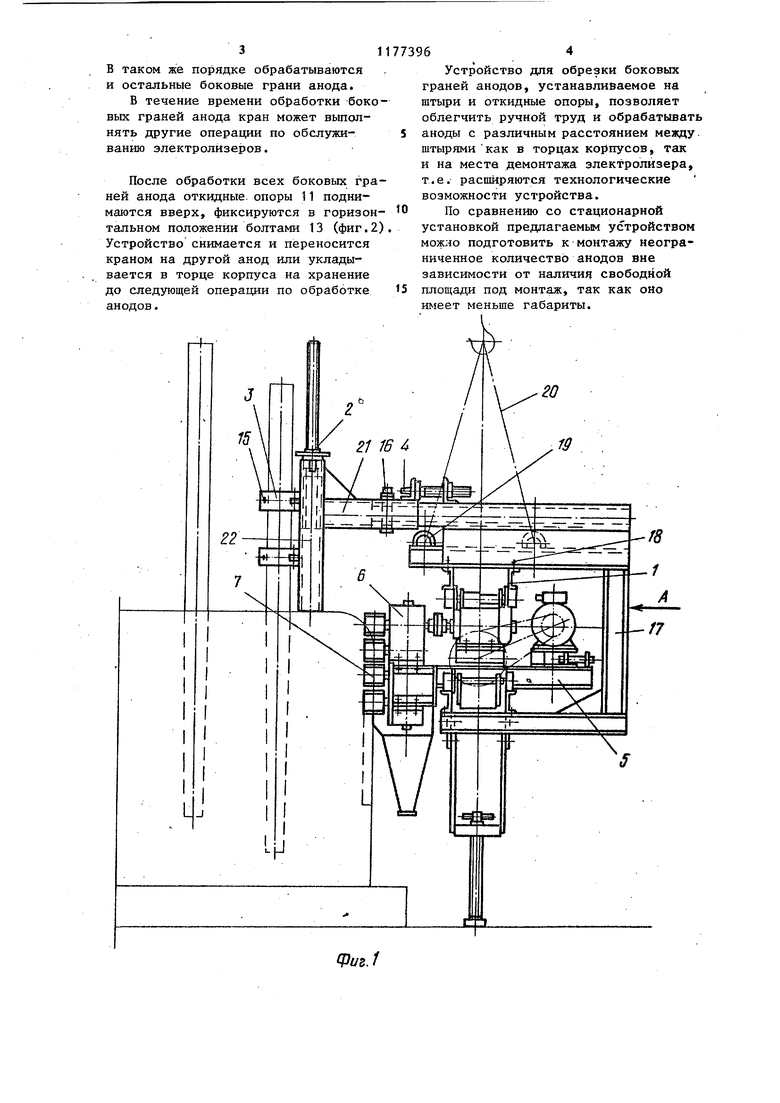
Изобретение относится к цветной металлургии, к оборудованию для обслуживания алюминиевых электролизеров, в частности к устройству для обрезки боковых граней анодов. Цель изобретения - уменьшение габаритов устройства и расширение функциональных возможностей. На фиг.1 изображено устройство д обрезки боковых граней анодов алюминиевых электролизеров, общий вид на фиг.2 - вид А на фиг.1. Устройство для обрезки боковых граней анода алюминиевых электролизеров содержит направляющую 1, два механизма 2 регулирования по вертикали с захватами 3, которыми они крепятся к штырям анода, два механи ма 4 регулирования по горизонтали, тележку 5 с механизмом 6 вращения рабочего органа, который включает в себя электродвигатель, редуктор и фрезы 7, и механизмом 8 передвижени который включает в себя электродвигатель, клиноременную передачу, редуктор , ролики 9 и 10 приводные и холостые соответственно, две опоры 11 откидные, регулируемые по высоте которые вращаются на осях 12 и закрепляются болтами 13 в рабочем положении и в откинутом положении при транспортировке устройства. Дпя сбора срезанной анодной мас сы, которую можно пустить в производство, установлен бункер 14 с ши бером для выгрузки. Захваты 3 крепятся к штырям откидными болтами 15. Направляющая 1 после регулировки расстояния фрез от штырей механизмов 4 закрепляется на кронштейне механизма 2 регулиро вания по вертикали болтами 16. Положение кронштейнов 17, на которых крепится направляющая 1,в зависимости от расстояния между шты рями фиксируется болтами 18, которы проходят в продольных прореЗя4н: швел леров направляющей 1. Для транспортировки устройства и установки его на анод к кронштей нам направляющей приведены проушины 19, за которые цепляется четырехветвевой строп 20. Устройство для обрезки боковых граней анода алюминиевых электролизеров работает следующим образом Для каждого типа электролизера определяется расстояние фрез 7 от оси крайних штырей анода. С помощью механизма 4 регулирования по горизонтали устанавливаются кронштейны 21 механизма 2 регулирования по вертикали на кронштейны 17 направляющей 1 и закреЛляются болтами 16. Затем определяется расстояние между штырями, на которые закрепляются механизмы 2 регулирования по вертикали и устанавливаются на этом расстоянии подвижные кронштейны 17 направляющей 1 и закрепляются болтами 18. Тележка 5 отгоняется в крайнее правое положение (фиг.2), фиксируется в направляющей 1, винты механизма 4 регулирования по вертикали выводятся в .верхнее положение (фиг.1). Собранное и отрегулированное устройство с помощью стропов 20 краном устанавливается на анод, закрепляется захватами 3 за штыри, устанавливаются откидные опоры 11 в вертикальное положение и закрепляются болтами 13 к кронштейнам (неподвижным) направляющей 1. С помощью винтов откидных опор 11 направляющая 1 подпирается и снимаются консольные нагрузки на штыри и анод. Устройство готово к работе. Включается механизм 6 вращения фрез 7, затем механизм 8 передвилсения тележки 5, и производится обрезка верхней части боковой грани анода. После того как тележка 5 пройдет до конца направляющей 1 рамы и остановится с помощью концевого выключателя, направляющую 1 опускают с помощью винтов механизма 2 регулирования по вертикали на окончательную высоту обрезки. Включается обратный ход и тележка 5 движется назад, срезая фрезами 7 нижнюю часть грани анода. При подходе назад тележка 5 останавливается концевыми выключателями в крайнем правом положении. Одна грань анода обработана. Затем устройство снима ется и переносится на противоположную грань анода, предварительно опустив направляющие 22 механизмов 2 регулирования по вертикали вниз в исходное положение вращением маховичка винта. 3 в таком же порядке обрабатываются и остальные боковые грани анода. В течение времени обработки боко вых граней анода кран может выполнять другие операции по обслуживанию электролизеров. После обработки всех боковых гра ней анода откидные, опоры 11 поднимаются вверх, фиксируются в горизон тальном положении болтами 13 (фиг.2 Устройство снимается и переносится краном на другой анод или укладывается в торце корпуса на хранение до следующей операции по обработке анодов. cpag. 64 Устройство для обрезки боковых граней анодов, устанавливаемое на штыри и откидные опоры, позволяет облегчить ручной труд и обрабатывать аноды с различным расстоянием между штырями как в торцах корпусов, так и на места демонтажа электролизера, т.е. расширяются технологические возможности устройства. По сравнению со стационарной установкой предлагаемьм устройством можно подготовить к монтажу неограниченное количество анодов вне зависимости от наличия свободной площади под монтаж, так как оно имеет меньше габариты.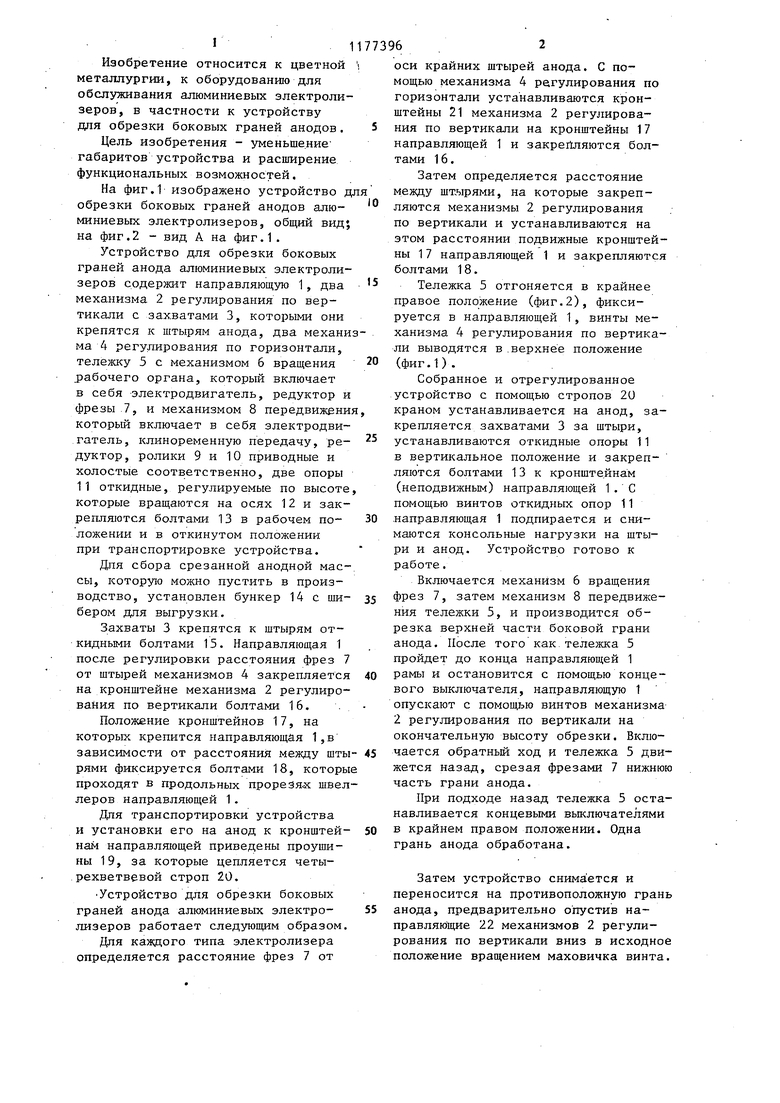
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной станок | 1990 |
|
SU1710217A1 |
| ПАПНТНО- ^,, | 1969 |
|
SU254105A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| МАШИНА ДЛЯ ОБСЛУЖИВАНИЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1969 |
|
SU251833A1 |
| УСТРОЙСТВО ДЛЯ ВРЕМЕННОЙ ПОДВЕСКИ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2092620C1 |
| МАШИНА ДЛЯ КОНТУРНОЙ ЧЕКАНКИ ПОБЕГОВ ВИНОГРАДНОЙ ЛОЗЫ | 2024 |
|
RU2839884C1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ и ОСВОБОЖДЕНИЯ ГРУППОВЫХ ЗАЖИМОВ ШТЫРЕЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ВЕРХНИМ ПОДВОДОМ ТОКА | 1972 |
|
SU328202A1 |
| МАШИНА ДЛЯ ИЗВЛЕЧЕНИЯ АНОДНЫХ ШТЫРЕЙ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С БОКОВЫМтокоподводом | 1972 |
|
SU330206A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Машина для забивки анодных штырей | 1972 |
|
SU673669A1 |
1. УСТРОЙСТВО ДЛЯ ОБРЕЗКИ БОКОВЫХ ГРАНЕЙ АНОДОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ, содержащее направляющзш), установленную на ней тележку с режущим механизмом в виде фрез с приводом, о т л и ч а ю-щ ее ся тем, что, с целью уменьшения габаритов устройства и расширения функциональных возможностей, оно снабжено захватами для крепления к штырям анода и шарнирно закрепленными опорами с винтовыммеханизмом. 2,5стройство по П.1, о т л ичающееся тем, что оно снабжено механизмами регулировки направляющей по вертикали и горизонтали относительно анода. 3.Устройство по пп,. 1 и 2, о тл и ч а ю щ е Ё с я тем, что оно снабжено приспособлением дпя регулирования положения его относительно анодных штырей. 
| Патент США № 4119505, кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| Иркутский алюминиевьй завод, . | |||
