Изобретение относится к переносным станкам и может быть использовано при обработке поверхностей на длинных базовых деталях, например при ремонте шин анодных устройств алюминиевых электролизеров.
Известно приспособление для механической подрезки торцов пакета труб, содержащее закрепленный на элементах обрабатываемой детали посредством опор и прижимов корпуса с рычагом-направляющей, на которой размещена приводная головка с режущим инструментом.
Однако известное приспособление не имеет элементов угловой настройки режущего инструмента относительно базовой поверхности и не обеспечивает обработки всей детали без переустановки на другую рабочую позицию, а при переустановке необходима и новая высотная нйстройка, что снижает производительность приспособления.
Наиболее близким по технической сущности является переносной станок для обработки плоскостей, содержащий корпус, в направляющих которого размещена приводная головка с режущим инструментом, элементы угловой настройки, опору, связанную с корпусом, закрепляемую на обрабатываемой детали посредством прижимов.
Недостатком известного переносного станка является сложность процесса его перемещения, необходимость обязательной угловой настройки после каждого его перемещения на другую рабочую позицию, что снижает производительность станка.
Целью изобретения является повышение производительности станка при обработке шин анодных устройств алюминиевого электролизера за счет упрощения перемещения его относительно обрабаты ваемой поверхности без переналадки углового положения.
Поставленная цель достигается тем, что переносной станок, содержащий корпус с опорой для обрабатываемой поверхности, установленную на направляющих фрезерную головку, прижимы, устройство для регулирования углового положения фрезы, снабжен скобой, связанной с корпусом, размещенной напротив прижимов, которые выполнены в форме рычагов и шарнирно соединены с корпусом, а устройство для регулирования углового положения фрезы выполнено в виде шарнирнс соединенного со скобой и корпусом рычага с фиксатором его углового положения в плоскости перемещения фрезерной головки. Кроме того, с целью обеспечения обработки шин с токоподводсм в плоскости контакта прижимов с шиной прижимы установлены с возможностью поворота в плоскости, перпендикулярной плоскости перемещения головки.
На фиг.1 показан переносной станок,
установленный на анодное устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Переносной станок содержит корпус 1 (фиг. 1), имеющий направляющие 2, привод
0 3 подачи и рукоятки 4, В направляющих 2 установлена приводная фрезерная головка 5, включающая режущий инструмент 6 фрезу с режущей кромкой К, винт7 настройки на глубину резания и фиксатор 8.
5 Корпус 1 содержит опоры 9, взаимодействующие с поверхностью В и замковыми шпильками 10 шины 11. Осью 12 корпус 1 соединен с рычагом 13 устройства регулирования углового положения фрезы, который
0 посредством шарнира 14 установлен на скобе 15, охватывающей балку 16 анодного устройства и закрепленной на ней прижимными винтами 17. Балка 16 жестко соединена с шиной 11 и имеет базовую посадочную плоскость D. На свободном плече рычага 13 установлен фиксатор 18 регулирования углового положения режущего инструмента б совместно с корпусом 1 относительно плоскости D для сохранения
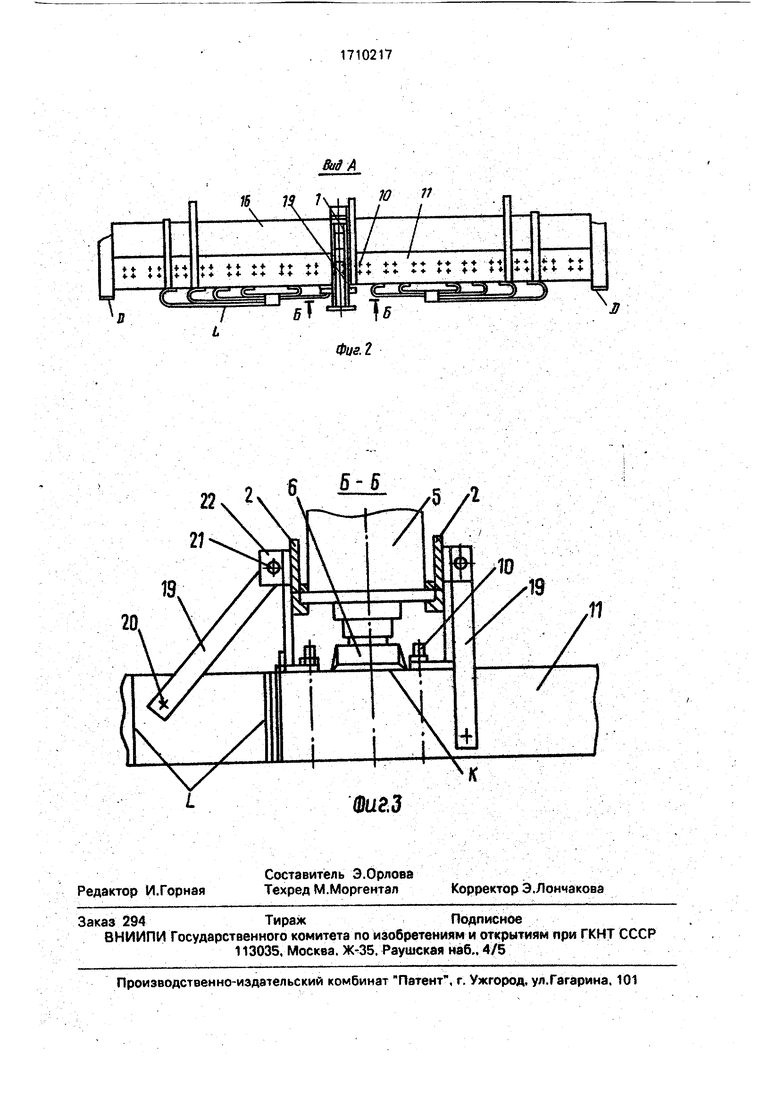
0 вертикальног о расположения обрабатываемых поверхностей на всей длине шины 11. , На корпусе 1 с противоположной скобе 15 стороны размещены прижимы 19, которые посредством установочных винтов 20
5 взаимодействуют с шиной 11. Прижимы 19 . выполнены в форме рычагов, соединенных осями 21с кронштейнами 22, шарнирно установленными на корпусе 1 посредством осей 23. Положение кронштейнов 22 на кор0 пусе 1 регулируется упорами 24.
В анодных устройствах, шины 11 которых имеют тающий токоподвод, установочные винты 20 размещены между нитями Lтакого токоподвода.
5 Переносной станок работает следующим образом.
Оплавленные в процессе работы электролизера места контакта шин 11 анодного устройства со штырями анодов навариваютQ ся, а затем для фрезеровки этих поверхностей с сохранением вертикального их расположения на всей длине шины 11 относительно горизонта - базы для установки алюминиевого электролизера на анодную
5 балку 16 навешивается посредством скобы 15 переносной станок. Скоба 15 закрепляется на анодной балке 16 прижимными винтами 17. Корпус 1 под собственным весом поворачивается на шарнире 14 относительно закрепленной скобы 15 совместно с рычагом 13 до упора опор 9 в поверхность В шины 11. Далее производится угловая настройка режущего инструмента 6 относительно горизонтальной базовой посадочной плоскости анодного устройства. Для этого фиксатором 18 углового положения поворачивают на шарнире 14 рычаг 13, который через ось i2 перемещает корпус 1 с размещенной в его направляющих 2 приводной фрезерной головкой 5 с режущим инструментом - фрезой 6 до совмещения плоскости К инструмента 6 с вертикалью относительно горизонтальной плоскости D.
Положение корпуса 1 фиксируется посредством поджима установочных винтов 20, прижимов 19 к прилегающей плоскости, анодной шикы 11 и упоров 24 в кронштейны 22 с целью предотвращения проворота последнего на оси 23 корпуса 1.
Для создания дополнительной жесткости системы станок - деталь - инструмент опоры 9 закрег1ляются на замковых шпильках 10. Режущий инструмент 6 винтом 7 настраивается на необходимую глубину резания, фиксируется в этом положении фиксатором 8, а затем включают приводную головку 5 и приводом 3 подачи обеспечивают перемещение инструмента 6 на длину обработки.
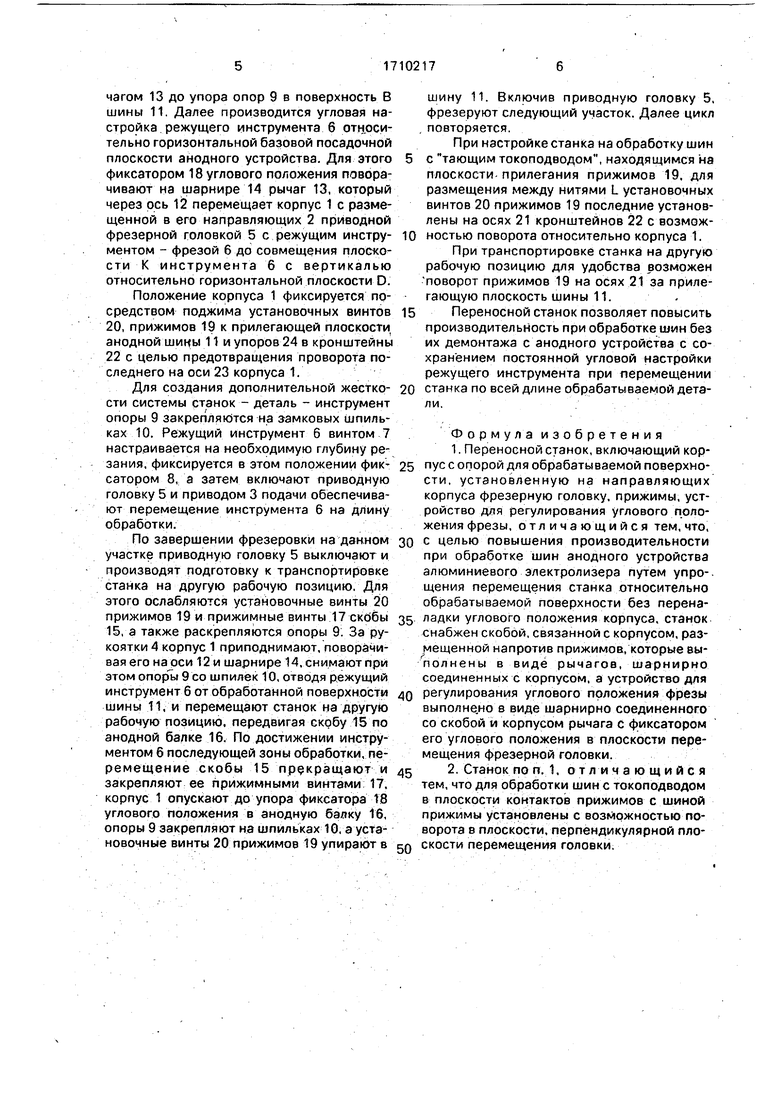
По завершении фрезеровки на данном участке приводную головку 5 выключают и производят подготовку к транспортировке станка на другую рабочую позицию, Для этого ослабляются установочные винты 20 прижимов 19 и прижимные винты 17 скобы 15, а также раскрепляются опоры 9. За рукоятки 4 корпус 1 приподнимают, поворачивая его на оси 12 и шарнире 14, снимают при этом опорЪ 9 со шпилек 10, отводя режущий инструмент 6 от обработанной поверхности шины 11, и перемещают станок на другую рабочую позицию, передвигая скобу 15 по анодной балке 16. По достижении инструментом 6 последующей зоны обработки, перемещение скобы 15 прекращают и закрепляют ее прижимными винтами: 17, корпус 1 опускают до упора фиксатора 18 углового положения в анодную балку 16, опоры 9 закрепляют на шпильках 10, а установочные винты 20 прижимов 19 упирают в
шину 11. Включив приводную головку 5, фрезеруют следующий участок. Далее цикл повторяется.
При настройке станка на обработку шин
с тающим токоподводом, находящимся на плоскости- прилегания прижимов 19, для размещения между нитями L установочных винтов 20 прижимов 19 последние установлены на осях 21 кронштейнов 22 с возможностью поворота относительно корпуса 1.
При транспортировке станка на другую рабочую позицию для удобства возможен поворот прижимов 19 на осях 21 за прилегающую плоскость щины 11.
Переносной станок позволяет повысить производительность при обработке шин без их демонтажа с анодного устройства с сохранением постоянной угловой настройки режущего инструмента при перемещении
станка по всей длине обрабатываемой детали.
Формула изобретения
1. Переносной станок, включающий корпус с опорой для обрабатываемой поверхности, установленную на направляющих корпуса фрезерную головку, прижимы, устройство для регулирования углового положения фрезы, отличающийся тем, что,
с целью повышения производительности при обработке шин анодного устройства алюминиевого электролизера путем упрощения перемещения станка относительно обрабатываемой поверхности без переналадки углового положения корпуса, станок снабжен скобой, связанной с корпусом, размещенной напротив прижимов, которые выполнены в виде рычагов, шарнирно соединенных с корпусом, а устройство для
регулирования углового положения фрезы выполне.но в виде шарнирно соединенного со скобой и корпусом рычага с фиксатором его углового положения в плоскости перемещения фрезерной головки.
2. Станок по п,1, отличающийся тем, что для обработки шин с токоподводом в плоскости контактов прижимов с шиной прижимы установлены с возможностью поворота в плоскости, перпендикулярной плоскости перемещения головки.
Ч
tf
ж 7; / /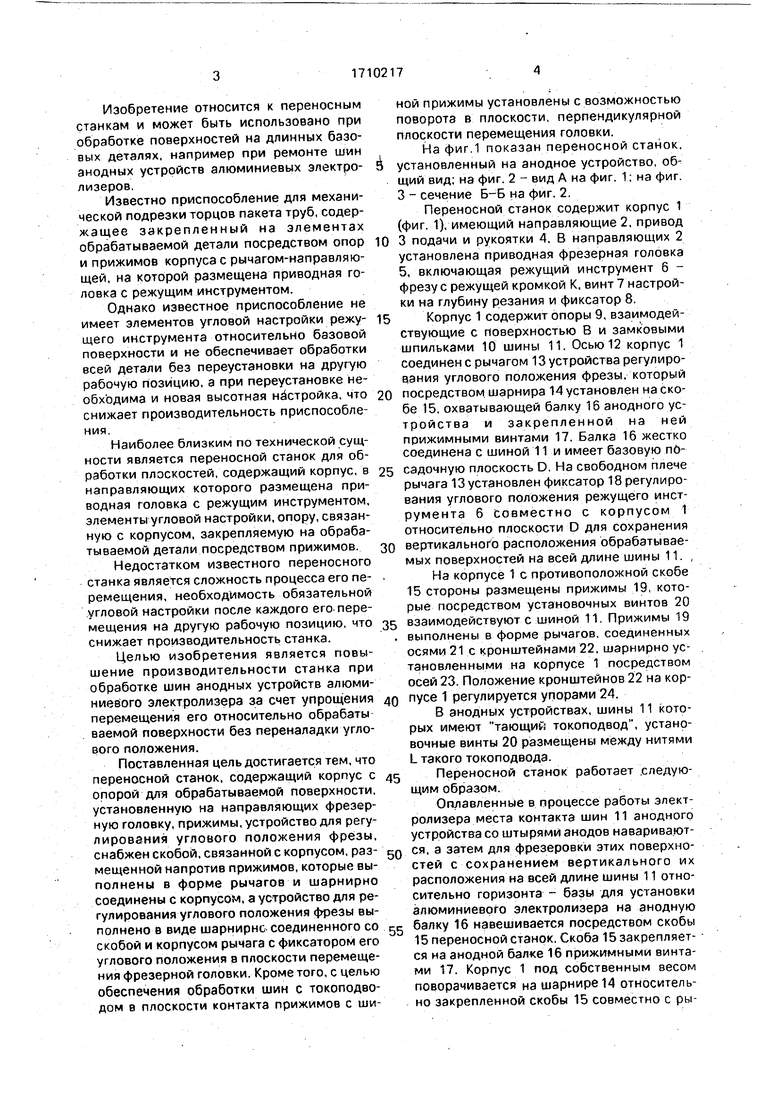
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038960C1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ ПОПЕРЕК ВОЛОКОН В ДВУХ И БОЛЕЕ ПЛОСКОСТЯХ РАЗЛИЧНЫХ ФОРМ ПОПЕРЕЧНЫХ СЕЧЕНИЙ | 2012 |
|
RU2516781C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
Изобретение относится к переносным .станкам и может быть использовано приобработке поверхностей на длинных базо^ вых деталях, например при ремонте шин анодных устройств алюминиевых электролизеров. Цель изобретения'- повышениепроизводительности при обработке шин анодного устройства алюминиевого электролизера за счет упрощения перемещения станка относительно обрабатываемой поверхности. Ста«ок включает корпус 1. прижимы 19, которые посредством установочных винтов 20 взаимодействуют с обрабатываемой шиной 11. Со стороны, противоположнрй прижимам, расположена скоба 15, охватывающая балку 16 анодного устройства. Со скобой и корпусом 1 шар.нир- • но соединен рычаг 13, снабженный фиксатором 18 его углового положения. Прижимы 19 выполнены в виде рычагов, шарнирно соединенных с корпусом 1. При обработке шин с токоподводом в плоскости контактов прижимов с шиной прижимы 19 установлены с возможностью поворота на осях 21. 1 з. п. ф-лы, 3 ил.feп 152<гО Ndх4>&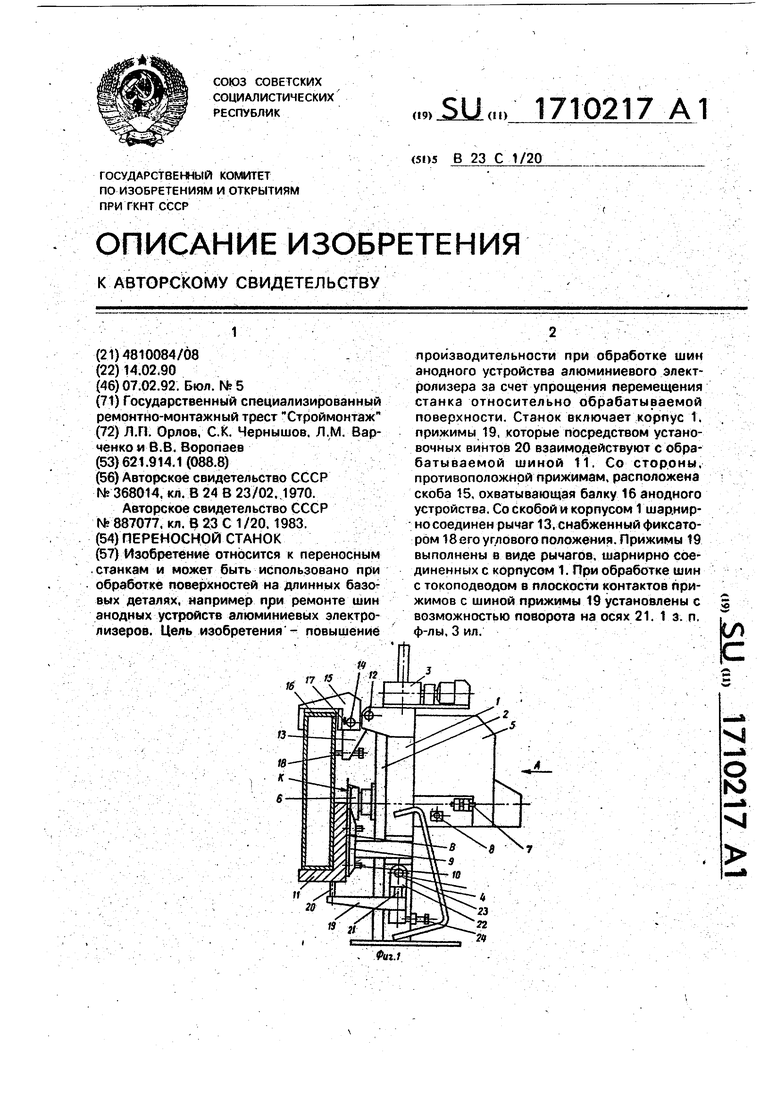
44 4.«. f ff- t
+ 4
4, 4. 4--t 4 +
Т
яТ
17
«i «
+ -I- 4- « « «t f «
+
s
| ШТЯТКСРТГХЖЕ^ | 0 |
|
SU368014A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| ,1970.Авторское свидетельство СССР № 887077, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
