Изобретение относится к механосборочному производству, в частности к уст ройствам для сборки трубного пакета радиатора. Известно устройство для сборки прямолинейных трубных пучков теплообменных аппаратов, содержащее расположенные на станине две планшайбы снабженные направлякпцими для перемещения в горизонтальной плоскости, а также контейнер, имеющий возможность перемещения в вертикальной плоскости, а планшайбы имеют штыриловители, выполненные различной дли ны, постепенно убывающей к основани планшайбы, а механизм дпя надевания и съема со штырей-ловителей перегородок и решеток С13. Однако известное устройство не обеспечивает требуемой производител ности, так как не автоматизирован весь процесс изготовления трубного пакета радиатора различного типораз мера. Извecтteн также автомат для сборк трубного пакета радиатора, содержащий расположенные яа станине в технологической последовательности с и связанные между собой гидравличес кой системой управления магазины дл трубок и охлаждающих пластин радиатора с механизмами их поштучной выдачи, каждый из которых выполнен в виде подающего элемента, связанного со штоком исполнительного цилиндра, устройств для сборки пакета в виде подъемного стола, связацного со штоке индивидуального силового гидроцилиндра, устройство для захвата и переноса пакета радиатора, выполненное в виде установленной на хюризонтальной направл5пощей приводной салазок с размещенной на них с возможностью относительного возвратно-пЬступательного перемещения кареткой с захватньм элементом и механизм сжатия пакета (радиатора ) с опорньм элементом; выравнивающе-калибрукндее , устройство, выполненное в виде гребенок с приводом, от гидооцилиндра, и устройство для запрессовки трубных досок и развальцовки трубок в виде симметрично расположенных рабочих головок с развальцовочными инструментами на концах ползунов и с ложемен тами дпя установки трубных досок 12J, Однако при установке магазина дЛя охлаждающих пластин с механизмом их поштучной выдачи на одной оси с зоной формирования пакета возможна сборка только однорядного радиатора (радиатора с одной охлаждающей пластиной в каждом горизонталь нал ряду). Механизм калибровки пакета, выпол ненный в вроде двух поворотных калибрующих плит, не обеспечивает калибровки концов трубок пакета,так как Перед напрессовкой дбсок калибрующие плиты отводятся в стороны и трубки вновь принимают первоначальное положение. Не обеспечивается также и качественная развальцовка концов трубок в пакете из-за хсесткой схемы закрепления всех развальцовочных пуан-сонов в одной плите, так как силовое воздействие развальцовочных инструментов на трубки будет различным, т будет происходить недоразвальцбвка коротких концов трубок, в то время как концы более выступающих тонкостенных трубок могут быть разорваны ( у нескольких сотен трубок содержащихся в радиаторном пакете, имеются отклонения по длине в пределах допус ка и, кроме того, неодинаковый вылет трубок из пакета неизбежно возникает при формировании пакета из-за зазоров в направляющих пазах ), Кроме того, конструкция устройства перенос пакета на позиции напрессовки и развальцовки не обеспечивает точности позиционирования пакета относительно отверстий нагрессовываемых досок и развальцовочных элементов, так как каретка с радиаторным пакетом, опускаемая под собственным весом, может остановиться с перекосом из-за наличия зазоров в вертикальных направляющих каретки, что также сделает невыполнимой операцию напрессовки досо и последующей развальцовки. Целью изобретения является расширение технологических возможностей повышение качества сборки и производительности. Поставленная: цель достигается тем что в автомате для сборки трубного пакета радиатора, содержащем располо женные на станине в технологической последовательности и связанные между собой гидравлической системой управл ния магазины для трубок ц охлаждающих пластин радиатора с механизмами их поштучной выдачи, каждый из которых выполнен в виде подающего элемента, связанного со штоками исполни тельного цилиндра; устройство для фо мирования пакета радиатора, выполнен ное в виде подъемного стола, связанного со штоком радиатора, вьлтолненно в виде подъемного стола, связанного со штоком индивидуального силового . гвдроцилиндра; устройство захвата и переноса пакета радиатора, выполненное в виде установленных на горизонтальной направляющей салазок с разме щенной на них с вoз 4oжнocтью относительного возвратно-поступательного перемещения кареткой с захватньми элементами и механизмом сжатия пакета радиатора, выравнивающе-калибрующее устройство, выполненное в виде гребенок с приводом от гидроцилиндра и устройство для напрессовки трубных досок и развальцовки трубок, выполненное в виде установленных с возможностью возвратно-поступательного перемещения двух рабочих головок с развальцовочными инструментами, устройство для формирования пакета снабжено установленной на подъемном столе плитойспутником с отверстиями для захват- , нь1Х элементов устройства для захвата и переноса пакета радиатора, а также гидроприводом дискретного перемещения стола, выполненном в виде связанных между собой ггедромагистралью. регулируемого насоса-дозатора, установленного в исполнительном цилиндре механизма поштучной вьщачи трубок с возможностью взаимодействия с поршнем упомянутого цилиндра и соединенного со штоковой полостью силового гидроцилиндра подъема стола, а также, соединенных между собой гидрораспределителя с электромагнитные управлением и регулятора потока, соединенного с бесштоковой полостью силового гидроцилиндра подъема стола, при этом выравнивающе-калибрующее устройство совмещено с устройством для напрессовки трубных досок и развальцовки трубок. Каждая рабочая головка устройства для напрессовки трубных досок -и раэвальцовки трубок выполнена в зиде блока цилиндров с сообщающимися полостями, разъемных державок, закре пленных на штоках блока цилиндров, размещенных в державках эластичных прокладок под Topupi развальцовочных инструментов, установленных группами в державках, при этом на торцах корпуса рабочих головок, обращенных один.к другому, выполнены выступы для установки трубных досок. Механизм сжатия устройства для захвата и переноса пакета радиатора выполнен в вице подпружиненной плиты,. связанной с кареткой устройства скалками и распорньми втулками, а захватные элементы упомянутого устройства выполнены в виде закрепленных на каретке цанг с опорньми буртиками под плиту-спутник. Для обеспечения сборки радиатора с двумя охлаждающимя пластинами в каждом горизонтальном ряду трубного пакета, магазины охлаждающих пластин с механизмами их поштучной вьщачи расположены по обе стороны устройства для формирования пакета радиатора. Креме того, автомат снабжен разгрузочным устройством поворотного типа, расположенным за устройством
для напрессовки трубных досок и развальцовки трубок.
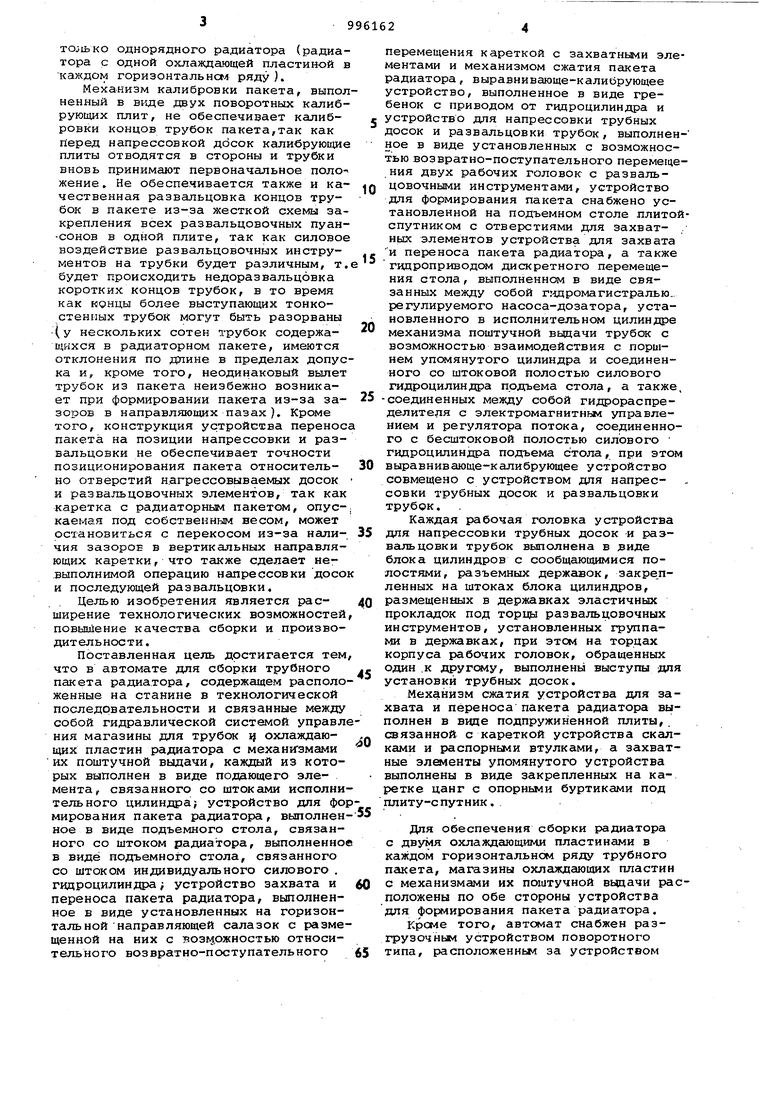
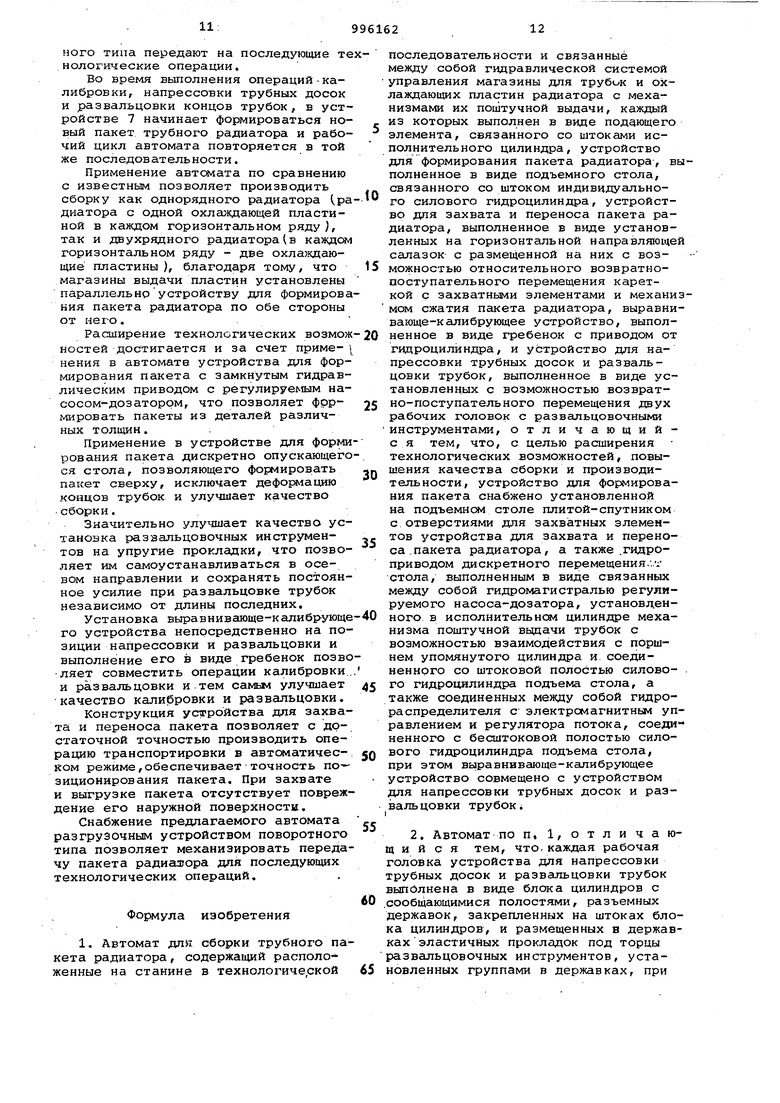
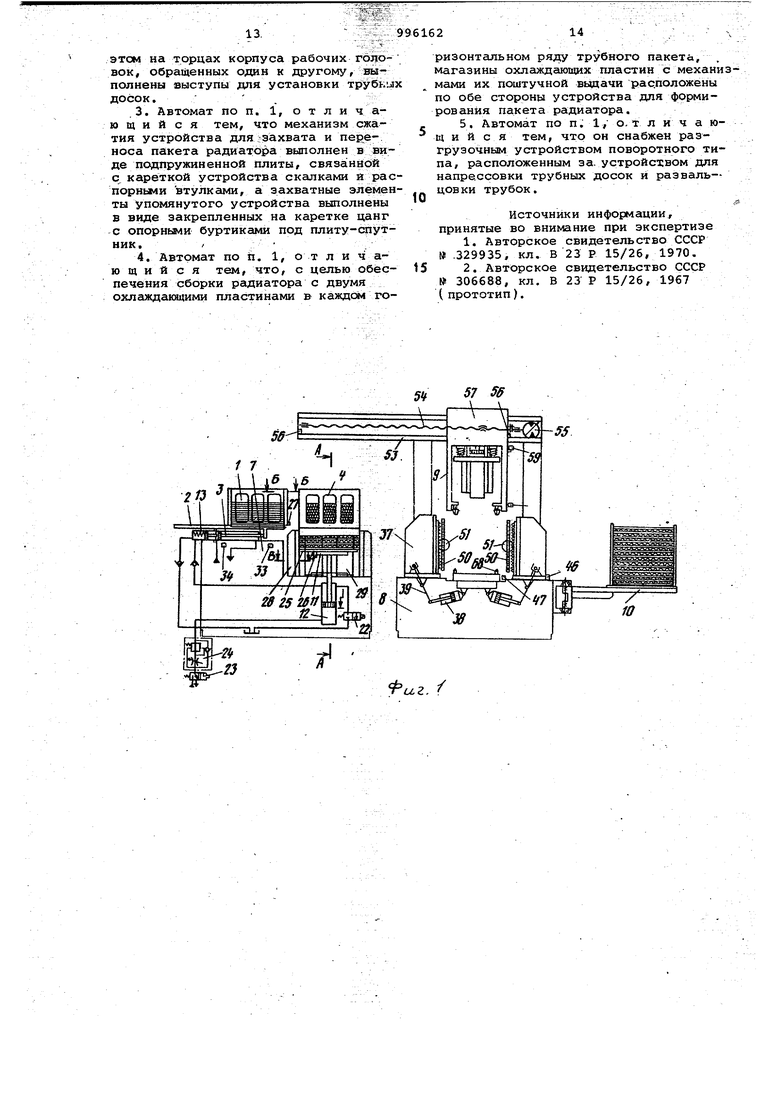
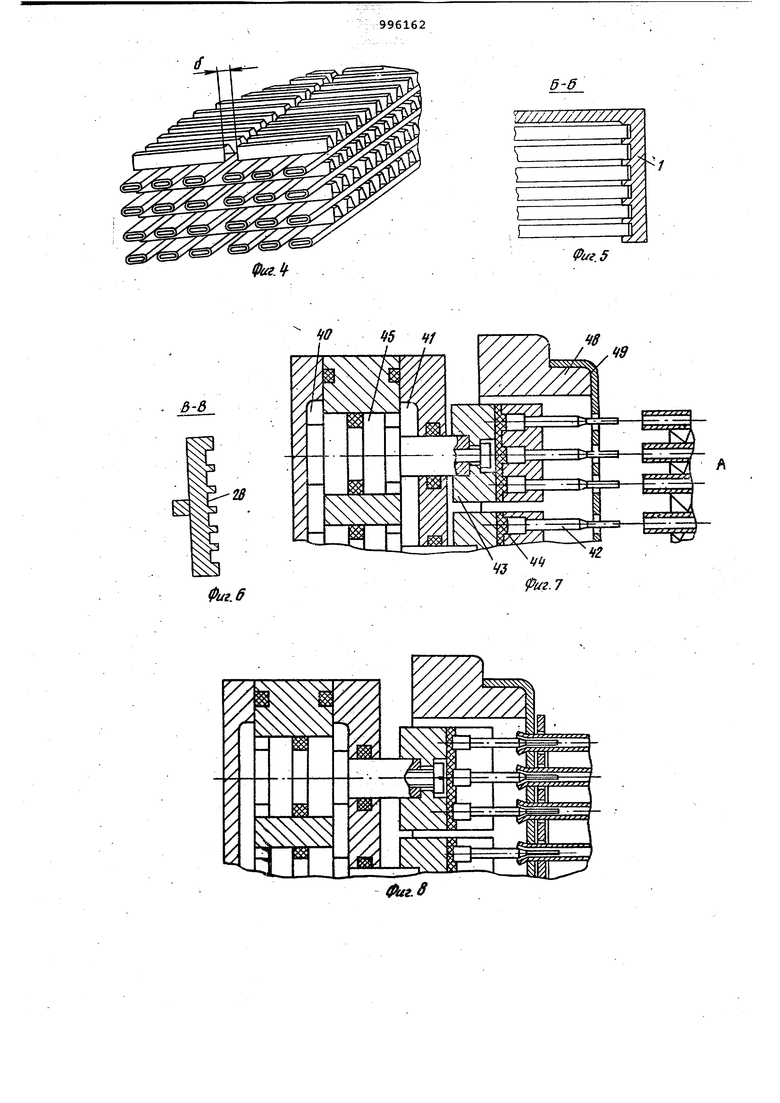
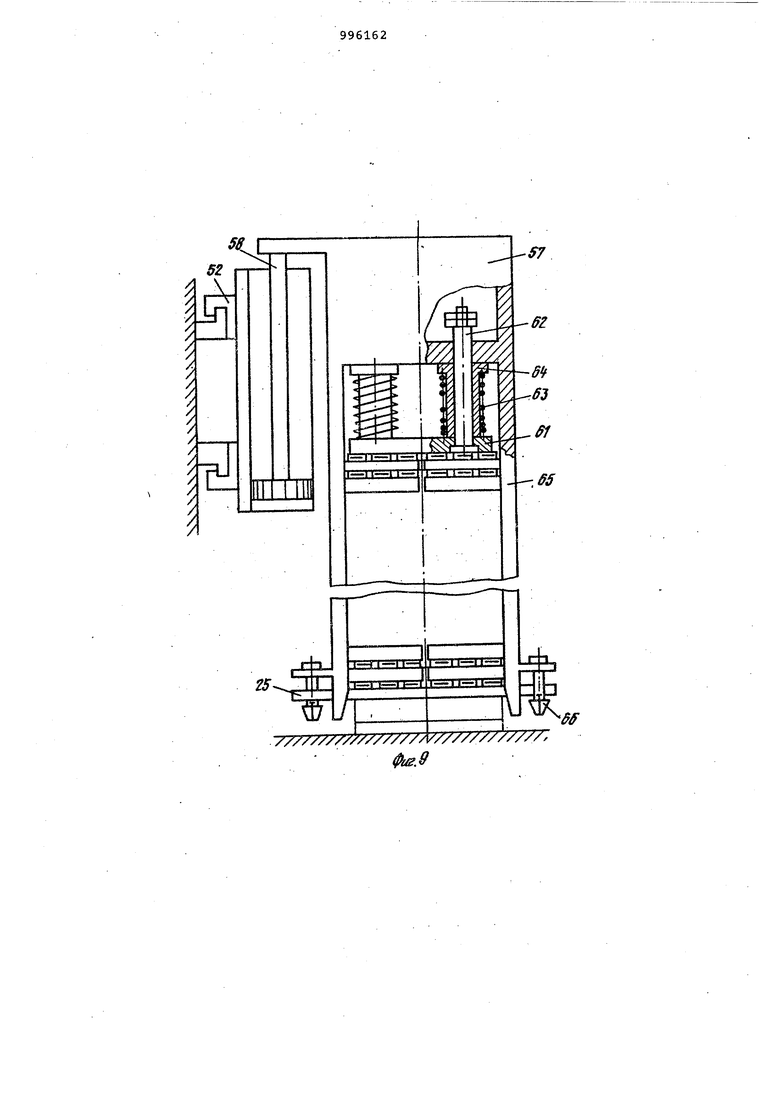
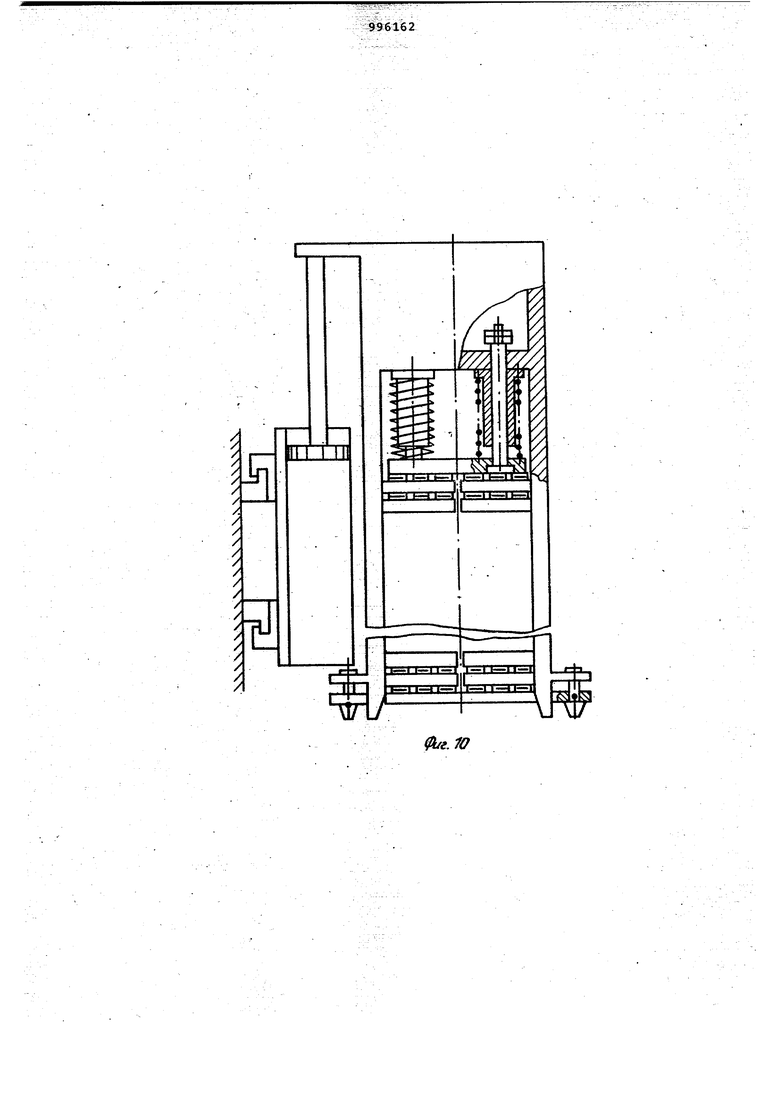
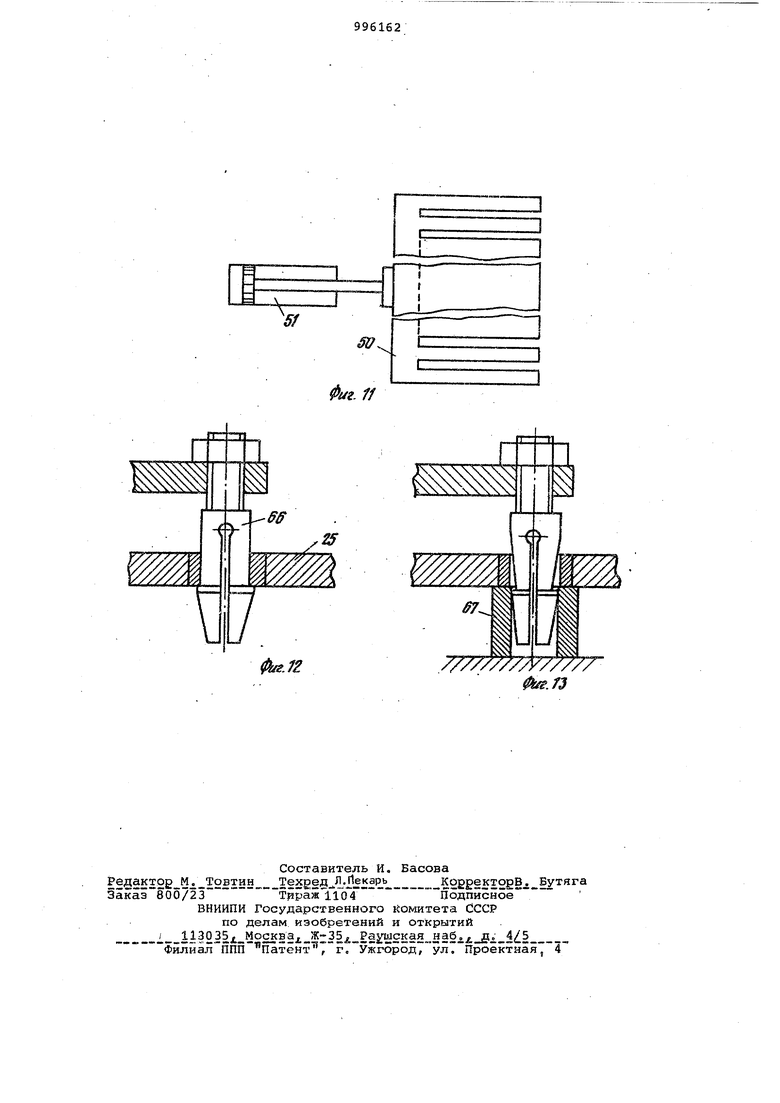
На фиг. 1 представлен автомат, общий,вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - функциональная схема устройства для формирования пакетаi на фиг. 4 -.часть трубного пакета радиатора; на фиг. 5 - сечение Б-Б на фиг. 1; на фиг. 6-- сечение В-В на фиг. 1; на фиг. 7 - рабочая головка с развальцовочными инструментами; на фиг. 8 - рабочая головка с развальцовочными инструментами в момент развальцовки трубсж j на фиг. 9 - устройство для захвата и переноса пакета радиатора в момент захвата пакета; на фиг. 10 - то же, при транспортировке пакета; на фиг.11 схема выравнивающегкалибрующегоустройства; на-фиг. 12 - захватный элемент устройства для захвата и переноса при транспортировке пакета; на фиг. 13 - то же, захватный элемент на разгрузочной позиции.
Автомат для сборки трубного пакета радиатора содержит шестирядный магазин 1 для трубок с механизмом их поштучной вьщачи в зону фop лиpoвaния пакета, состоящим из подающего элемента типа шибера 2, укрепленного на штоке исполнительного цилиндра 3, два магазина 4 для охлаждяющкх плас-. тин с механизмами их поштучной выдачи, состоящими соответственно из двух шиберов & укрепленных на штоках двух исполнительных цилиндров б, устройство 7 для формирования пакета,, выравниьающе-калибрующее устройство, устройство 8 для напрессовки трубных досок и развальцовки трубок, устройство 9 для захвата и переноса пакета радиатора с позиции формирования пакета на позицию,напрессовки и развальцовки, разгрузочное устройство 10 ддя передачи пакета после напрессовки трубных досок и развальцовки трубок для последующих технологических операций.
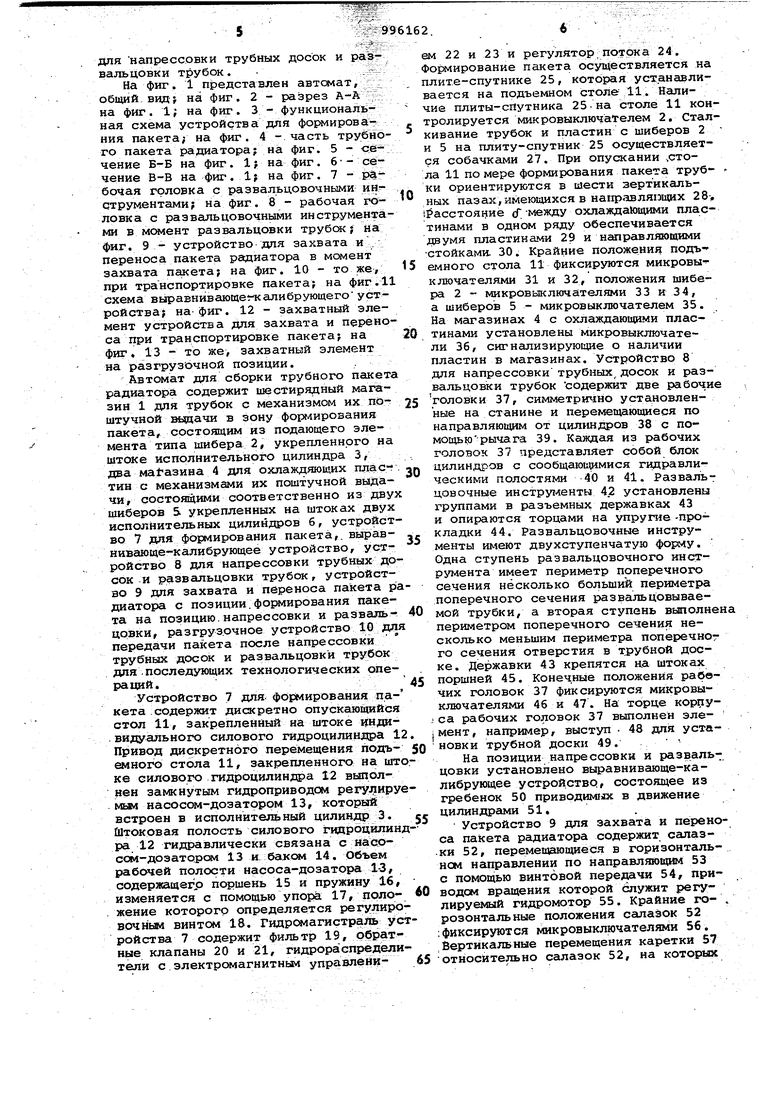
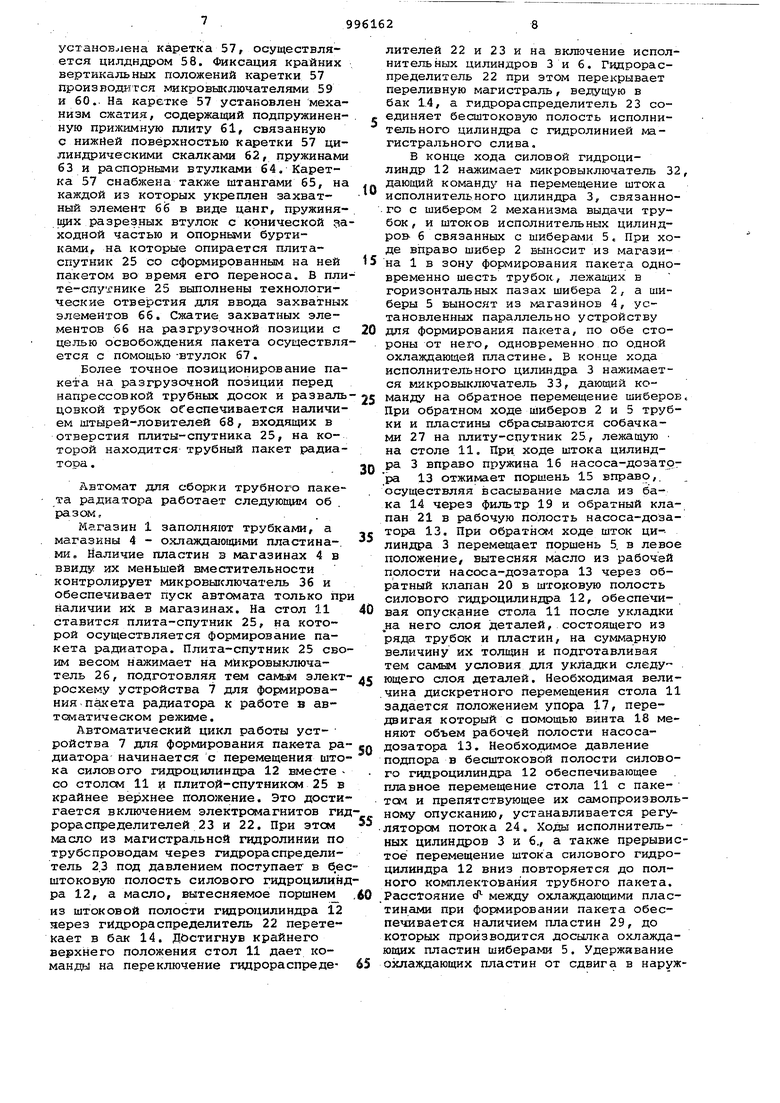
Устройство 7 для формирования пакета содержит дискретно опускающийся стол 11, закрепленный на штоке индивидуального силового гйдроцилнндра 12 Привод дискретного перемещения подъемного стола 11, закрепленного на штоке силового гидроцилиндфа 12 выполнен замкнутьйм гидроприводом peryjiHpyeмым насосом-дозатором 13, который встроен в исполнительный цилиндр 3. Штоковая полость силового гвдрбцилиндра 12 гидравлически связана с насосом-дозатором 13 и бакс 14. Объем рабочей полости насоса-дозатора 1-3, содержащегр поршень 15 и пружину 16, изменяется с помощью упора: 17, положение которого определяется регулировочным винтсм 18. Гидрся«1агистрайь устройства 7 содержит фильтр 19, обратные клапаны 20 и 21, гидрораспредёлители с электромагнитньм управлейием 22 и 23 и регулятор;потока 24. Формирование пакета осуществляется на плите-спутнике 25, котОрая уст.анавливается на подъемном столе 11. Наличие плиты-спутника 25-на столе 11 контролируется микровыключателем 2, Сталкивание трубок и пластин с шиберов 2 и 5 на плиту-спутник 25 осуществляется собачками 27. При опускании .стола 11 по мере формирования пакета трубки ориентируются в шести вертикальных пазах,имеющихся в направляпщих 28 асстояние (f-между охлаждающими пластинами в одном ряду обеспечивается двумя пластинами 29 и направляющими стойками. 30. Крайние положения подъемного стола 11 фиксируются микровыключателями 31 и 32, положения шибера 2 - микровыключателями 33 и 34, а шиберов 5 - микровык.гаочателем 35. На магазинах 4 с охлаждающими пластинами установлены микровыключатели 36, сигнализирующие о наличии пластин в магазинах. Устройство 8 для напрессовки трубных, досок и развальцовки трубок содержит две рабочи головки 37, симметрично установленные на станине и перемещающиеся по направляющим от цшишдров 38 с помощьюрычага 39. Каждая из рабочих головок 37 представляет собой блок цилиндров с сообщаю1цимися гидравлическими полостями 40 и 41. Развальцев очные инстру14енты 42 установлены группами в разъемных державках 43 и опираются торцами на упругие -прокладки 44. Развальдовочные инструменты шчеют двухступенчатую . Одна ступень развальцовочного инструмента имеет периметр поперечного сечения несколько больший периметЕ)а поперечного сечения развальцовываемой трубки, а вторая ступень выполне периметром поперечного сечения несколько меньшим периметра поперечного сечения отверстия в трубной доске. Державки 43 крепятся на штоках поршней 45. Конеч;ные положения раОвЧих головок 37 фиксируются микровыключателями 46 и 47. На торце корпуJ са рабочих головок 37 выполнен эле- |Мент, например, выступ 48 установки трубной доски 49.
На позиции напрессовки и развальцовки установлено выравнивающе-калибрующее устройство состоящее из гребенок 50 приводимых в движение цилиндрами 51, .
Устройство 9 для захвата и переноса пакета радиатора содержит салазки 52, перемещающиеся в горизонтальном направлении по направляющим 53 с помощью винтовой передачи 54, приводом вращения которой ёлужит регулируемый гидромотор 55. Крайние горозонтальные положения салазок 52 ; фиксируются микроаыключателя 1 и 56. Вертикальные перемещения каретки 57 относительно сгшаэок 52, на которых установлена каретка 57, осуществляется цилдндром 58. Фиксация крайних вертикальных положений каретки 57 производится микровыключателями 59 и 60.. На каретке 57 установлен механизм сжатия, содержащий подпружиненную прижимную плиту 61, связанную с нижйей поверхностью каретки 57 цилиндрическими скалками 62, пружинами 63 и распорными втулками 64. Каретка 57 снабжена также штангами 65, на каждой из которых укреплен захватный элемент 66 в виде цанг, пружиня1ЦИХ разрезных втулок с конической за ходной частью и опорньми буртиками, на которые опирается плитаспутник 25 со сформированным на ней пакетом во время его переноса. В пли те-спутнике 25 выполнены технологические отверстия для ввода захватных элементов 66. Сжатие захватных элементов 66 на разгрузочной позиции с целью освобождения пакета осуществля ется с помощью -втулок 67 . Более точное позиционирование пакета на разгрузочной позиции перед напрессовкой трубных досок и разваль цовкой трубок оГеспечивается наличием штырей-ловителей 68, входящих в отверстия плиты-спутника 25, на которой находится трубный пакет радиатора, Автомат для сборки трубного пакета радиатора работает следующиг-i об разом, Магазин 1 заполняют трубками, а магазины 4 - охлаждающими пластина-. ми. Наличие пластин з магазинах 4 в ввиду их меньшей вместительности контролирует микровыхслючатель 36 и обеспечивает пуск автсхиата только пр наличии их в магазинах. На стол 11 ставится плита-спутник 25, на которой осуществляется формирование пакета радиатора. Плита-спутник 25 сво им весом нажимает на микровыключатель 26, подготовляя тем самьм элект росхему устройства 7 для формирования пакета радиатора к работе в автоматическом режиме. Автоматический цикл работы уст- ройства 7 для формирования пакета радиатора начинается с перемещения штока силового гидроцилиндра 12 вместе со столом 11 и плитой-спутником 25 в крайнее верхнее положение. Это достигается включением электрсямагнитов гид рораспределителей 23 и 22. При этом масло из магистральной гидролинии по трубопроводам через гидрораспределитель 2.3 под давлением поступает в б.ес штоковую полость силового гидроцилинд ра 12, а масло, вытесняемое поршнем из штоковой полости гидроцилиндра 12 лерез гйдрораспределитель 22 перетекает в бак 14. Дйстигнув крайнего верхнего положения стол 11 дает команды на переключение гидрораспределителей 22 и 23 и на включение исполнительных цилиндров 3 и 6. Гидрораспределитель 22 при этом перекрывает переливную магистраль, ведущую в бак 14, а гидрораспределитель 23 соединяет бесштоковую полость исполнительного цилиндра с гидролинией магистрального слива. В конце хода силовой гидроцилиндр 12 нажимает микровыключатель 32, дающий команду на перемещение штока исполнительного цилиндра 3, связанного с шибером 2 механизма выдачи трубок , и штоков исполнительных цилиндров- 6 связанных с шиберами 5, При ходе вправо шибер 2 выносит из магазина 1 в зону формирования пакета одновременно шесть трубок, лежащих в горизонтальных пазах шибера 2, а шиберы 5 выносят из магазинов 4, установленных параллельно устройству для формирования пакета, по обе стороны от него, одновременно по одной охлаждающей пластине. В конце хода исполнительного цилиндра 3 нажимается микровыключатель 33, дающий команду на обратное перемещение шиберов. При обратном ходе шиберов 2 и 5 трубки и пластины сбрасываются собачками 27 на плиту-спутник 25, лежащую на столе 11. При. ходе штока цилиндра 3 вправо пружина 16 насоса-дозатора 13 отжимает поршень 15 вправе,, осуществляя всасывание масла из бака 14 через фильтр 19 и обратный клапан 21 в рабочую полость насоса-дозатора 13. При oбpaтнo л ходе шток ци-линдра 3 перемещает поршень 5. в левое положение, вытесняя масло из рабочей полости насоса-дозатора 13 через обратный клапан 20 в штоковую полость силового гидроцилиндра 12, обеспечивая опускание стола 11 после укладки на него слоя деталей, состоящего из ряда трубок и пластин/ на суммарную величину их толщин и подготавливая тем самым условия для укладки следу ющего слоя деталей. Необходимая величина дискретного перемещения стола 11 задается положением упора 17, передвигая который с помощью винта 18 меняют объем рабочей полости насосадозатора 13. Необходимое давление подпора в бесштоковой полости силового гидроцилиндра 12 обеспечивающее плавное перемещение стола 11 с пакетом и препятствующее их самопроизвольному опусканию, устанавливается регуляторсм потока 24. Ходы исполнительных цилиндров 3 и 6., а также прерывистое перемещение штока силового гидроцилиндра 12 вниз повторяется до полного комплектования трубного пакета. Расстояние еГ- между охлаждающими пластинами при фО1 4ировании пакета обеспечивается наличием пластин 29, до которых производится досылка охлаждающих пластин шиберами 5. Удерживание охлаждающих пластин от сдвига в наружные стороны осуществляется каправляю1ЩИМИ стойками 30. Трубки при этом удерживаются в необходимом положении шестью вертикальньми nasaNM в каждой из направляющих 28.
По достижении столом 11 со сформированным пакетом крайнего нижнего положения нажимается мькровыключатель 31, дающий команду на выключение устройства 7 для формирования пакета и на включение гидромотора 55. С помощью винтовой передачи 54 салазки 52 устройства 9 для захвата и переноса пакета перемещаются по горизонтальным направляющим 53 в левое крайнее положение до микропереключателя 56, который дает команду на остановку гидромотора 55 и на переме-. щение каретки 57 вниз с помощью цилиндра 58. При опускании каретки 57 ,в зону формирования пакета скосы на . .штангах 65 дополнительно выравнивают в чертежный размер наружные стороны охлаждающих пластин, а захватные элементы 66 выпрлненые в виде цанг (разрезных втулок ) с. опорНБмй буртиками и конической эаходной частью, входят в технологические отверстия плиты-спутника 25 со сформированным на ней пакетом. По мере движения каретки 57 вниз; прижимная плита 61, соприкасаясь с пакетом, сжимает пружины 63. При этом усилие цилиндра 58, необходимое для сжатия пакета в размер по высоте, передается прижимной плитечерез распорные втулки 64. В конце хода цилиндра 58 (после сжатия пакета до чертежного размера ) нажимается г-ткровыключатель 60, который дает- команду на подъем каретки 57, При перемещении последней вверх захватные элементы 66 - цанги, своими опорными буртиками упираются в. плиту-спутник 25 с трубньм пакетом и поднимают ее, причем при транспортировке пакет удерживается в фиксированием положении силами трения, создаваегдлми. пружинами 63. В конечном верхнем положении каретки 57 нажимает микропереключатель 59, который дает команду на обратное вращение гидромотора 55 и каретка 57 с пакетом перемещается в правое положение до другого микропереключателя 56, который дает команду на остановку гидромотора 55 и на опускание пакета на рабочую позицию .устройства 8 для напрессовки трубных досок и развальцовки трубок: при этом захватные элементы 66 входят в OTsepCTHii приемных втулок 67 и остаются в сжатом положении. В нижнем положении каретки 67 пакет дополнительно сжимается до чертежных размеров прижимной плитой 61 через распорную втулку 64, а микропереключатель 60 дает команды на подвод с помощью цилиндров 51 гребенок 50, калибрующих расположение концов трубок по размеру шага между, ними, и наперемещение при помощи цилиндров 38 и рычагов 39 рабочих головок 3.7 с предварительно установленньми на выступы 48, имеющиеся - на корпусе головок, трубными досками 49 для напрессовки последних на концы трубок пакета. Развальцовочные инструменты при этом входят в отверстия трубок пакета ступенью с малым периметром , поперечного сечения, не оказывая на них деформирующего действия, а трубные доски надеваются (напрессовываются ) на концы трубок. Процесс напрессовки трубных досок на концы трубок в значительной степени облегчается тем, что развальцовочные инструменты ориентируют концы трубок относительно отверстий в трубной доске.
В конце хода головок 37 нажимается микропереключатель 47, дающий команду на пОдачу масла под давлением в полость 40 рабочих головок 37. Под действием этого давления поршни 45 с развальцовочными инструментами 42 установленными вдержавках 43, закрепленных на штоках поршней 45, перемещаются до контакта ступени с большим периметром сечения развальцовочных инструментов с трубками трубного пакета радиатора. При дальнейшем возрастании давления в полости 40, обеспечивающего развальцовку трубок, развальцовочные инструменты 42 осу ществляют развальцовку трубок Упругие прокладки 44 державок 43 дают возможность развальцовочным -инструментам 42 . самоустанавливаться в процессе развальцовки, что способствует дополнительной компенсации разноподлинности трубок в пакете.
После развальцовки трубок масло
подается в полости 41 рабочих головок 37, при этом штоки поршней 45 выводят из трубок трубного пакета развальцовочные инструменты 42. Затем одновременно переключением гидроцилиндров 51 отводятся в исходное положение гребенки 5, а переключением гидроцилиндров 38 - рабочие головки 37, KOTOpfcte в кЬ|}це хода нажимают микро
переключатель 46, дшощий ком&иду на подъем каретки 57, захватные эле- . менты 66 при этом, оставаясь сведенными, переходят из отверстия приемных втулок 67 в отверстия плиты-спутника 2, оставляя собранный пакет на разгрузочной позиции устройства 8 для напрессовки трубных досок и развальцовки трубок, в верхнем положении каретка 57 нажимает микропереключатель 59, дающий команду на выключение
устройства для захвата и переноса пакета и устройства для напрессовки трубных досок и развальцовки трубок. Собранный трубный пакет с разгрузочной позиции устройства 8 при помощи
разгрузочного устройства 10 поворотного типа передают на последующие т нологические операции. Во время выполнения операций-калибровки, напрессовки трубных досок и развальцовки концов трубок, в уст ройстве 7 начинает формироваться новый пакет трубного радиатора и рабо чий цикл автомата повторяется в той же последовательности. Применение по сравнению с известным позволяет производить сборку как однорядного радиатора 1.ра диатора с одной охлаждающей пластиной в каждом горизонтальном ряду ), так и двухрядного радиатора (в каждс горизонтальном ряду - две охлаждающие пластины), благодаря тому, что магазины выдачи пластин установлены параллельно устройству для формирова ния пакета радиатора по обе стороны от него. Расширение технологических возмож ностей достигается и за счет применения в автомате устройства для формирования пакета с замкнутым гидравлическим приводом с регулируемым насосом-дозатором, что позволяет формировать пакеты из деталей различных толщин. : Применение в устройстве для форг/ш рования пакета дискретно опускающего ся стола, позволяющего формировать пакет сверху, исключает дефОЕ 1ацию концов трубок и улучшает качество сборки. Значительно улучшает качество установка развальцовочных инструментов на упругие прокладки, что позволяет им самоустанавливаться в осевом направлении и сохранять постоянное усилие при развальцовке трубок независимо от длины последних. Установка выравнивающе-калибрующе го устройства непосредственно на позиции напрессовки и развальцовки и выполнение его в виде гребенок позво ляет совместить операции калибровки и развальцовки и тем самьм улучшает качество калибровки и развальцовки. Конструкция устройства для захвата и переноса пакета позволяет с достаточной точностью производить операцию транспортировки в автсяматическом режиме,обеспечивает точность позиционирования пакета. При захвате и выгрузке пакета отсутствует повреж дение его наружной поверхности. Снабжение предлагаемого автомата разгрузочным устройством поворотного типа позволяет механизировать переда чу пакета радиазюра для последующих технологических операций. Формула изобретения 1. Автомат для сборки трубного па кета радиатора, содержащий расположенные на станине в технологической последовательности и связанные между собой гидравлической системой управления магазины для трубок и охлаждающих пластин радиатора с механизмами их поштучной выдачи, каждый из которых выполнен в виде подающего элемента, связанного со штоками исполнительного цилиндра, устройство для формирования пакета радиатора, выполненное в виде подъемного стола, связанного со штоком индивидуального силового гидроцилиндра, устройство для захвата и переноса пакета радиатора, выполненное в виде установленных на горизонтальной направляющей салазок с размещенной на них с возможностью относительного возвратнопоступательного перемещения кареткой с захватными элементами и механизмом сжатия пакета радиатора, выравнивающе-калибрующее устройство, выполненное в виде гребенок с приводом от гидроцилиндра, и устройство для напрессовки трубных досок и развальцовки трубок, выполненное в виде установленных с возможностью возвратно-поступательного перемещения двух рабочих головок с развальцовочными инструментами, отличающийся тем, что, с целью расширения технологических возможностей, повышения качества сборки и производительности, устройство для формирования пакета снабжено установленной на подъемном столе плитой-спутником с отверстиями для захватных элементов устройства для захвата и переноса.пакета радиатора, а также .гидроприводом дискретного перемещения-.г стола, выполненным в виде связанных между собой гидромагистралью регулируемого насоса-дозатора, установденного в исполнительном цилиндре механизма поштучной вьадачи трубок с возможностью взаимодействия с поршнем упомянутого цилиндра и соединенного со штоковой полостью силово- . го гидроцилиндра подъема стола, а также соединенных между собой гидрораспределителя С электрсмагнитньм управлением и регулятора потока, соединенного с бесштоковой полостью силового гидроцилиндра подъема стола, при этом выравнивающе-калибрующее устройство совмещено с устройством для напрессовки трубных досок и развальцовки трубокi 2. Автомат по п, 1, отли чаюийся тем, что.каждая рабочая головка устройства для напрессовки рубных досок и развальцовки трубок ыполнена в виде блока цилиндров с ообщающимися полостями, разъемных державок, закрепленных на штоках блоа цилиндров, и размещенных в державках эластичных проклгщок под торцы азвальцовочных инструментов, устаовленных группами в державках, при
этом на торцах корпуса рабочих головок, обращенных один к другому, выполнены выступы для установки трубылх досок.
.3. Автомат по п. 1, отличающийся тем, что механизм сжатия устройства для ; захвата и переноса пакета радиатора выполнен в виде подпружиненной плиты, связанной с. кареткой устройства скалками и распорньми втулками, а захватные элементы упомянутого устройства выполнены в виде закрепленных на каретке цанг с опорньми буртиками под плиту-спутник,
4. Автомат по ft. 1, от л и чающийся тем, что, с целью обеспечения сборки радиатора с двумя охлаждаквдими пластинами в каждом горизонтальном ряду трубного пакета, магазины охлаждающих пластин с механизмами их поштучной вьздачи расположены по обе стороны устройства для формирования пакета радиатора.
5. Автомат по п. 1/ о, т л и ч а ющ и и с я тем, что он снабжен разгрузочным устройством поворотного типа, расположенным за. устройством для напрассовки трубных досок и развальцов ки трубок.
,-й
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № .329935, кл. В 23 Р 15/26, 1970.
s
2.Авторское свидетельство СССР № 306688, кл. В 23 Р 15/26, 1967
( прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для одновременного уплотнения всех труб в трубной доске | 1981 |
|
SU963622A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Устройство для захвата и переноса пакета плоских деталей | 1981 |
|
SU973300A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Устройство для развальцовки труб | 1976 |
|
SU617127A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1991 |
|
RU2025249C1 |
| Полуавтомат для сборки радиаторов | 1974 |
|
SU485852A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
л ЩОт5V S7
иг. fff
jffч
(з 7 Ч-
s
л
/
.С.
JS
17
N
4
к-н/ в
. Фие.З
6-6
gz//////////////:
)
иг.5
&-б
Фиг. б
риг.7
-/////////////////Л/////////////, ф1.9
(.К
77777/777777777 Фие.Л
