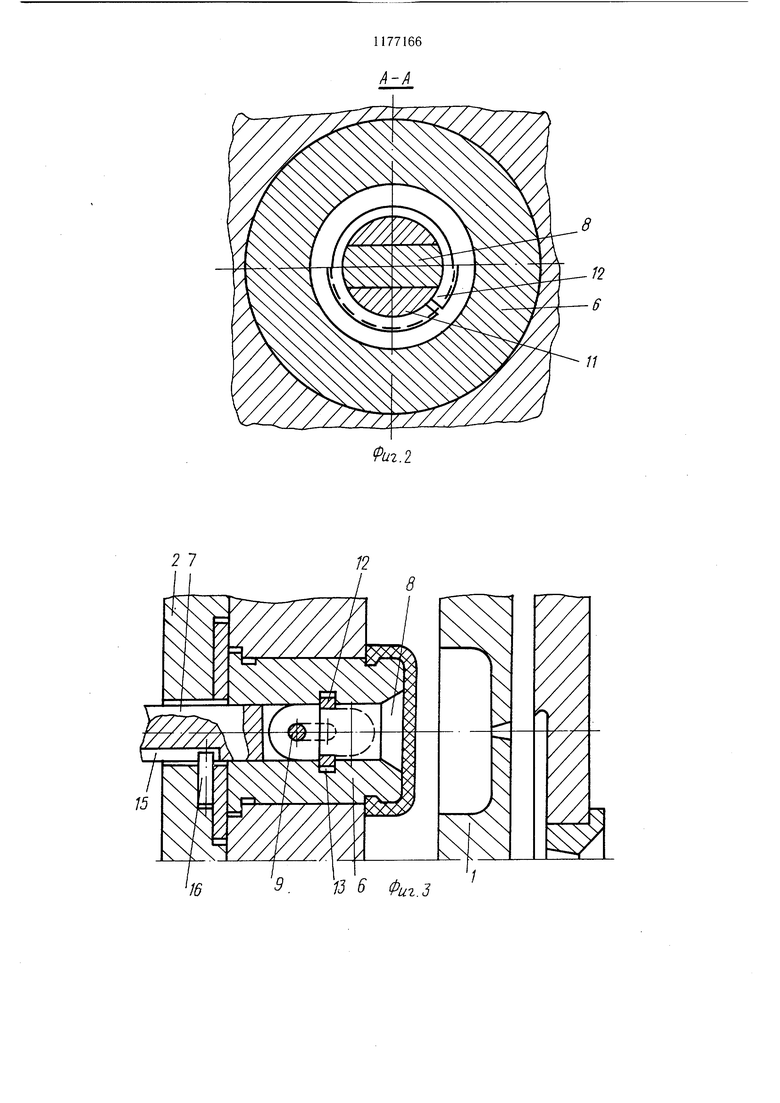
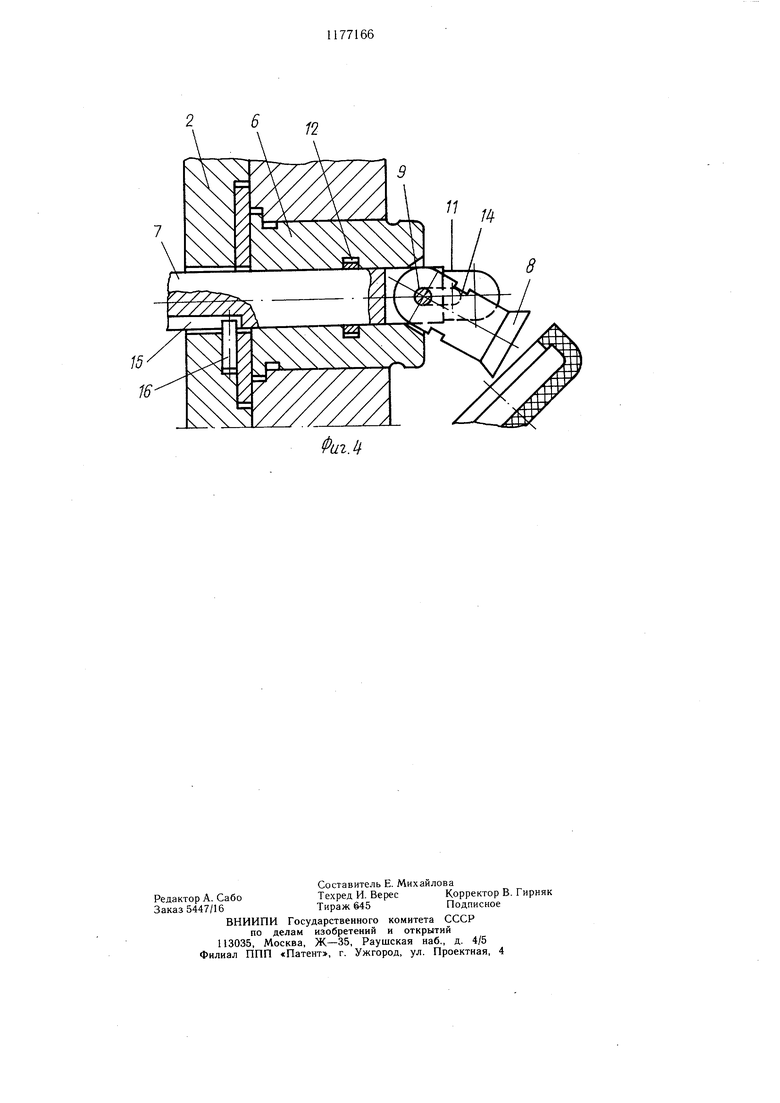
Изобретение относится к области переработки полимерных материалов, может быть использовано для изготовления изделий из них методом .литья под давлением в машиностроении и является усовершенствованием изобретения по авт. св. № 952629. Цель изобретения - повышение надежности удаления изделий.,,из -л« гьевой формы. НадежяеСть удаленияи,издел й достигается за |чет йр Ь ритеЖного юазрушения адгезионфй связи вдйй - |%кивателем шенм залипани Ва:.. нем издеи предот W f 1 изобр,(.а(литьевая форма На ф DM noS TOKeHikH,., предольный разв сомкну 2- разрез А-А на фиг. 1; рез; на ф на фиг. 3 - форма в момент окончания враш,ения выталкивателя, продольный разрез; на фиг. 4 - то же, в момент окончания сбрасывания изделия, продольный разрез. Литьевая форма содержит неподвижную полуформу-матрицу 1 и подвижную включаюшую опорную плиту 2, плиты 3 выталкивания, несущие упор 4, колонку 5 возврата и, размеш,енный в пуансоне 6 грибковый выталкиватель 7, головка 8 которого закреплена шарнирно посредством оси 9 с возможное тью поворота в вертикальной плоскости и от стаивания от хода грибкового выталкивателя 7 вследствие наличия в нем продольного паза 10 для оси 9 головки 8. Концентрично грибковому выталкивателю 7, который снабжен со стороны головки 8 ступенью 11 меньшего диаметра, расположен разжимной элемент 12 в виде разрезного кольца, а на сопряженных поверхностях пуансона 6 и головки 8 выталкивателя 7 выполнены кольцевые проточки 13 и 14 соответственно, в которых размешен разжимной элемент 12, удерживающий головку 8 выталкивателя 7 от непроизвольного перемещения. Кроме того, грибковый выталкиватель 7 в его средней части имеет винтовой паз 15 для размещенного в опорной плите 2 направляющего пальна 16. При этом диаметр ступени 11 выталкивателя 7 не превышает диаметра кольцевой проточки 14, а следовательно, разжимной элемент 12 имеет возможность полностью на всю глубину кольцевой проточки 14 размещаться в ней, что способствует надежному удержанию головки 8 выталкивателя 7, не препятствуя ее вращению. Между опорной плитой 2 и плитой 3 выталкивания размещен упругий элемент 7. Литьевая форма работает следующим образом. После запрессовки расплава и технологической выдержки подвижная полуформа перемещается влево и при достижении хвостовиком 4 упора литьевой машины плиты 3 выталкивания с размещенными на них колонкой 5 возврата и грибковым выталкивателем 7 останавливаются, в то время как остальная часть подвижной полуформы продолжает движение, при этом разжимной элемент 12, находясь в кольцевых проточках 13 и 14, фиксирует напуансоне 6 головку 8 от произвольного смещения, в то время как ось 9 скользит вдоль продольного паза 10 грибкового выталкивателя 7 до упора ее во внутренней торец продольного паза 10. Кроме того, винтовой паз 15 грибкового выталкивателя взаимодействует с размещенным в опорной плите направляющим пальцем 16, вследствие чего грибковый выталкиватель 7 совместно с головкой 6 приобретает радиально-вращательное движение. В результате этого вращения разрущаются адгезионные связи контактирующих плоскостей отливки и головки грибкового выталкивателя 7, что в дальнейщем способствует беспрепятственному съему отливки при ее выталкивании. Моменту упора оси 9 во внутренний торец продольного паза 10 (фиг. 3) соответствует прекращение совместного вращательного движения грибкового выталкивателя 7 и его головки 8, а также поступательного движения головки 8, в то время как продолжающееся движение подвижной полуформы побуждает разжимной элемент 12, находящийся в кольцевых проточках 13 и 14, к взаимодействию с уступом ступени 11. В результате этого взаимодействия разжимной элемент 12, разжимаясь, устанавливается в кольцевую проточку 13, пуансон 6 беспрепятственно скользит вдоль грибкового выталкивателя 7, освобождаясь от отливки, головка 8 поворотом в вертикальной плоскости вокруг оси 9 производит окончательный сброс изделия (фиг. 4). Возврат грибкового выталкивателя 7 с головкой 8 в исходное положение осуществляется частично под воздействием упругого элемента 17, в результате этого головка 8 грибкового выталкивателя 7 уходит в гнездо пуансона 6. Далее под воздействием колонки 5 возврата плиты 3 выталкивания устанавливаются в исходное положение, разжимной элемент 12, под воздействием упругих сил сжимаясь, входит в кольцевую проточку 14, фиксируя головку 8. Предлагаемое изобретение за счет наежности удаления изделия обеспечивает возможность работы литьевой формы в авоматическом цикле литьевой машины.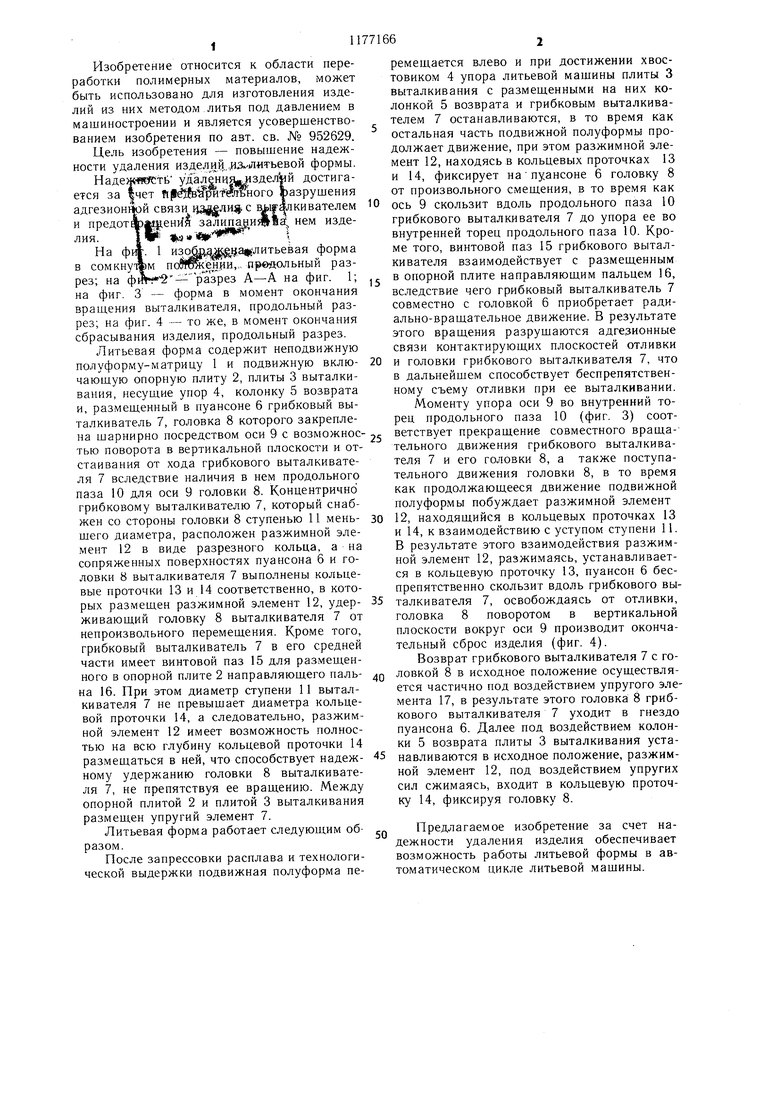
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952629A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма | 1977 |
|
SU657995A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗДЕЛИИ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ по авт. св. 952629, отличающаяся тем, что. с целью повышения надежности удаления изделий из литьевой формы, выталкиватель снабжен размещенным концентрично ему разжимным элементом в виде разрезного кольца и выполнен с продольным пазом для перемещения оси головки и винтовым пазом для направляющего пальца, которым снабжена опорная плита, причем на сопряженных поверхностях пуансона и головки выполнены кольцевые проточки для захода разжимного элемента, а выталкиватель со стороны головки снабжен выступом диаметром, не превышающим диаметра кольцевой проточки головки выталкивателя.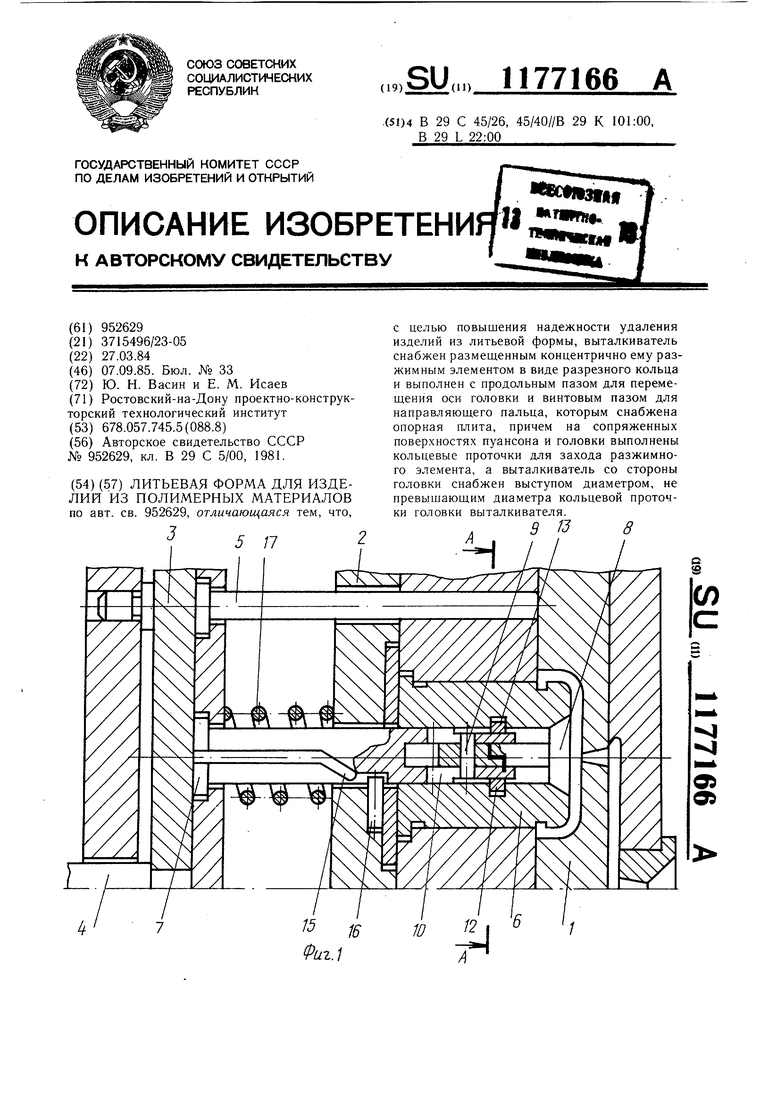
7
/4
8
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952629A1 |
| Солесос | 1922 |
|
SU29A1 |
