1
Изобретение относится к литейному производству, в частности к литью под давлением преимущественно армированных отливок.
Известна пресс-форма для получения отливки с арматурой, содержащая подвижную и неподвижную полуформы, систему выталкивания отливки. Арматура вместе с ПJтифтoм вставляется в отверстие на пуансоне. Выталкивание отливки производится толкателями 1.
Недостаток известной пресс-формы состоит в том, что для установки арматуры необходимо после выталкивания отливки полное смыкание формы и повторное размыкание. Это приводит к снижению производительности иресс-формы.
Известна также литьевая форма для изделий из полимеров с арматурой, содержащая плиту пуансона с формующими гиездамп, выталкивающую плиту с выталкивателями, укрепленный в выталкивающей плите толкатель, промежуточную плиту и устройство для возврата выталкивателей в исходное положение до смыканпя формы, включаюи1ее подпружинеиные кулачки, установленные с возможностью сближения с продольной осью ()ормы и взаимодействуюн ие с копиром 2.
Эта пресс-форма является наиболее близкой к изобретению по технической сущности и достигаемому результату.
Недостатком конструкции является наличие пружин для возврата выталкивающей плиты в исходное положение. Прессформа для литья под давлением работает в более трудных условиях (тепловая нагрузка и вследствие этого возможность задиров выталкивателей). В таких условиях иружины не всегда смогут обеспечить гарантированный возврат выталкивающей плиты в исходное положение для установки арматуры. Установка иружин, обеспечивающих большие усилия, вызовет повышенный изиос деталей устройства возврата, и работа пресс-формы будет сопровождаться больщими щумами.
Целью изобретения является повыщение надежности конструкции.
Поставленная цель достигается тем, что пресс-форма снабжена двухзвенным щарнирио-рычажным механизмом, одии рычаг которого связан с плитой пуансона, а другой- с промежуточной плптой и выполнен с выс1упом, нзаимодействуклпнм с плитой выталкивателей, при этом плита пуаисоиа устаповлопа с возможносиио перемещенпя п осевом паправлении.
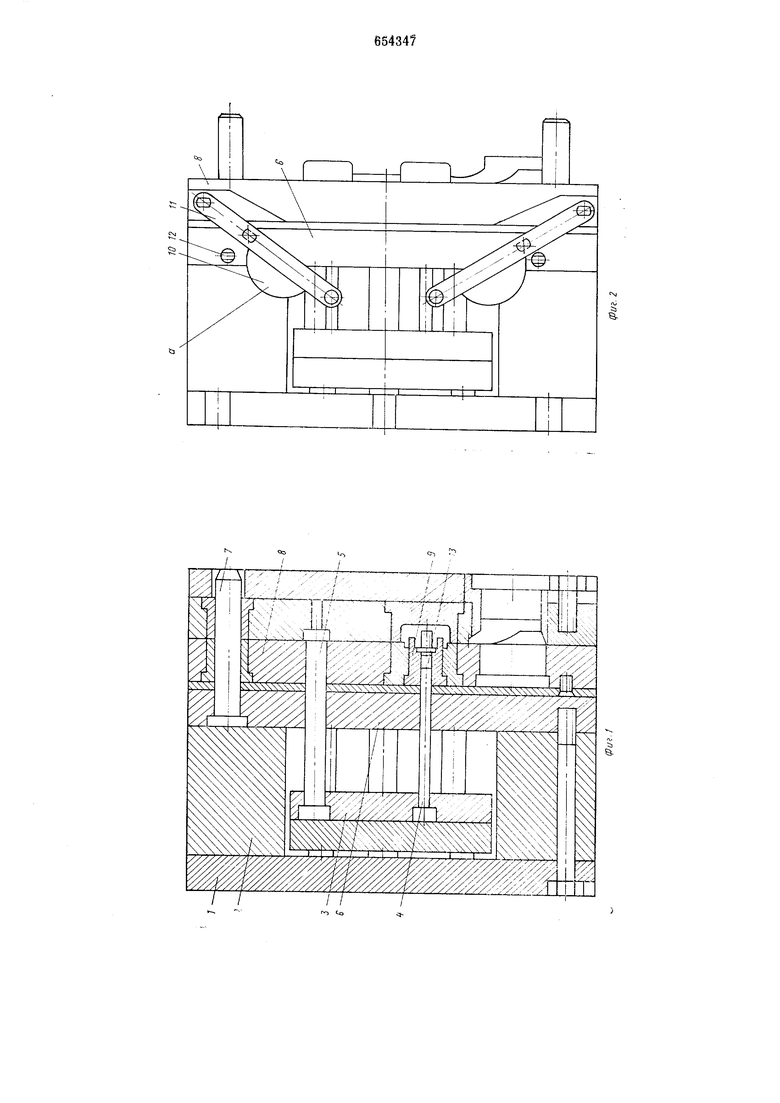
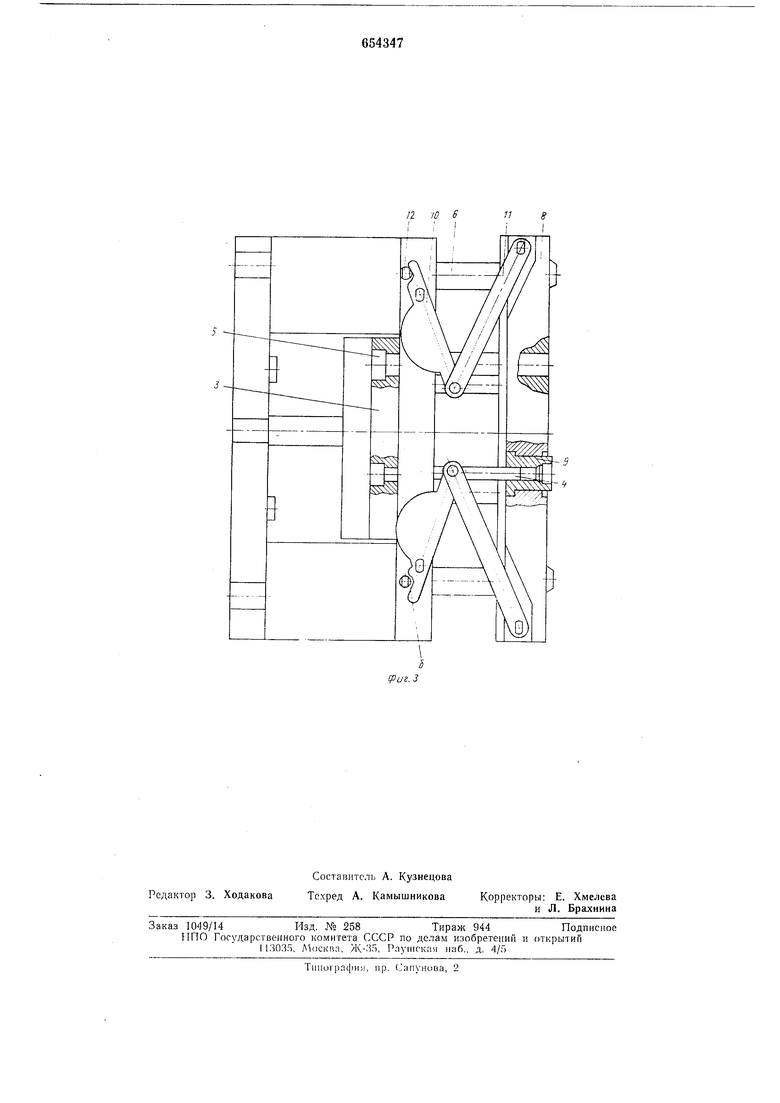
На фиг, 1 представлена предлагаемая пресс-форма, разрез; на фиг. 2 - вид на подвижную полуформу сбоку до начала хода выталкивателя отливки: на фиг. 3 - то же, в конце хода выталкивателя.
Пресс-форма содержит подвижную и неподвижную полуформы. Подвижная полуформа включает в себя плиту 1 крепления, стойки 2, плиту выталкивателей 3 с установленными в ней толкателями 4 и контртолкателями 5, промел уточную плиту 6 с установленными на пей направляющими колонками 7, плиту пуансона 8 с формообразующими вкладышами 9, двухзвепный шарнирпо-рычал пый механизм, состоящий из рычага 10, связанного с промежуточной плитой 6, и рычага И, связанного с плитой пуансона 8. Плита 6, рычаги 10 и 11 и плита 8 представляют собой кривощиппо-ползунковый механизм. Рычаг 10 выполнен с выступом а, имеющим криволинейный профиль, и углублением б. На промежуточной плите 6 установлены упоры 12.
В исходном положении до начала выталкивания отливок центры шарнирных соединений находятся на одной линии, совпадающей с продольной осью рычага 11, как показано на фиг. 2.
Пресс-форма работает следующим образом.
После запрессовки расплава пресс-форму раскрывают. До начала выталкивания кривошипно-ползунковый механизм находится в мертвом положении. Отливка вместе с арматурой 13 снимается с вкладыша 9 при помощи толкателей 4. Объем отливок заканчивается до начала взаимодействия плиты выталкивателей 3 с криволинейным выступом а рычага 10. При дальнейшем ходе плиты выталкивателей последняя поворачивает рычаги 10 вокруг щарнирных опор, установленных на промежуточной плите 6, в результате чего кривошипно-ползунковый механизм выводится из мертвой точки, а плита пуансона 8, являющаяся в этом механизме ползунком, по направляющим колопкам 7 перемещается в сторону неподвижной полуформы. При полном ходе выталкивания плита пуансона перемещается
на расстояние, равное полному ходу плиты выталкивателей 3. В этом положении, которое изображено на фиг. 3, толкатель 4 занимает положение относительно вкладыша 9 такое же, как и в исходный момент, показанный на фиг. 1, обеспечивая таким образом возможность устаповки арматуры. Торец контртолкателя при этом находится заподлицо с плоскостью разъема плиты пуансона 8. Дальнейшее перемещение по инерции плиты пуансона 8 предотвращается при помощи упоров 12, устаповлепных неподвижно на промежуточной плите 6, которые упираются в углубление б рычага 10. При смыканпи пресс-формы контртолкатель 5 одновременно с плитой пуансона 8 перемещается влево относительно подвижной полуформы. При полном смыкании все элементы пресс-формы принимают исходпое положение, как показано на фиг. 1.
Установка арматуры в раскрытой форме до начала ее смыкания приводит к увеличению производитсльпости работы в 1,5 раза.
Формула изобретения
Пресс-форма, для литья под давлением преимущественно армированных отливок, содержащая неподвижную полуформу и подвижную, включающую плиту пуансона, промежуточную плиту и плиту выталкивателей, отличающаяся тем, что, с целью повышения надежности конструкции, она снабжена двухзвенным шарпирно-рычажным механизмом, один рычаг которого связан с плитой иуансона, а другой - с промежуточной плитой и выполнен с выступом, взаимодействующим с плитой выталкивателей, при этом плита пуансона установлена с возможностью перемещения в осевом направлении.
Источники информации,
принятые во внимание при экспертизе
1.Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Каталог-справочник, ч. 3, НИИМАШ, 1967, с. 89.
2.Авторское свидетельство СССР № 295672, кл. В 29 С 1/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU876280A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU740400A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Устройство для удаления отливок из формы | 1988 |
|
SU1585063A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU884849A1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
гтгз
,- :i .- -т1Ц
. j
.
51
О
