I Изобретение относится к металлур гии, в частности к устройствам для продувки металла, и может быть использовано в сталеплавильных цехах. Цель изобретения - увеличение стойкости наконечника при пиковых тепловых нагрузках. При увеличении в 1,5-2,0 раза теплового потока на торцовую стенку начинает возрастать ее температура. Сплошная медная стенка через 5-10 с нагревается до температуры плавлени меди (1083 с) и прогорает. Еслисте ка содержит полость, заполненную сплавом алюминия, то по достижении температуры 540-660 С, в зависимости от состава сплава, начинает плавиться алюминиевый сплав. На его расплавление расходуется тепло в ко личестве 310-385 Дж/г, что в 1,51,8 раза превышает теплоту плавлени меди (213,5 Дж/г). В связи с расход .ванием тепла на плавление сплава происходит задержка на 10-15 с даль нейшего повьшения температуры стенки наконечника. В большинстве случаев длительность воздействия вспле ков металла не превышает этих значе ний. Кроме того, появляется возможность использования системы автома- - тического подъема фурмы по сигналу датчика повышения температуры, быст родействие которой находится в пределах 8-10 с. На чертеже изображен общий вид фурмы, разрез. Фурма содержит медный наконечник сопла 2, расположенные под углом к ее оси, и трубы 3-5 для подвода кислорода и охлаждающей воды. Наконечник имеет торцовую стенку 6, рас ; положеннзлю между соплами, внутри ко торой выполнена полость 7, заполнен ная алюминиевым сплавом. Фурма работает следующим образом В период продувки по трубе 3 поступает кислород, который.через соп па 3 вдувается, в расплав. Внутри труб 4 и 5 циркулирует вода, охлаждающая наконечник, предохраняя его от прогара. Торцовая стенка значительно чаще, чем другие участки фурмы, подвергается воздействию всплесков металла, следовательно, пиковых тепловых потоков. При повышении теп лопотока на торец наконечника сверх номинального уровня температура торцовой стенки, повышается вплоть до 357 температуры плавления алюминиевого сплава. За время расплавления спла- ва температура держится постоянной. После расплавления, если воздействие пикового теплопотока прекращается, сплав под воздействием водяного охлаждения кристаллизуется. Предложенные составы и количества сплавов дают возможность защитить торцовую стейку от прогара под воздействием пикового теплопотока величиной 6-10 течение 15 с. МаТериал, заполняющий полость в торцовой стенке, представляет собой сплав на основе алюминия как элемента, имеющего температуру плавления ниже, чем меди (660,1°С по сравнению с 1083 CJ, ив то же время высокую теплоту плавления (385 Дж/г) и высокую теплопроводность (209,3 Вт/м С. Компонентами сплава могут быть различные элементы магний, кремний, железо, бериллий, никель, молибден и т.д. Содержание алюминия в сплаве составляет 60-99%. Увеличение в алюминиевом сплаве легирующих элементов понижает теплопроводность, теплоту и температуру плавления, поэтому ухудшает теплофизические свойства сплава с точки зрения защиты торцовой стенки от прогара. Чем выше содержание алюминия в сплаве, чем меньше его количество при прочих одинаковых условиях необходимо для выполнения защитной функции. Однако применение сплава с содержанием алюминия свыше 99,9% нецелесообразно из-за его дефицитности и высокой стоимости. Применение силава с содержанием менее 60% алюминия нецелесообразно из-за недостаточного эффекта охлаждения при плавлении, вызванного уменьшением теплоты плавления сплава ниже 300 Дж/г при увеличении содержания легирующих компонентов. Оптимальные пределы количества сплава установлены экспериментально. Для эффективной защиты торцовой стенки от прогаров при обычно имеющих место пиковых тепловых нагрузках количество сплава должно составлять 3-30% массы торцовой стенки. При содержании сплава менее 3% массы стенки защитный эффект недостаточен даже при использовании алюминия чистотой 99,9%. При содержании сплава более 30% ухудшаются условия охлаждения участка торцовой стенки, от3n
.деляющего полость, заполненную сплавом, от наружной поверхности торца.
Поэтому повышается вероятность ее прогара.
Пример 1. Наконечник фурмы диаметром 219 мм конвертера садкой 150 т выполняют с толщиной медной стенки 12 мм. Средний диаметр торцовой стенки (в пределах межсоплового контура равен 120 мм. В центре торцовой стенки выполнен прилив, выступающий внутрь межсоплового про |странства. В приливе выточена полост объемом 64 см с тонкостенными (2 мм бортами. В полость заливают 170 г расплавленного технического алюминия чистотой 99%. После затвердевания алюминия борта полости завальцовьшают и зачеканивают для придания герметичности. Общая масса торцовой стенки 1,35 кг, количество алюминиевого сплава составляет 12% массы стенки.
Пример 2. Наконечник фурмы диаметром 426 мм конвертера саДкой 400. т изготовляют по той же техно логин, что и в примере 1, Толщину медной стенки принимают также 12 Мм, средний диаметр торцовой стенки в .пределах межсоплового контура составляет 260 мм. Общая масса торцовой стенки 6,1 кг, объем Полости внутри торцовой стенки 875 см , весовое
574
количество силумина (80% алюминия и 20% кремния) 2,3 кг, что составляет 30% от массы торцовой стенки.
Пример 3. Наконечник фурмы диаметром I14 мм конвертера садкой 10 т изготавливают по технологии, описанной в примере 1. Толщина медной стенки равна 8 мм. СреДний диаметр торцовой стенки трехсопловой
фурмы 80 мм, общая масс.а торцовой стенки 410 г, в том числе количество сплава АМС (алюминий 97%, магний 8% .и кремний 1% j 80 г, или 20% массы торцовой стенки. Объем полости,
занятой сплавом АМС, 30 см .
Каждая четвертая фурма выхода т из строя из-за прогара торцовой стенки .наконечника. В цехе с годовым щзризводством стали 4,0 млн. т по этой причине приходится в год заменять до 200 фурм. Предохранение от прогара только половины этого количества (100 шт. в год) фурма позволяет получить экономию рабочего времени кон.вертера 500 мин/год, учитывая, что переход на продувку новой фурмой взамен сгоревшей удлиняет плавку в среднем на 5 мин. Экономия агрегатного времени конвертера садкой 160 т позволит увеличить выплавку
стали на 2000 т, длительность плавки 40 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фурма для продувки расплава | 1987 |
|
SU1421776A1 |
| КИСЛОРОДНАЯ ФУРМА | 1991 |
|
RU2054048C1 |
| ДУТЬЕВАЯ ФУРМА ДЛЯ ДОМЕННЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233338C1 |
| Фурма доменной печи | 1979 |
|
SU876719A1 |
| СПОСОБ ВЫПЛАВКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ДУПЛЕКС-ПРОЦЕССОМ | 2003 |
|
RU2268310C2 |
| Способ выплавки стали в кислородном конвертере | 1989 |
|
SU1643616A1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ И СПОСОБ НАНЕСЕНИЯ ЗАШИТНОГО ПОКРЫТИЯ НА ДУТЬЕВУЮ ФУРМУ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2235789C2 |
| Способ охлаждения дутьевых фурм доменной печи и система для его осуществления | 2023 |
|
RU2820434C1 |
| Способ управления кислородным конвертером | 1990 |
|
SU1766964A1 |
| Способ рафинирования меди и ее сплавов | 1984 |
|
SU1237717A1 |
ФУРМА, содержащая.корпус и медный наконечник с соплами, расположенными под углом к её оси, отличающаяся тем, что, с целью увеличения стойкости наконечника при пиковых тепловых нагрузках, в торцовой стенке наконечника выполнена полость, заполненная сплавом, содержащим 60,0-99,9% asaotmiiwa, при этом количество сплава составляет 3-30% массы торцовой стенки наконечника, . ffo/a СП Ч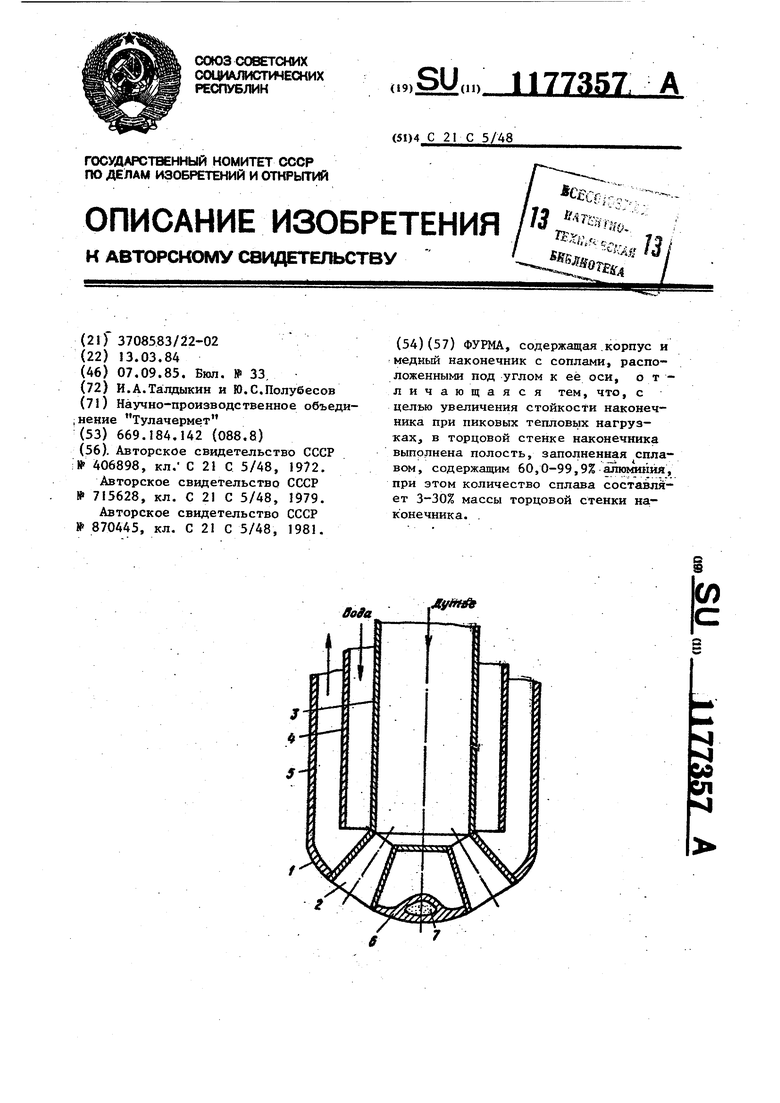
| ФУРМА ДЛЯ ПРОДУВКИ СТАЛЕПЛАВИЛЬНОЙ ВАННЫ | 0 |
|
SU406898A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Фурма для продувки жидкого металла | 1978 |
|
SU715628A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
