку, и устройство для фиксации прижимного элемента, выполненное в виде размещенных по окружности, соосной с втулкой, пневмоцилиндров, штоки которых предназначены для взаимодействия с прижимным элементом, при этом в колодке выполнены каналы для подачи сжатого воздуха для создания кольцевой аэростатической опоры между торцовыми плоскостями колодки и прижимного элемента. Прижимной элемент имеет возможность перемещения в радиальном направлении в пределах зазора между штоками пневмоцилиндров, находящимися в нижнем положении, и отверстиями в прижимном элементе посредством аэростатической опоры [3].
Недостатками известной фрезерной головки является следующее:
нестабильность работы аэростатической опоры, т.к. при смещении прижимного элемента относительно колодки контактная площадь аэростатической опоры изменяется, что приводит к эффекту "пневмомолотка", и возникают вибрации, влияющие на качество фрезерования и точность обработки;
расположение аэростатической опоры в зоне отвода стружки, снижающее надежность прижима заготовки в зоне обработки;
при окончании работы, когда фрезерная головка отводится в верхнее положение, а прижимной элемент скользит вниз по штокам цилиндров, осуществляя самоцентрирование, на плоскость аэростатической опоры прижимного элемента попадает пыль и стружка, имеющиеся в корпусе прижимной колодки и нарушающие зазор в аэростатической опоре; трение по газовому слою заменяется трением скольжения по стружке, что вызывает скол перемычки между готовой платой и заготовкой;
наличие люфта (0,1 мм) прижимного элемента в радиальном направлении на фиксирующих штоках в исходном (неподвижном) положении;
при изменении направления фрезерования происходит скольжение одной плоскости аэростатической опоры по другой в пределах люфта, имеющаяся там пыль надирает рабочие поверхности опоры и со временем выводит ее из строя.
Целью изобретения является повышение надежности прижима заготовки при обработке.
Поставленная цель достигается тем, что в фрезерной головке, включающей колодку с прижимным элементом, несущим втулку и имеющим отверстие для отвода стружки, кольцевую аэростатическую опору в месте контактирования с колодкой и устройство фиксации прижимного элемента, расположенного в колодке, устройство фиксации выполнено в виде ирисовой диафрагмы, а каналы для подачи воздуха в аэростатическую опору выполнены в прижимном элементе, при этом отверстие для отвода стружки расположено ниже аэростатической опоры.
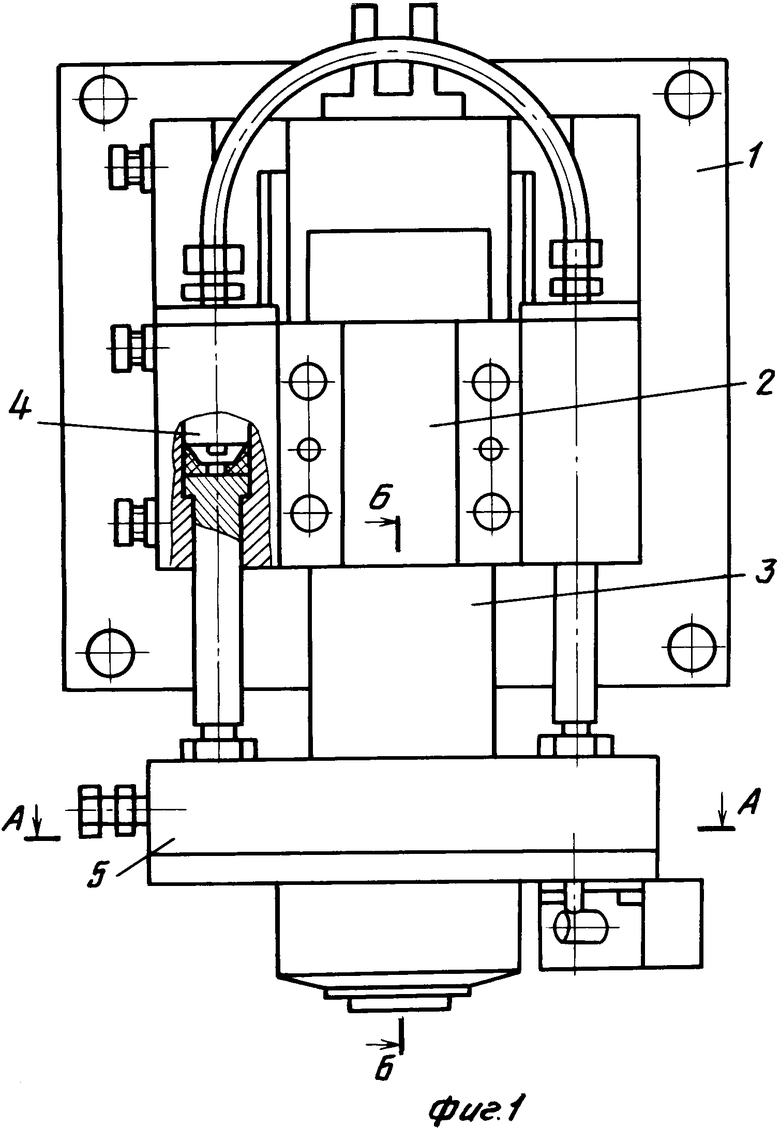
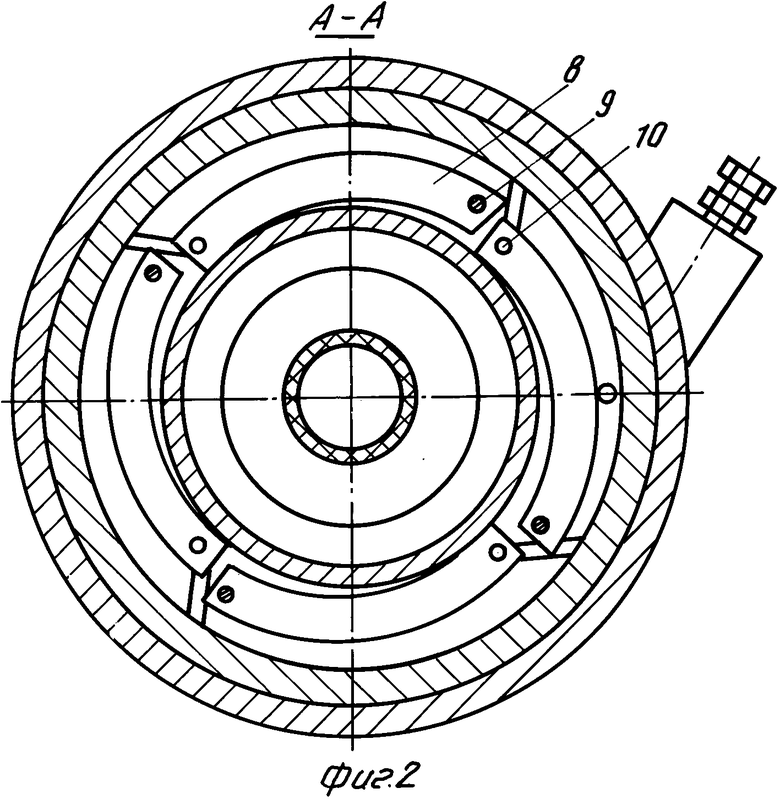
На фиг. 1 показан общий вид фрезерной головки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Фрезерная головка содержит плиту 1 с перемещаемым по направляющим качения с помощью привода станка корпусом 2, несущим вертикально расположенный шпиндель 3. В корпусе 2 выполнены два нажимных пневмоцилиндра 4, на штоках которых жестко закреплена колодка 5. Колодка 5 состоит из прижимного элемента 6, несущего втулку 7, и устройства фиксации, выполненного в виде ирисовой диафрагмы, состоящей из четырех лепестков 8, закрепленных каждый на своей оси 9 в колодке 5 и взаимодействующих посредством штифтов 10 с пазами кольца 11, установленного также в колодке 5. На нижней поверхности колодки 5 закреплен фиксирующий пневмоцилиндр 12 с подпружиненным штоком, приводящий в движение кольцо 11. В верхней части прижимного элемента 6 выполнены каналы для подачи сжатого воздуха в кольцевую аэростатическую опору 13, образуемую торцовой поверхностью прижимного элемента 6 и соприкасающейся с ней плоскостью колодки 5. В прижимном элементе 6 имеется отверстие 14 для отвода стружки, расположенное ниже аэростатической опоры 13.
Фрезерная головка работает следующим образом.
В исходном положении фрезерной головки в нажимные пневмоцилиндры 4 подан сжатый воздух, а в фиксирующий пневмоцилиндр 12 и каналы аэростатической опоры 13 подача сжатого воздуха не производится. Подпружиненный шток пневмоцилиндра 12 фиксирует положение кольца 11, которое, взаимодействуя со штифтами 10, поджимает лепестки 8 к наружной поверхности прижимного элемента 6, центрируя его относительно оси шпинделя. На координатный стол станка устанавливают печатную плату с технологической подложкой и с помощью привода станка корпус 2 со шпинделем 3 перемещается вниз до врезания фрезы на требуемую глубину фрезерования. При этом печатная плата прижимается втулкой 7 к координатному столу.
Необходимое прижимное усилие обеспечивается пневмоцилиндрами 4. По программе происходит перемещение координатного стола, при этом втулка 7 прижимного элемента 6 удерживается от радиального смещения лепестками 8 и скользит по поверхности печатной платы. Пыль и стружка при фрезеровании отводятся через отверстие 14, выполненное в прижимном элементе 6.
При завершении фрезерования контура печатной платы в момент, когда перемычка между ней и заготовкой составляет 4...6 мм, подается сжатый воздух в фиксирующий пневмоцилиндр 12 и в каналы аэростатической опоры 13. Шток пневмоцилиндра 12, сжимая пружину, поворачивает кольцо 11. Кольцо 11, взаимодействия посредством пазов со штифтами 10, отводит лепестки 8 и освобождает прижимной элемент 6. При этом между прижимным элементом 6 и кольцом 11 образуется зазор величиной около 6 мм. Воздух, поступающий в аэростатическую опору 13, сжимая пневмоцилиндры 4, поднимает вверх колодку 5 на 15...20 мкм и образует слой воздушной смазки между торцовой поверхностью прижимного элемента 6 и соприкасающейся с ней поверхностью колодки 5.
Ввиду того, что трение в аэростатической опоре во много раз меньше трения втулки 7 по печатной плате, скольжение втулки по печатной плате прекращается. При дальнейшем перемещении координатного стола прижимной элемент 6 скользит по газовой смазке относительно соприкасающейся поверхности колодки 5, при этом втулка 7 остается неподвижной относительно обрабатываемой платы и обеспечивает ее прижим. Благодаря этому исключается сдвиг печатной платы и обеспечивается завершение реза без скола перемычки между платой и заготовкой.
Аэростатическая опора 13 прижимного элемента 6 имеет кольцевую форму с симметричной размещенными отверстиями и канавками для подачи воздушной смазки, что обеспечивает постоянную ее несущую способность и жесткость и исключает возможность возникновения эффекта "пневмомолотка".
Стружка и пыль, образующиеся при фрезеровании, отсасываются через боковое отверстие 14 в прижимном элементе 6, расположенное ниже аэростатической опоры. Поэтому при прекращении подачи воздуха в аэростатическую опору 13 стружка и пыль не могут упасть на ее поверхность и вывести опору из строя.
После завершения реза фрезерная головка отводится в верхнее исходное положение. Выключается подача сжатого воздуха в аэростатическую опору 13 и фиксирующий пневмоцилиндр 12. Шток пневмоцилиндра 12 под действием пружины поворачивает кольцо 11, которое, действуя на лепестки 8, центрирует прижимной элемент 6 относительно оси шпинделя 3.
Использование предлагаемого технического решения позволяет повысить надежность прижима заготовок при обработке за счет того, что
аэростатическая опора находится выше зоны отвода пыли и стружки, исключая загрязнение опоры;
аэростатическая опора обеспечивает постоянную площадь контакта в зоне подвода сжатого воздуха к опоре, что исключает нестабильность ее работы при фрезеровании;
устройство фиксации прижимного элемента выполнено в виде ирисовой диафрагмы, что исключает возможность засорения трущихся поверхностей вследствие отсутствия зазоров в конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная головка | 1989 |
|
SU1632651A1 |
| Фрезерная головка | 1991 |
|
SU1776500A1 |
| Фрезерная головка | 1984 |
|
SU1177082A1 |
| Фрезерная головка | 1991 |
|
SU1779488A1 |
| СПОСОБ ЗАПУСКА ТУРБОМОЛЕКУЛЯРНОГО ВАКУУМНОГО АГРЕГАТА | 1990 |
|
RU2016254C1 |
| МОЛЕКУЛЯРНЫЙ ВАКУУМНЫЙ НАСОС | 1990 |
|
RU2016255C1 |
| Сверлильный станок | 1982 |
|
SU1047610A2 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Сверлильная головка | 1977 |
|
SU733873A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
Использование: область станкостроения, сверлильно-фрезерные станки, обработка печатных плат. Сущность изобретения: в корпусе головки выполнены два нажимных пневмоцилиндра, на штоках которых жестко закреплена колодка 5. Колодка 5 состоит из прижимного элемента 6, несущего втулку 7, и устройства фиксации, выполненного в виде ирисовой диафрагмы. На нижней поверхности колодки 5 закреплен фиксирующий пневмоцилиндр 12 с подпружиненным штоком, приводящий в движение через кольцо 11 лепестки диафрагмы. В верхней части прижимного элемента 6 выполнены каналы для подачи сжатого воздуха в кольцевую аэростатическую опору 13, образуемую торцовой поверхностью прижимного элемента 6 и соприкасающейся с ней плоскостью колодки 5. В прижимном элементе 6 выполнено отверстие 14 для отвода стружки и пыли, расположенное ниже плоскости аэростатической опоры. 3 ил.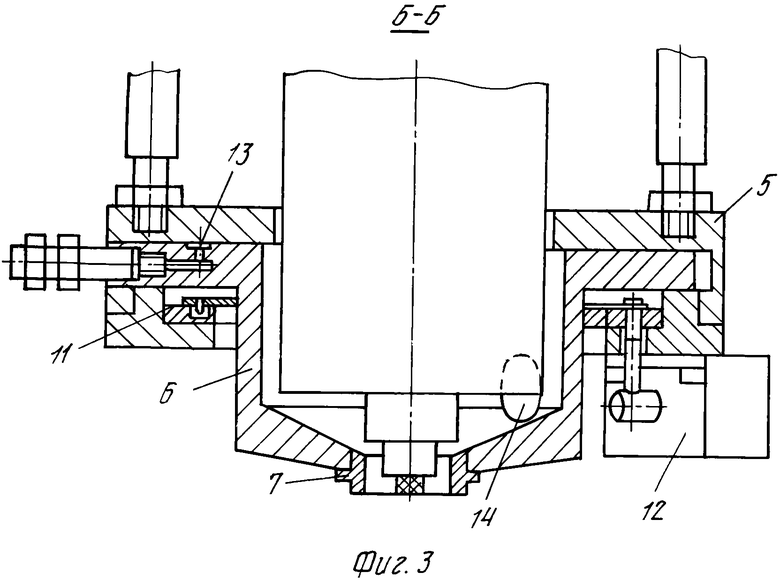
ФРЕЗЕРНАЯ ГОЛОВКА с вертикально расположенным шпинделем, включающая колодку, несущую прижимной элемент с втулкой и отверстием для отвода стружки, устройство для фиксации прижимного элемента, канал для подачи воздуха для создания аэростатической опоры между торцевыми плоскостями колодки и прижимного элемента, отличающаяся тем, что устройство для фиксации прижимного элемента выполнено в виде ирисовой диафрагмы, канал для подачи воздуха для аэростатической опоры выполнены в прижимном элементе, при этом отверстие для отвода стружки расположено ниже аэростатической опоры.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Фрезерная головка | 1989 |
|
SU1632651A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Циркуль-угломер | 1920 |
|
SU1991A1 |
