Изобретение относится к литьевым формам для изготовления полимерных изделий на роторных и роторно-конвейерных линиях.
Известна литьевая форма для полимерных изделий, содержащая литниковую плиту с оформляющей полостью и литниковым каналом,знак пуансон.установленный ко- аксиально знаку, и приводную тягу.
Наиболее близким по технической сущности является литьевая форма для изготовления полимерных изделий на ротор- нс-конвейерной литьевой машине, содержащая корпус, литниковую плиту с оформляющей полостью и литниковым каналом, направляющие колонки, знак, установленный в корпусе и соединенный с приводной тягой, которая снабжена головкой для взаимодействия с приводом.
Недостатком этой литьевой формы является то. что она имеет узкие технические возможности, например не позволяет изготавливать двухступенчатые изделия, особенно с поднутрением на внешней ступени.
Целью изобретения является расширение технологических возможностей литьевой формы за счет увеличения быстродействия, сокращения количества технологических операций, повышения надежности выталкивания деталей
Поставленная цель достигается тем, что ь известной литьевой форме для изготовления изделий на роторно-конвейерной линии, содержащей литниковую плиту с оформляющими полостями пуансон, знак с буртом и тягу, знак уст ановлен коаксиально в пуансоне и связан с тягой, а форма снабжена установленным концентрично знаку дополнительным трубчатым знаком выполненным с двухступенчатым отверсти ем для фиксации трубчатого знака причем в отверстии диаметра большей ступени трубчатого знака размещена втулка для ограничения перемещения знака
Г™
1СЛ
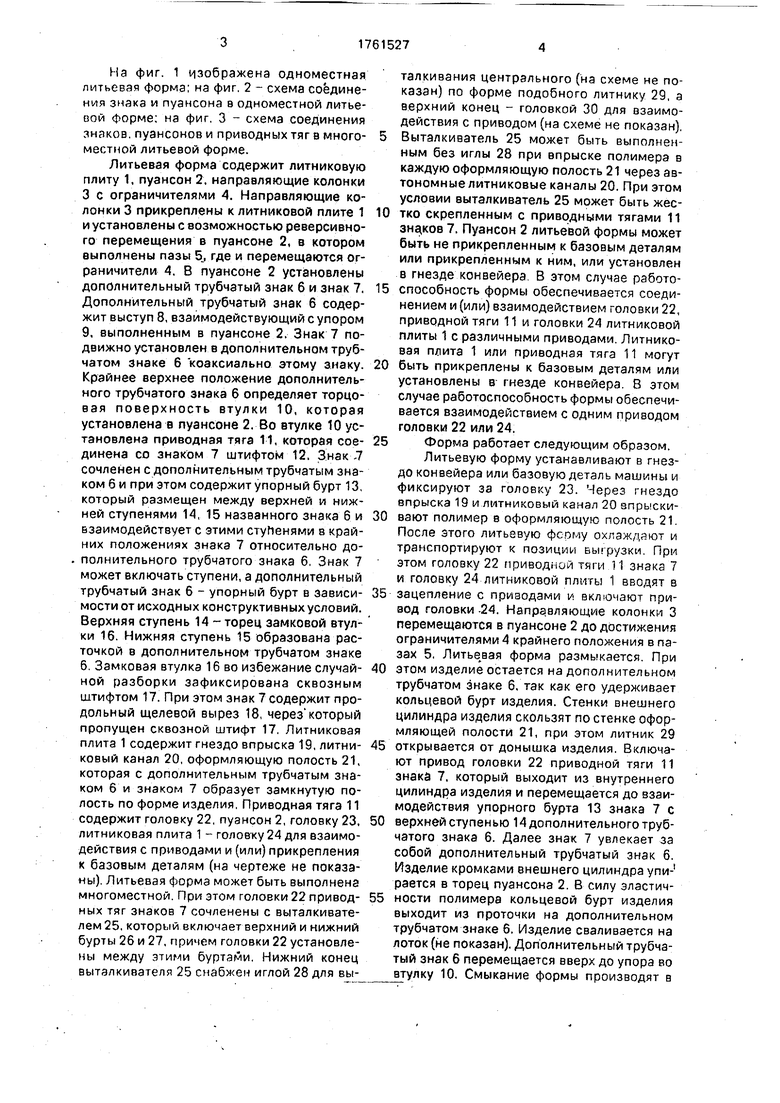
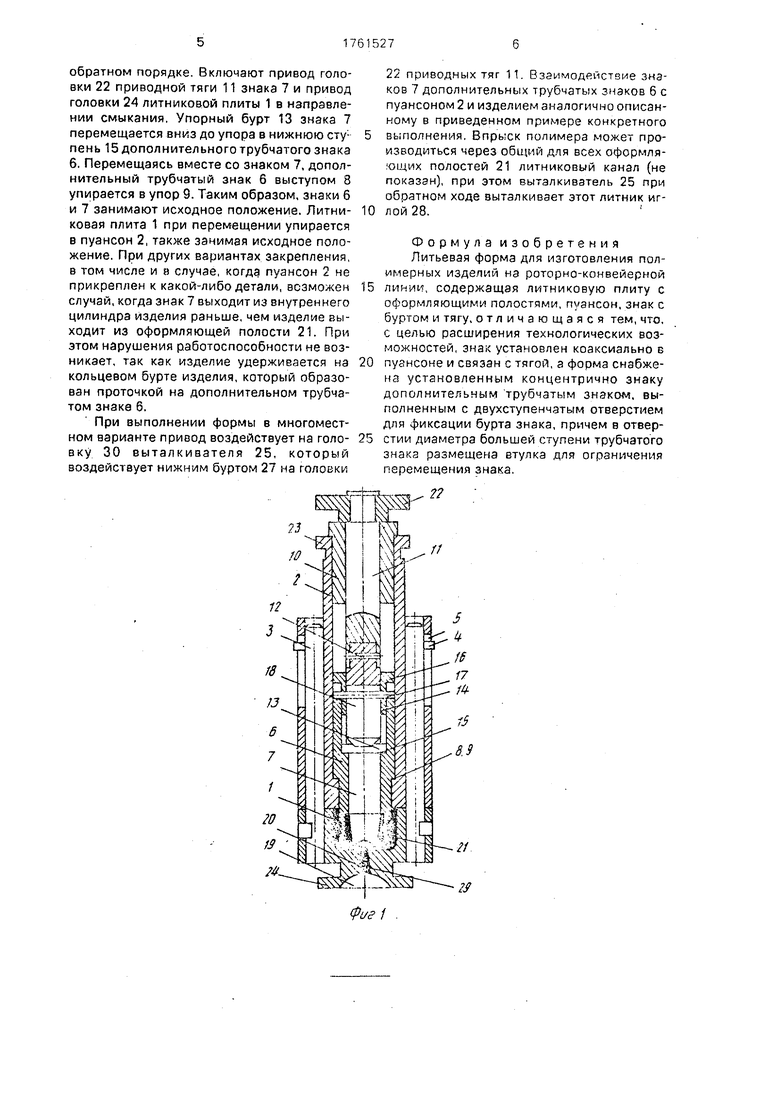
На фиг. 1 изображена одноместная итьевая форма: на фиг, 2 - схема соединеия знака и пуансона в одноместной литьевой форме; на фиг. 3 - схема соединения знаков, пуансонов и приводных тяг в многоместной литьевой форме.
Литьевая форма содержит литниковую плиту 1, пуансон 2, направляющие колонки 3 с ограничителями 4. Направляющие колонки 3 прикреплены к литниковой плите 1 и установлены с возможностью реверсивного перемещения в пуансоне 2, в котором выполнены пазы 5, где и перемещаются ограничители 4, В пуансоне 2 установлены дополнительный трубчатый знак 6 и знак 7. Дополнительный трубчатый знак 6 содержит выступ 8, взаимодействующий с упором 9, выполненным в пуансоне 2. Знак 7 подвижно установлен в дополнительном трубчатом знаке 6 коаксиально этому знаку. Крайнее верхнее положение дополнительного трубчатого знака 6 определяет торцо- вая поверхность втулки 10, которая установлена в пуансоне 2. Во втулке 10 установлена приводная тяга 11, которая соединена со знаком 7 штифтом 12. Знак .7 сочленен с дополнительным трубчатым знаком 6 и при этом содержит упорный бурт 13, который размещен между верхней и нижней ступенями 14, 15 названного знака б и взаимодействует с этими ступенями в крайних положениях знака 7 относительно до- полнительного трубчатого знака 6. Знак 7 может включать ступени, а дополнительный трубчатый знак 6 - упорный бурт в зависимости от исходных конструктивных условий. Верхняя ступень 14 -торец замковой втулки 16. Нижняя ступень 15 образована расточкой в дополнительном трубчатом знаке 6. Замковая втулка 16 во избежание случайной разборки зафиксирована сквозным штифтом 17. При этом знак 7 содержит продольный щелевой вырез 18, через который пропущен сквозной штифт 17. Литниковая плита 1 содержит гнездо впрыска 19, литниковый канал 20, оформляющую полость 21, которая с дополнительным трубчатым знаком 6 и знаком 7 образует замкнутую полость по форме изделия, Приводная тяга 11 содержит головку 22, пуансон 2, головку 23, литниковая плита 1 - головку 24 для взаимодействия с приводами и (или) прикрепления к базовым деталям (на чертеже не показаны). Литьевая форма может быть выполнена многоместной. При этом головки 22 приводных тяг знаков 7 сочленены с выталкивателем 25, который включает верхний и нижний бурты 26 и 27, причем головки 22 установлены между этими буртами. Нижний конец выталкивателя 25 снабжен иглой 28 для выталкивания центрального (на схеме не показан) по форме подобного литнику 29, а верхний конец - головкой 30 для взаимодействия с приводом (на схеме не показан).
Выталкиватель 25 может быть выполненным без иглы 28 при впрыске полимера в каждую оформляющую полость 21 через автономные литниковые каналы 20. При этом условии выталкиватель 25 может быть жес0 тко скрепленным с приводными тягами 11 знаков 7. Пуансон 2 литьевой формы может быть не прикрепленным к базовым деталям или прикрепленным к ним, или установлен в гнезде конвейера В этом случае работо5 способность формы обеспечивается соединением и (или) взаимодействием головки 22, приводной тяги 11 и головки 24 литниковой плиты 1 с различными приводами. Литниковая плита 1 или приводная тяга 11 могут
0 быть прикреплены к базовым деталям или установлены в гнезде конвейера. В этом случае работоспособность формы обеспечивается взаимодействием с одним приводом головки 22 или 24.
5 Форма работает следующим образом.
Литьевую форму устанавливают в гнездо конвейера или базовую деталь машины и фиксируют за головку 23. Через гнездо впрыска 19 и литниковый канал 20 апрыски0 вают полимер в оформляющую полость 21. После этого литьевую фспму охлаждают и транспортируют к позиции вы рузки. При этом головку 22 приводьой тяги 11 знака 7 и головку 24 литниковой плиты 1 вводят в
5 зацепление с приводами и включают привод головки -24. Направляющие колонки 3 перемещаются в пуансоне 2 до достижения ограничителями 4 крайнего положения в пазах 5. Литьевая форма размыкается. При
0 этом изделие остается на дополнительном трубчатом знаке 6, так как его удерживает кольцевой бурт изделия. Стенки внешнего цилиндра изделия скользят по стенке оформляющей полости 21, при этом литник 29
5 открывается от донышка изделия. Включают привод головки 22 приводной тяги 11 знака 7, который выходит из внутреннего цилиндра изделия и перемещается до взаимодействия упорного бурта 13 знака 7 с
0 верхней ступенью 14 дополнительного трубчатого знака 6. Далее знак 7 увлекает за собой дополнительный трубчатый знак 6. Изделие кромками внешнего цилиндра упи-1 рается в торец пуансона 2. В силу эластич5 ности полимера кольцевой бурт изделия выходит из проточки на дополнительном трубчатом знаке 6, Изделие сваливается на лоток (не показан). Дополнительный трубчатый знак 6 перемещается вверх до упора во втулку 10. Смыкание формы производят в
обратном порядке. Включают привод головки 22 приводной тяги 11 знака 7 и привод головки 24 литниковой плиты 1 в направлении смыкания. Упорный бурт 13 знака 7 перемещается вниз до упора в нижнюю сту1 пень 15 дополнительного трубчатого знака 6. Перемещаясь вместе со знаком 7, дополнительный трубчатый знак 6 выступом 8 упирается в упор 9. Таким образом, знаки 6 и 7 занимают исходное положение. Литни- ковая плита 1 при перемещении упирается в пуансон 2, также занимая исходное положение. При других вариантах закрепления, в том числе и в случае, когда пуансон 2 не прикреплен к какой-либо детали, возможен случай, когда знак 7 выходит из внутреннего цилиндра изделия раньше, чем изделие выходит из оформляющей полости 21. При этом нарушения работоспособности не возникает, так как изделие удерживается на кольцевом бурте изделия, который образован проточкой на дополнительном трубчатом знаке 6.
При выполнении формы в многоместном варианте привод воздействует на голо- вку 30 выталкивателя 25, который воздействует нижним буртом 27 на головки
22 приводных тяг 11. Взаимодействие знаков 7 дополнительных трубчатых знаков 6 с пуансоном 2 и изделием аналогично описанному в приведенном примере конкретного выполнения. Впрыск полимера может производиться через общий для всех оформляющих полостей 21 литниковый канал (не показан), при этом выталкиватель 25 при обратном ходе выталкивает этот литник иглой 28.
Формула изобретения Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии, содержащая литниковую плиту с оформляющими полостями, пуансон, знак с буртом и тягу, отличающаяся тем, что, с целью расширения технологических возможностей, знак установлен коаксиально в пузнсоне и связан с тягой, а форма снабжена установленным концентрично знаку дополнительным трубчатым знаком, выполненным с двухступенчатым отверстием для фиксации бурта знака, причем в отверстии диаметра большей ступени трубчатого знака размещена втулка для ограничения перемещения знака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1525008A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
Использование расширение технологических возможностей путем сокращения технологических операций, порышени надежности выталкивания изделий, Сущность изобретения, форма содержит литниковую плиту 1 с оформляющими полостями 21, тцгу 11. Знак 7 .с буртсм установлен коаксиапьно в пуансоне 2 и связан с тягой 11. Форма снабжена установленным кониентрично знаку 7 дополнительным трубчатым знаком 6, который выполнен с двухступенчатым отверстием для фиксации буртсг знакч 7 Для ограничения перемещения знака 7 в отверстии диаметра большей ступени трубчатого знака 6 размещена втуп-о 10. 3 ил
2
21
Zf
Фаз. 2
| Литьевая форма | 1972 |
|
SU469606A1 |
