Изобретение относится к машиностроению, приборостроению и может быть использовано для обработки металлических основ абразивного инструмента из высокотвердых материалов.
Цель изобретения - повь шение производительности устройства носредством нодачи изделий в зону обработки и их вращения непосредственно захватами поворотного диска.
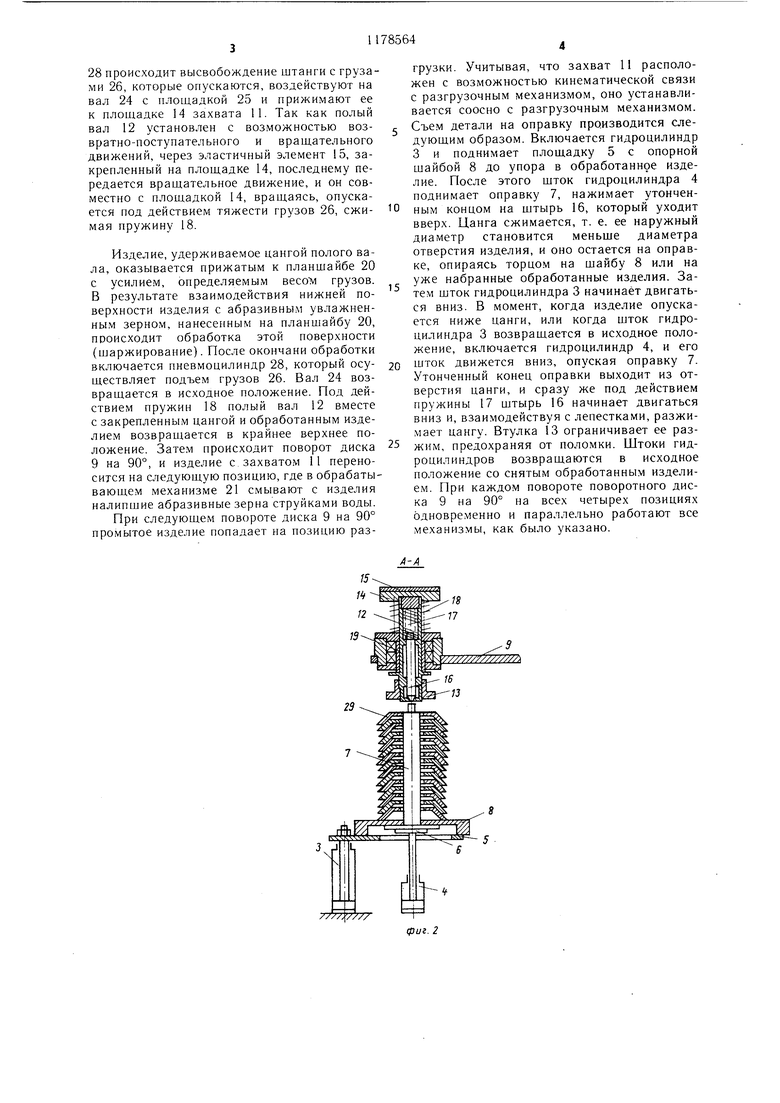
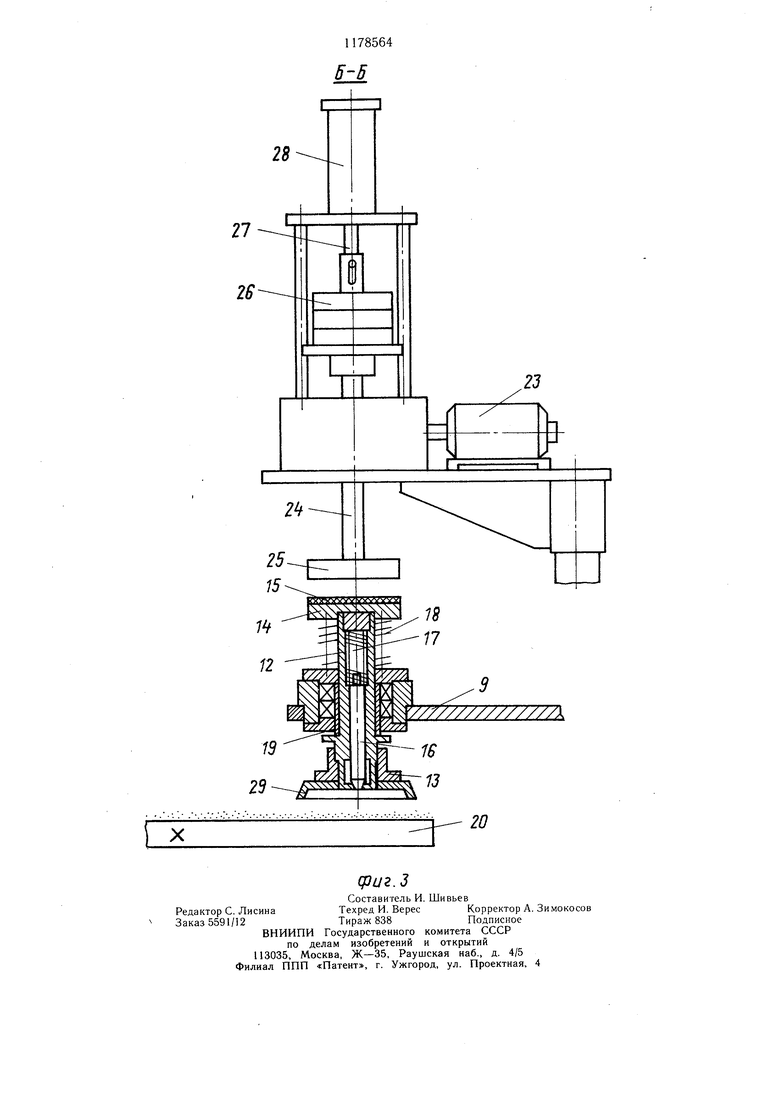
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 - сечение А---А на фиг. 1; на фиг. 3 - сечение Б--Б на фиг. 1.
Устройство для обработки поверхностей изделий со сквозным отверстием включает в себя загрузочный 1 и разгрузочный 2 механизмы, выполненные в виде гидравлических ци.линдров 3 и 4 последовательного действия, на штоках которых смонтированы подъемные площадки о и 6. На площадке 5 гидроцилиндра 3 установлена съемная оправка 7 с опорной щайбой 8. В устройство входит поворотный диск 9, получающий врапление от привода 10, установленного нод ним. Часть поворотного диска 9 находится в зоне загрузочного 1 и разгрузочного 2 механизмов. Каждый из четырех захватов 11 установлен на поворотном диске 9 с возможностью кинематической связи с обрабатывающими загрузочным и разгрузочным механизмами и выполнен в виде полого вала 12, нижний конец которого представляет цангу с наружным диаметром в разжатом состоянии большим диаметра отверстия обрабатываемой детали. Цанга проходит через втулку 13, установленную на полом валу 12 и ограничивающую разжим цанги. На вехнем конце полого вала 12 расположена площадка 14 с закрепленным на ней эластичным элементом 15. Внутри полого вала 12 смонтирован штырь 16, взаимодействующий с лепестками цанги, и пружина 17. Пружина 18 расположена снаружи полого вала 12, который установлен во втулке 19 с возможностью возвратно-поступательного и вращательного движений. Обрабатывающий механизм выполнен в виде планшайбы 20, смонтированной на вертикальной оси, и получает возможность вращения от электродвигателя. Планшайба 20 расположена эксцентрично поворотному диску 9. Под транспортным механизмом эксцентрично установлен другой обрабатывающий механизм 21, например промывочное устройство, выполненное в виде душевой головки.
В предлагаемое устройство входит прижимной механизм 22, выполненный в виде закрепленного над планшайбой 20 вращающегося от привода 23 вала 24, на нижнем конце которого установлена плондадка 25 а верхний конец вала с установленным на нем набором сменных грузов 26 связан со штоком 27 пневмоцилиндра 28. Площадка 25 установлена с зазором относительно площадки 14 захватов 11. Прижимной .механизм 22 установлен в зоне транспортного механизма и планшайбы 20. Оправка 7 с опорной щайбой 8 установлена на подъемные площадки 5 и 6 разгрузочного механизма 2. Устройство работает следующим образом.
Оправку 7 с опорной шайбой 8 и набранными на оправку изделиями устанавливают на площадку 5 зарузочного механизма.
0 На планшайбу 20 наносят увлажненное абразивное зерно и включают воду в обрабатывающем механизме 21. Затем включают автоматическую работу. При включении автоматической работы, учитывая, что захваты 11
расположены с возможностью кинематической связи с загрузочны.м механизмом, шток гидроцилиндра 4 движется вверх, проходя через отверстие в плош.адке 5, поднимает оправку 7 вместе с опорной щайбой 8 и помещенной на ней стопой изделий 29. Поднимаясь, оправка 7 своим утонченным концом нажимает на штырь 16 захватов 11. Диаметр утонченного конца оправки меньше диаметра отверстия цанги в сжатом состоянии, поэтому утонченный конец оправки свободно проходит в отверстие сжатой
5 цанги. Штырь 16 под действием утонченного конца оправки 7 уходит вверх, сжимая пружину 17 и освобождая цангу полого вала 12. Ле 1естки цанги сжимаются, а их наружный диаметр становится меньше диаметра отверстия в изделии 29. Включают гидроцилиндр 3, его шток поднимает площадку 5, а затем при дальнейшем ходе вверх поднимает опорную шайбу 8 со стопой изделий 29, которые свободно перемец аются относительно оправки 7, и верхнее
. изделие, диаметр отверстия которого больше наружного диаметра цанги в сжатом состоянии, надвигается на цангу полого вала 12 до упора во втулку 13. После этого гидроцилиндр 4 переключается на обратный ход. Оправка 7, перемещаясь вниз, освобождает
штырь 16, который под действием пружины 17 опускается и своим коническим концом разжимает цангу полого вала 12. Цанга, разжимаясь, захватывает изделие 29 и удерживает его. Далее начинает двигаться вниз шток гидроцилиндра 3. Стопа изделий, кроме верхнего, опускается в исходное положение, а верхнее изделие остается на захвате П. После этого включается привод 10 поворотного диска 9, и диск 9 поворачивается на 90°, перенося изделие 29, удерживаемое за отверстие цангой, на позицию обработки. Учитывая, что захваты 1 расположены с возможностью кинематической связи с обрабатывающими .механизмами и прижимным механизмом, на позиции обработки изделие устанавливается над нланшай5 бой 20 соосно с прижимным механизмом 22. Включается привод 23 прижимного механизма 22, и вал 24 с площадкой 25 начинает враи1.аться. При включении пневмоцилиндра
28 происходит высвобождение штанги с грузами 26, которые опускаются, воздействуют на вал 24 с площадкой 25 и прижимают ее к площадке 14 захвата 11. Так как полый вал 12 установлеп с возможностью возвратно-поступательного и вращательного движений, через эластичный элемент 15, закрепленный на площадке 14, последнему передается вращательное движение, и он совместно с площадкой 14, вращаясь, опускается под действием тяжести грузов 26, сжимая пружину 18.
Изделие, удерживаемое цангой полого вала, оказывается прижатым к планшайбе 20 с усилием, определяемым весоЛ грузов.
8результате взаимодействия нижней поверхности изделия с абразивным увлажненным зерном, нанесенным на планшайбу 20, происходит обработка этой поверхности (шаржирование). После окончани обработки включается пневмоцилиндр 28, который осуществляет подъем грузов 26. Вал 24 возвращается в исходное положение. Под действием пружин 18 полый вал 12 вместе с закрепленным цангой и обработанным изделием возвращается в крайнее верхнее положение. Затем происходит поворот диска
9на 90°, и изделие с захватом 11 переносится на следующую позицию, где в обрабатывающе.м механизме 21 смывают с изделия налипшие абразивные зерна струйками воды.
При следующем повороте диска 9 на 90° промытое изделие попадает на позицию разгрузки. Учитывая, что захват 11 расположен с возможностью кинематической связи с разгрузочным механизмом, оно устанавливается соосно с разгрузочным механизмом. с Съем детали на оправку производится следующим образом. Включается гидроцилиндр 3 и поднимает площадку 5 с опорной шайбой 8 до упора в обработанное изделие. После этого щток гидроцилиндра 4 поднимает оправку 7, нажимает утончено ным концом на штырь 16, который уходит вверх. Цанга сжимается, т. е. ее наружный диаметр становится меньше диаметра отверстия изделия, и оно остается на оправке, опираясь торцом на шайбу 8 или на уже набранные обработанные изделия. Затем шток гидроцилиндра 3 начинает двигаться вниз. В момент, когда изделие опускается ниже цанги, или когда шток гидроцилиндра 3 возврашается в исходное положение, включается гидроцилиндр 4, и его шток движется вниз, опуская оправку 7. Утонченный конец оправки выходит из отверстия цанги, и сразу же под действием пружины 17 штырь 16 начинает двигаться вниз и, взаимодействуя с лепестками, разжимает цангу. Втулка 13 ограничивает ее разжим, предохраняя от поломки. Штоки гидроцилиндров возвращаются в исходное положение со снятым обработанным изделием. При каждом повороте поворотного диска 9 на 90° на всех четырех позициях одновременно и параллельно работают все механизмы, как было указано.
-А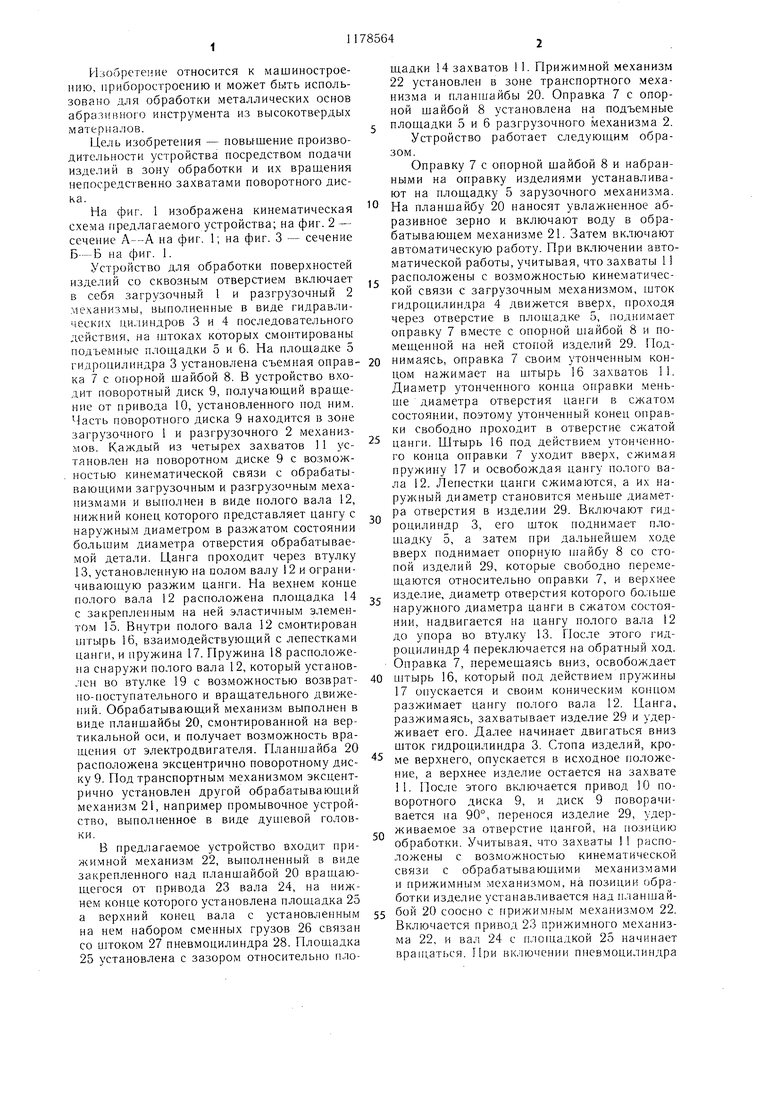
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для автоматической замены рабочего диска на абразивном отрезном станке | 1983 |
|
SU1131631A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для навивки пружин | 1984 |
|
SU1227297A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Полуавтомат для чистки валяной обуви | 1961 |
|
SU150636A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ, содержащее загрузочН ные и разгрузочные механизмы, поворотный диск с захватами, обрабатывающие механизмы, установленные эксцентрично поворотному диску, и прижимные механизмы, отличающееся тем, что, с целью повыщения производительности, каждый захват поворотного диска установлен с возможностью возвратно-поступательного перемещения вдоль оси поворотного диска и вращения в горизонтальной плоскости при взаимодействии с прижимными механизмами через дополнительно введенные в устройство эластичные элементы, закрепленные на верхнем торце каждого захвата. (Л 00 сд О) 4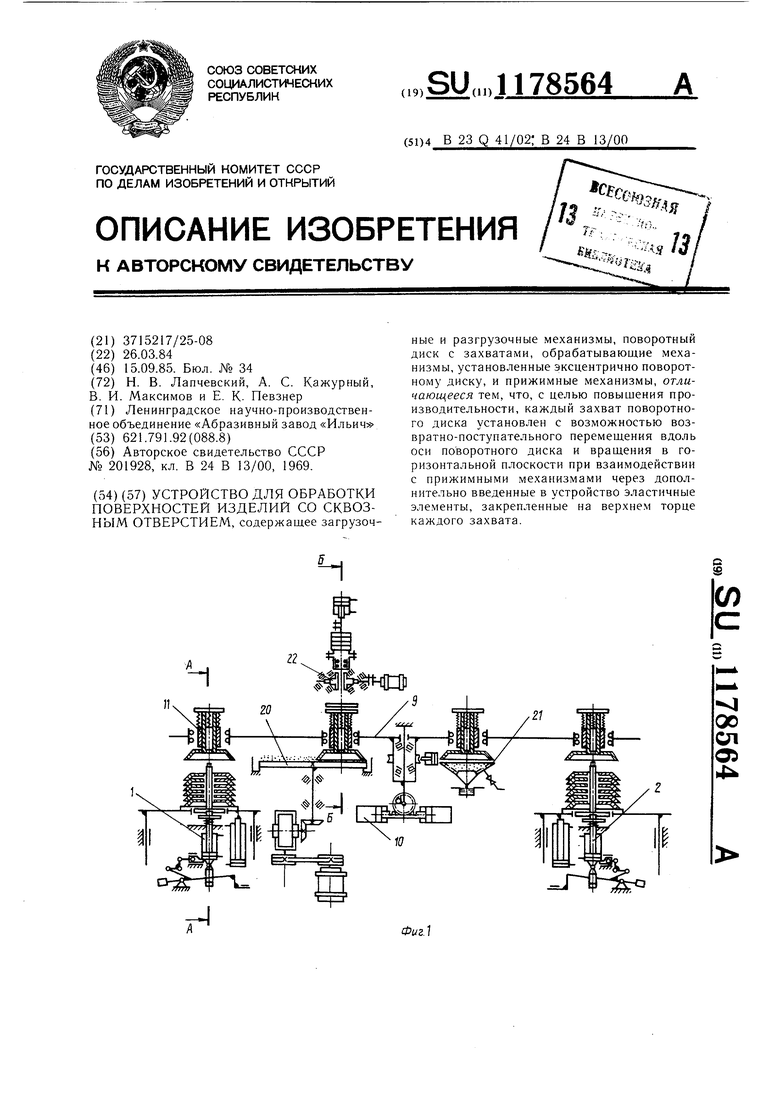
/ //х//// 6-6
| СТАНОК ДЛЯ ОБДИРКИ ЛИНЗ | 0 |
|
SU201928A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
