Известен полуавтомат для чистки валяной обуви, имеющий укрепленный на кронштейне вращающийся абразивный круг, механизм для удержания валенка, приспособление для его периодического поворота и привод.
Приспособление для периодического поворота валенка выполнено в виде цеппой передачи, кинематически связанной с приводом мащины, а абразивный круг во время работы перемещается по обрабатываемому валенку, что усложняет конструкцию.
В предлагаемом полуавтомате, с целью упрощения конструкции, приспособление для периодического поворота валенка сделано в виде штанги, на одном конце которой установлены ступенчатая шайба и червячный механизм, взаимодействующий с неподвижным упором, укрепленным на станине полуавтомата, а на другом - механизм для удержания обрабатываемого валенка, выполненный в внде шарнирно подпружиненного захвата. Для обеспечения возвратно-поступательного перемещения штанги с обрабатываемым валенком и свободного набегания его на стационарно установленный абразивный круг штанга смонтирована шарнирно на ползуне, укрепленном «а штоке гидроцилиндра. Величина хода ползуна при обработке раз-личных по длине участков, например головки валенка, изменяется с помощью установленного нараллельно штанге кулачкового валика, кулачки которого взаимодействуют со ступенчатой шайбой.
Для обработки голенища валенка применена коническая оправка, удерживающая валенок при чистке.
Абразивный круг полуавтомата может быть снабжен ограждением, автоматически перекрывающим его по окончании цикла обработки валенка.
№ 150636- 2 -
Для сообщения ползуну возвратно-поступательного движения кулачковый валиК: рекомендуется снабдить горкой, взаимодействующей с конечным выключателем, обеспечивающим поступление масла в гидроцилиндр по заданному циклу, а для автоматического останова ползуна в конце цикла предусмотрена ступенчатая шайба со щтифтом, взаимодействующим с конечным выключателем для сброса давления в гидросистеме.
Под кулачковым валиком полуавтомата может быть смонтирована щкала настройки кулачков в зависимости от размера обрабатываемой обуви.
Для регулирования положения штанги в вертикальной плоскости при срабатывании абразивного круга В пазах кронштейна, соединяющего шток гидроцилиндра с ползуном, установлен сунпорт, перемещающий щтанги в заданном направлении.
Давление обрабатываемого валенка на абразивный круг регулируется щтаигой, снабженной рейкой, взаимодействующей с щестерней, и пружиной, один конец которой прикреплен к рейке, а другой - к ползуну.
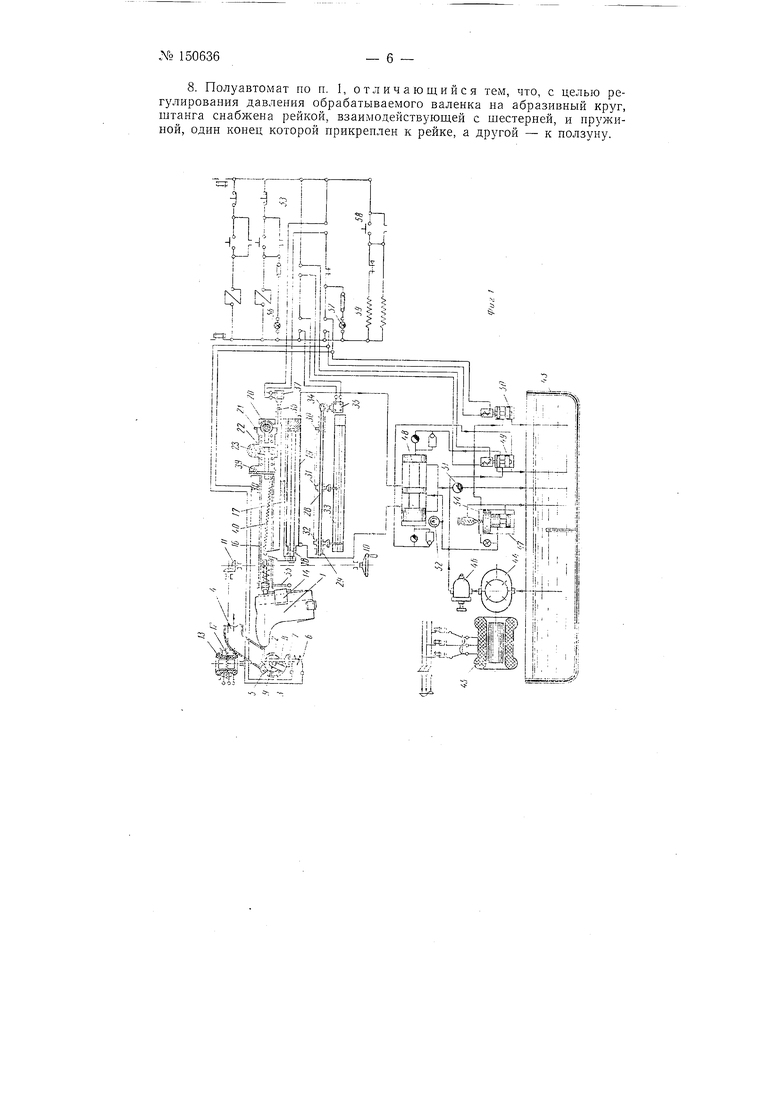
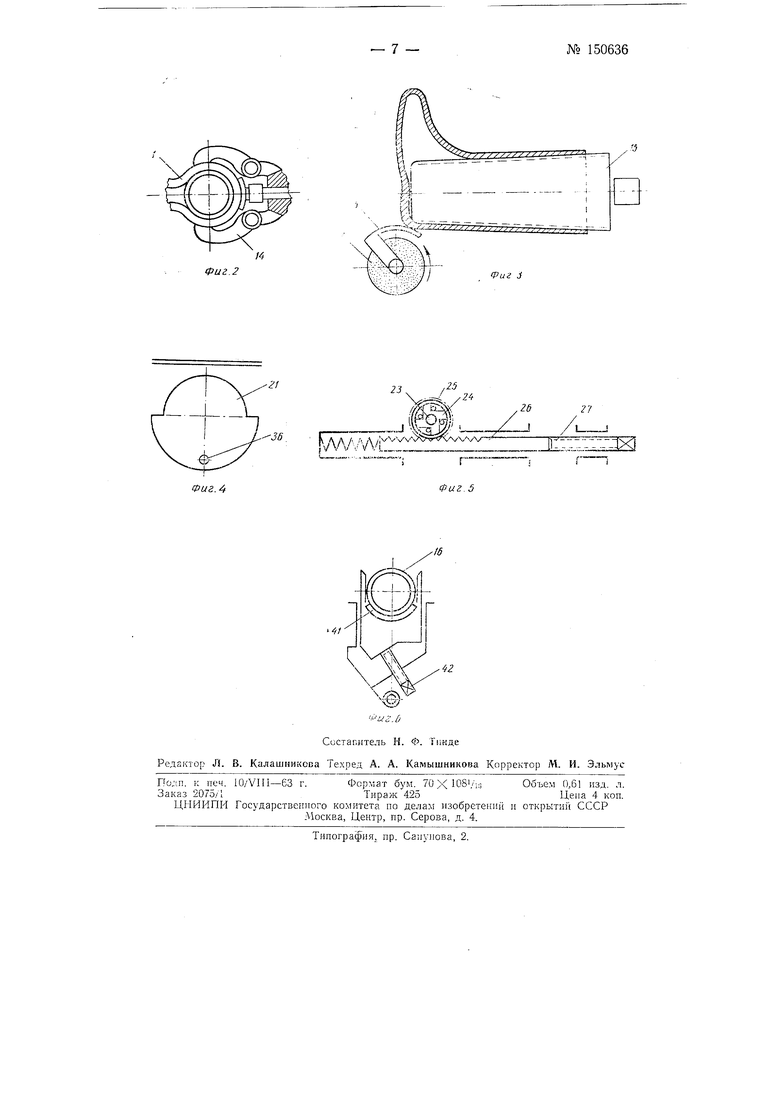
На фиг. 1 схематически изображен полуавтомат с механизмом для удержания валенка при чистке головки; на фиг. 2 - захват для удержания валенка; на фиг. 3 - механизм удержания валенка при чистке голенища; на фиг. 4 - ступенчатая шайба; на фиг. 5 - часть приспособления для поворота валенка; на фиг. 6 - суппорт для перемещения штанги.
Полуа-втомат для чистки валяной обуви 7 имеет сменный абразивный круг 2, стационарно установленный на кронштейне 3, снабженном каналом 4 для отсасывания пыли. Подвижное ограждение 5 защищает верхнюю часть абразивного круга по окончании цикла обработки и смены валенка. Ограждение управляется автоматически при помощи электромагнита 6, якорь 7 которого соединен с зубчатой рейкой 8, сцепоТенной с щестерней 9, закрепленной на оси поворота ограждения. Положение абразивного круга в горизонтальной плоскости при обработке валенок разпых размеров изменяется маховичком 10, конической зубчатой передачей 1J и винтом 12 с гайкой. Абразивный круг приводится во вращение от электродвигателя 13.
Механизм для удержания обрабатываемого валенка выполнен в виде щариирно подпруишненного захвата М (см. фиг. 2). При обработке голенища валенок удерживается иустотелой конической оправкой 15 (см. фиг. 3). При возвратно-поступательном двил ;ении плавающей щтанги 6 (см. фиг. 1) с обрабатываемым валенком он свободно набегает на вращающийся абразивный круг, где подвергается чистке. Для возможности возвратно-поступательного движения штанга 16 шарнирно смонтирована на ползуне 17, укрепленном на штоке IS гидроцилиндра 19. Для периодического поворота валенка на конце щтанги 16 V щарнира 20 установлена ступенчатая ншйба 21 и червячный механизм, червячное колеео 22 которого, жестко закрепленное на штанге 16, сцеплено с червяком 23, на оси которого закреплена ступица обгонной муфты 24. Внешняя обойма муфты представляет собой шестерню 25, сцепленную с рейкой 26. Соосно с рейкой 26 на станине полуавтомата ;;реилен регулируемый упор 27, взаимодействующий через рейку 26 с червячным механизмом и щтангой 16.
Для из.менення величины хода ползуна 17 при обработке различных по длине участков валенка: головки, щечек и следа, параллельнс; штанге /б установлен кулачковый валик 28, который может передвигаться вдоль оси в скользящих опорах 29. На валик 28 поеажены кулачки 30, 31 и 32, выступающие части которых взаимодействуют со ступенчатой шайбой 21. Средний кулачок 31 укорочен и может взаимодействовать только с большей ступенью торцовой части шайбы 21. Крайний кулачок 30 закреплен ка валике 28 жестко, а кулачки 31 и 32 - переставные; они устанавливаются в соответствии с номером обрабатываемого валенка, для чего под кулачковым валиком 28 смонтирована шкала 33 настройки кулачков по размерам валенок. Верхние два ряда шкалы тарированы на установку указателей кулачков по ходам (короткий и длинный) для чистки головок валенка, а нижние два ряда - по ходам для голенища. Расстояние между кулачками 30 и 31 устанавливают равным короткому ходу ползуна /7, т. е. при чистке носка валенка, а расстояние между кулачками 30 и 32 равно длинному ходу (при чистке щечек и следа валенка). Для обеспечения возвратно-поступательного движения ползуна 17 кулачковый валик 2S снабжен горкой 34, взаимодействующей с конечным выключателем 35, обеспечивающим поступление масла в гидроцилиндр 19 по заданному циклу.
Для автоматического останова ползуна /7 в конце цикла чистки ступенчатая шайба 21 снабжена штифтом 36, взаимодействующим с конечным выключателем 37, обеспечивающим сброс давления в гидросистеме.
Для регулирования давления обрабатываемого валенка на абразивный круг штаига 16 имеет рейку 38, взаимодействующую с щестерией 39 V. пружиной 40, один конец которой прикреплен к рейке 38, а другой - к ползуну 17. При повороте шестерни 39 рейка 38 перемещается, изменяя при этом натяжение пружины 40 и соответственно давление валенка на абразивный круг.
В связи с тем, что абразивный круг изнашивается, а условия вхождения валенка на круг не меняются, в полуавтомате предусмотрена возможность регулирования положения штанги 16 в вертикальной плоскости при срабатывании абразивного круга. В пазах кронштейна, соединяющего шток 18 гидроцилипдра 19 с ползуном 17, смонтирован суппорт 41 (см. фиг. 6), обеспечивающий перемещение штанги 16 в заданном направлении, причем положение суппорта 41, а следовательно, и штанги 16 устанавливается с помощью винта 42.
Гидросистема для приведения в действие механизмов полуавтомата, кроме гидроцилиндра 19, от которого сообщается возвратно-поступательное движение ползуну 17, имеет бак 43 (см. фиг. 1) для масла, лопастный насос 44 для подачи масла в систему, приводимый в движение от электродвигателя 45, пластинчатый фильтр 46 для масла, предохранительный клапан 47, поддерживающий давление в гидросистеме, реверсивный золотник 48 для сообщеиия штоку 18 гидроцилиндра и ползуну 17 возвратно-поступательного движения, четьтрехходовой золотник 49 для реверсирования иотока масла, подаваемого к реверсивному золотнику 48, трехходовой золотник 50 для автоматической разгрузки клапана 47 в конце цикла, дроссель 51 для регулирования скорости движения щтока гидроцилиндра 19 и манометр 52. Управление механизмами гидросистемы осуществляется через электросеть и аппараты, расположенные на пульте 53 управления.
В начале чистки валенок устанавливают в захватах 14 механизма удержания валенка таким образо.м, что голенище -валенка направлено вниз, и цикл начинается с чистки подъема носка головки. Кулачки 31 и 32 кулачкового валика 28 устанавливают по размеру обрабатываемого валенка, совмещая указатели кулачков с номером валика на шкале 33 настройки. При пуске полуавтомата валенок, укрепленный
№ 150636
ль 150636
на плавающей штанге 16, свободно набегает на абразивный круг, отодвигая ограждение 5, автоматически самоустанавливается, приподнимаясь при входе на круг и опускаясь при обратном ходе, и взаимодбйствует с абразивом, который счищает с валенка ворс и устраняет небольшие неровности. В конце двойного хода (прямого и обратного) ползун 17 отводит носок валенка на 30-40 мм от абразивного круга, обеспечивая очередной поворот головки для последовательной чистки всей ее поверхности. В это время рейка 26, встречая упор 27, передвигается, поворачивая шестерню 25 обгонной муфты 24, а вместе с ней червяк 23, червячное колесо 22 и штангу 16 с валенком на некоторый угол. Прн дальнейшем ходе ползуна 17 в сторону абразивного круга рейка 26 отходит под действием пружины от упора 27. При этом обгонная муфта 24 расклинивается, шестерня 25 вращается свободно и чер-вячная пара 23-24 остается неподвижной до того момента, когда ползун 17 в конпе следующего хода вновь подведет рейку 26 к упору 27; после этого происходит следующий поворот валенка. Углы поворота валенка при помощи регулируемого упора 27 устапавливают такие, что очищаемые участки валенка перекрывают друг друга, благодаря чему поверхность валепка очищается полностью.
Возвратно-поступательное движение ползуна /7 с валенком создается взаимодействием шайбы 21 с кулачками кулачкового валика 28. В начале движения шайба 21 занимает положение, при котором ее ступень большого радиуса взаимодействует с кулачками 30 и 31, начиная от сер-едины шайбы, т. е. от штифта 36, что обеспечивает короткие ходы ползуна. При повороте П1танги 16 в конце первого двойного хода поворачивается и шайба 21. При этом выступающая часть большого диаметра шайбы выходит из плоскости кулачка 31, в работу вступает ступень меньшего диаметра, в результате чего шайба при движении проходит мимо кулачка 31 и движется между кулачками 30 и 32, а ползун /7 переходит на длинный ход для очистки боковой шечки валенка, следа и другой щечки. После этого начинается второй автоматический переход с длинного хода на короткий для чистки другой половины носка головки валенка, так как шайба 21, повернув1пись, опять взаимодействует с кулачками кулачкового валика 28 ступенью большого диаметра, что допускает возмол ность движения ползуна 17 на коротком ходу, равном расстоянию между кулачками 30 и 31. Движение ползуна 17 И3 меняется в конце каждого хода, когда горка 34 кулачкового валика 28 взаимодействует с конечным выключателем 35, передающим кр.манду четырехходовому золотнику 49 с электромагнитным управлением; золотник 49 направляет попеременно поток масла в торцовые части золотника 48, управляющего нагнетанием или сливом масла в полостях гидроцилиндра 19 по обе стороны его поршня и, следовательно, движением последнего в соответствии с заданным циклом обработки валенка.
В конце цикла щтифт шайбы 21 взаимодействует с конечным выключателем 37, подающим команду трехходовому золотнику 50, который соединяет разгрузочное отверстие 54 предохранительного клапана 47 с баком 43, и давление в системе снижается, например с 15 до 0,8 атм, т. е. до величины, которая недостаточна для движения поршня гидроцилиндра 19.
После очистки второй половины носка цикл заканчивается, движение ползуна 17 автоматически прекращается, рабочая часть абразивного круга также автоматически перекрывается ограждением при помощи электромагнита 6, присоединенного к цепи конечного выключателя 37. Работница поворачивает рукоятку 55, освобождает валенок и снимает его.
В электроцепь включены две сигнальные лампы 56 и 57 для сигнализации об окончании цикла и о работе электродвигателя 45 насос. ной установки.
Полуавтомат включается наж;атием на кнопку 58. В цепи этой кнопки имеется реле времени 59, которое в начале цикла обесточивает электромагнит трехходового золотника 50. Под действием пружины золотник закрывает разгрузочный маслопровод от клапана 47, и в системе вновь устанавливается рабочее давление.
Для чистки голенища валенка отсоединяют захват 14 и присоединяют коническую оправку 15. Цикл обработки голенища проходит так же, как и головки.
Предмет изобретения
1.Полуавтомат для чистки валяной обуви, имеющий укрепленный на кронштейне вращающийся абразивный круг, механизм для удержания валенка, приспособление для периодического поворота егОН привод, отличающийся тем, что, с целью упрощения конструкции, приспособление для иериодического поворота валенка выполпено в виде щтанги, на одном конце которой установлены ступенчатая шайба п червячный механизм, взаимодействующий с неподвижным упором, укрепленным на станине полуавтомата, а на другом - механизм для удержания обрабатываемого валенка, выполпеиный в виде щарнирно подпружиненного захвата, при этом для обеспечения возвратно-поступательного перемещения П1танги с обрабатываемым валенком свободного набегания его на стационарно установленный абразивный круг штанга смонтирована щарнирно на ползуне, укрепленном на П1токе гидроцплиндра, а для изменения величины хода ползуна прп обработке различных по длине участков, например головки валенка, параллельно штанге установлен кулачковый валик,. кулачки которого взаимодействуют со стуненчатой щайбой.
2.Полуавтомат по п. 1, отличающийся тем, что, с целью обеспечения обработки голенища валенка, в качестве механизма для удержания валенка применена коническая оправка.
3.Полуавтомат по п, 1, отличающийся тем, что абразивный круг снабжен ограждением, автоматически перекрывающим его по окончании цикла обработки валенка.
4. Полуавтомат ио п, 1, отличающийся тем, что для обеспечения возвратно-иоступательного движения ползуна кулачковый ва,1пк снабжен горкой, взаимодействующей с конечным выключателем, обеспечивающим поступление масла в гидроцилиндр по заданному циклу.
5.Полуавтомат по п. 1, отличающийся тем, что для автоматического останова ползупа в конце цикла ступенчатая щайба снабжена штифтом, взаимодействующим с конечным выключателем, обеспечивающим сброс давления в гидросистеме.
6.Полуавтомат по п. 1, отличающийся тем, что под кулачковым валиком смонтирована шкала настройки кулачков в зависимости от размера обрабатываемой обуви.
7.Полуавтомат по п, 1, отличающийся тем, что, с целью возможности регулирования положения щтанги в вертикальной плоскости при срабатывании абразивного круга, в пазах кронштейна, соед1П1яющего шток гидроцилиндра с ползуном, монтирован суппорт, обеспечивающий перемещение штанги в заданном направлении.
8. Полуавтомат по п. 1, отличающийся тем, что, с целью регулирования давления обрабатываемого валенка на абразивный круг, штанга снабл ена рейкой, взаимодействующей с щестерней, и иружиной, один конец которой нрикреплен к рейке, а другой - к ползуну.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |
| Полуавтомат для оправки валяной обуви на механической колодке после насадки | 1962 |
|
SU151475A1 |
| СТАНОК ДЛЯ ПРЕДВАРИТЕЛЬНОГО РАСТЯЖЕНИЯ ВАЛЕНОЙ ОБУВИ ПЕРЕД НАСАДКОЙ ЕЕ НА СОСТАВНЫЕ КОЛОДКИ | 1935 |
|
SU52374A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Агрегат для снятия ворса с наружной поверхности валяной обуви | 1988 |
|
SU1664260A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Станок для разрядки механических колодок валеной обуви | 1944 |
|
SU66210A1 |
| Устройство для удержания волокнистого материала в конце отбора смесовой постели в смесовой машине с круглой камерой | 1959 |
|
SU126396A1 |
| ПОЛУАВТОМАТ ДЛЯ АБРАЗИВНОЙ ЗАТОЧКИ РЕЗЦОВ | 1970 |
|
SU282080A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
.
-1
VI
0 -I
5 Н S
PJ 11L . Л f f -.li-ui HI JJJ
.(;I . rI I-...- p
s:||i S3 I- , j r;- 7-ii.
lift I ,
-1 /j.
2Э
4r
.7 A /VSA
O,
1-Г-Г-
||4
«
Фиг.2
Фиг J
